Изобретение относится к машиностроению, а именно к средствам контроля резьбовых деталей.
Цель изобретения - повышение надежности в работе путем обеспечения возможности перемещения исполнительного органа независимо от длины резьбовой части шпильки.
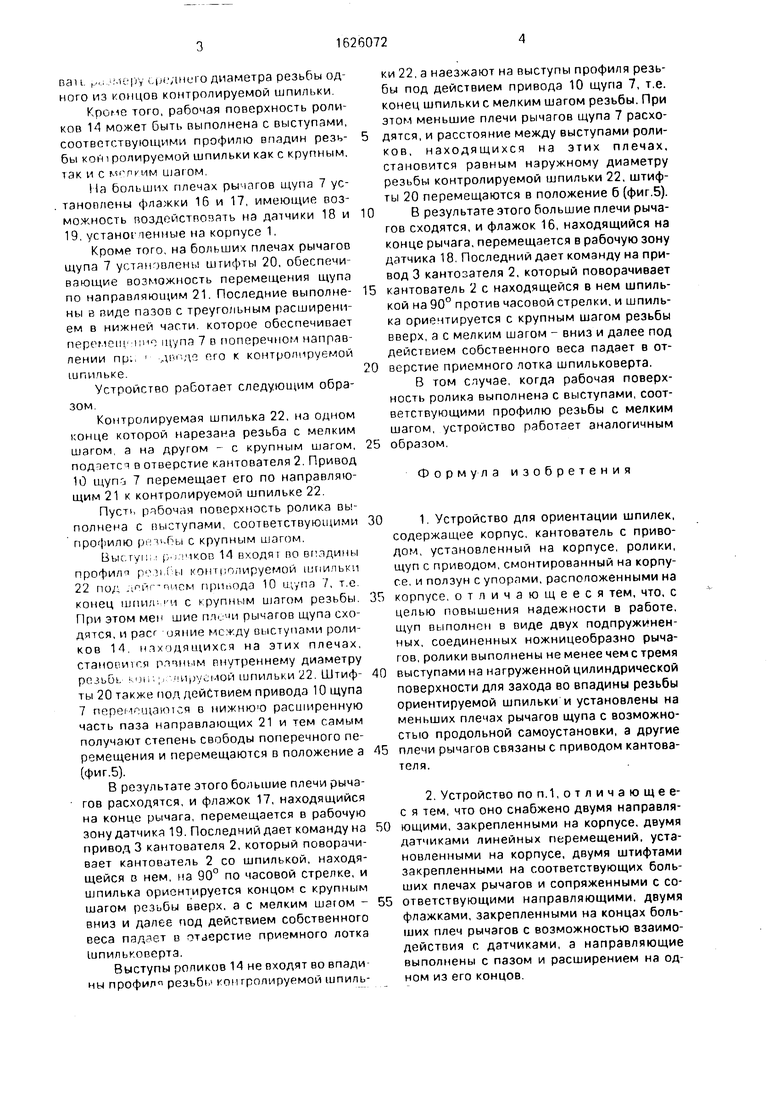
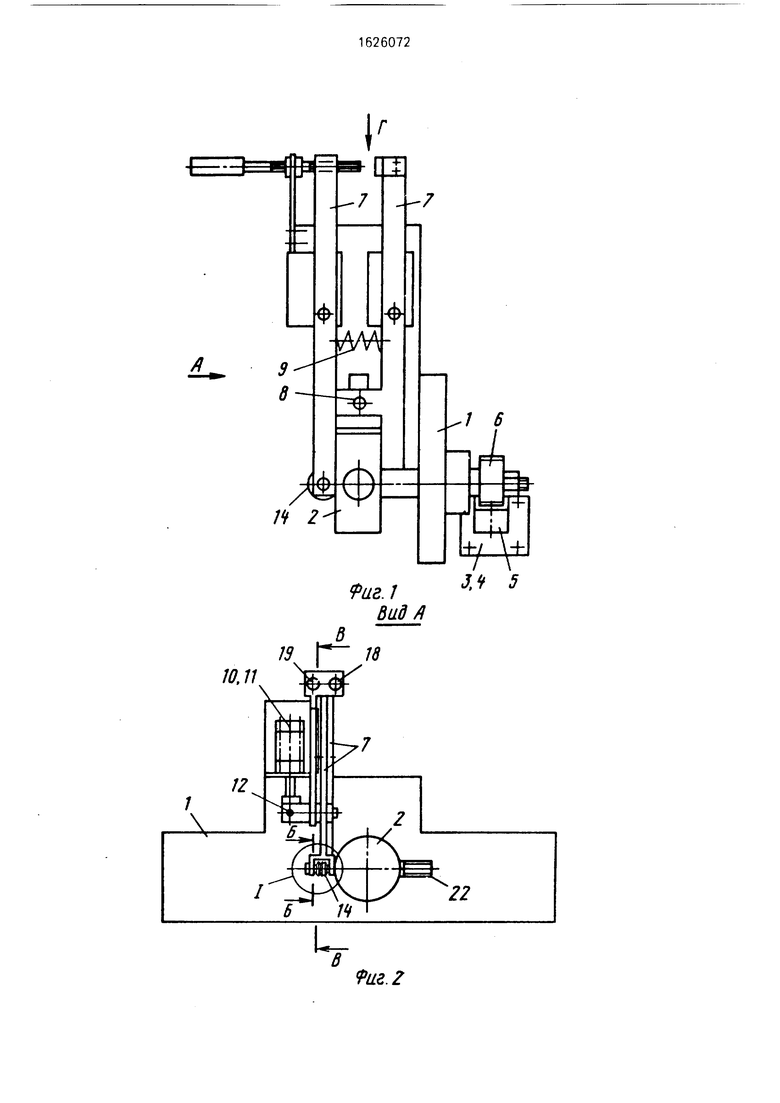
На фиг. 1 изображено устройство общий вид; на фиг 2 - вид А на фиг. 1; на фиг.З - сечение Б-Б на фиг,2; на фиг 4 - вид I на фиг.2; на фиг.5 - сечение В-В на фиг.2, на фиг.6 - вид Г на фиг.1
Устройство для ориентации шпилек содержит корпус 1 кантователь 2,представляющий собой тело вращения с отверстием под шпильку Привод 3 кантователя 2 состоит из пневмоцилиндра 4, вращающего кантователь 2 по часовой стрелке и против часовой стрелки на 90° посредством зубчатой рейки 5 и шестерни 6 Щуп 7 представляет собой рычаги, ножницеобразно
соединенные осью 8 и подпружиненные пружиной 9
Привод 10 щупа 7 содержит пневмоци- линдр 11, связанный со щупом 7 посредством ползуна 12, который перемещается в пазу корпуса 1.
На меньших плечах рычагов щупа 7 закреплены осью 13 самоустанавливающиеся ролики 14, подпружиненные с двух сторон пружинами 15
На рабочей поверхности роликог 14 выполнено не менее трех выступов с возможностью захода во впадины профиля контролируемой резьбы шпильки Количество выступов не менее трех выбрано для обеспечения качественного контроля шага резьбы шпилчки. В случаенесовпадения выступов ролика 14 и впадин профиля контролируемой резьбы один из выступов ролика 14 всегда наезжает на выступы котролиру- емой резьбы шпильки.
Размер между выступами роликов 14 в исходном состоянии дотжен соответствоё
О hO О О 4
паи h, u l v i рсдне о диаметра резьбы одного из концов контролируемой шпильки
Кроме того, рабочая поверхность роликов 14 может быть выполнена с выступами, соответствующими профилю впадин резьбы KOMI рол и рус мой шпильки как с крупным, так и с мелким шагом
На больших плечах рычагов щупа 7 ус- тэнопдены флажки 16 и 17, имеющие возможность поздейстпочать на датчики 18 и 19 устано1 пенные на корпусе 1.
Кроме того на больших плечах рычагов щупа 7 установлены штифты 20, обеспечивающие возможность перемещения щупа по направляющим 21 Последние выполнены е виде пазов с треугольным расширением в нижней части которое обеспечивает перемет i н щупа 7 в поперечном направлении пр. дм де (чо к контролируемой ш п и п ь к е
Устройство работает следующим образом
Контролируемая шпилька 22, на одном конце которой нарезана резьба с мелким шагом а на другом - с крупным шагом, подтетст в отверстие кантователя 2 Привод 10 щуп л 7 перемещает его по направляющим 21 к контролируемой шпильке 22
Пусть рабочая поверхность ролика выполнена с выступами соответствующими профилю () с крупным шагом
BblC Гу, , ЧКОВ 14 ВВОДЯТ ВО ВГ ПДИНЫ
профилч контролируемой шпипьки 22 по/1 ,,пи -пнем привода 10 щупа /, т е конец шпил in с крупным шагом резьбы При этом мен шие гп чи рычагов щупа сходятся, и расг ояние между отступами роликов 14 находящихся на этих плечах, становится ртчннм внутреннему диаметру рсзьиь И,, aipyu.iou 1ипильки 22 Штифты 20 также под действием привода 10 щупа 7 перемещаются в нижнюю расширенную часть паза направлающих 21 и тем самым получают степень свободы поперечного перемещения и перемещаются в положение а (фиг.5).
В результате этого большие плечи рычагов расходятся, и флажок 17, находящийся на конце рычага, перемещается в рабочую зону датчика 19. Последний дает команду на привод 3 кантователя 2, который поворачивает кантовлтель 2 со шпилькой, находящейся в нем, на 90° по часовой стрелке, и шпилька ориентируется концом с крупным шагом резьбы вверх, а с мелким шагом - вниз и далее под действием собственного веса падяет в тгаерстие приемного лотка шпильковертз.
Выступы роликов 14 не входят во впади ны профил реэьбь контролируемой шпильки 22, а наезжают на выступы профиля резьбы под действием привода 10 щупа 7, т.е. конец шпильки с мелким шагом резьбы. При этом меньшие плечи рычагов щупа 7 расходятся, и расстояние между выступами роликов, находящихся на этих плечах, становится равным наружному диаметру резьбы контролируемой шпильки 22, штифты 20 перемещаются в положение б (фиг.5).
В результате этого большие плечи рычагов сходятся, и флажок 16, находящийся на конце рычага, перемещается в рабочую зону датчика 18 Последний дает команду на привод 3 кантозателя 2, который поворачивает
кантователь 2 с находящейся в нем шпилькой на 90° против часовой стрелки, и шпилька ориентируется с крупным шагом резьбы вверх, а с мелким шагом - вниз и далее под действием собственного веса падает в отверстие приемного лотка шпильковерта.
В том случае, когда рабочая поверхность ролика выполнена с выступами, соответствующими профилю резьбы с мелким шагом, устройство работает аналогичным
образом
Формула изобретения
1 Устройство для ориентации шпилек,
содержащее корпус, кантователь с приводом, установленный на корпусе, ролики, щуп с приводом,смонтированный на корпусе и ползун с упорами, расположенными на
корпусе отпичающееся тем, что, с целью повышения надежности в работе, щуп выполнен в виде двух подпружиненных, соединенных ножницеобразно рычагов, ролики выполнены не менее чем с тремя
выступами на нагруженной цилиндрической поверхности для захода во впадины резьбы ориентируемой шпильки и установлены на меньших плечах рычагов щупа с возможностью продольной самоустановки, а другие
плечи рычагов связаны с приводом кантователя.
2 Устройство поп.1,отличающее- с я тем, что оно снабжено двумя направляющими, закрепленными на корпусе, двумя датчиками линейных перемещений, установленными на корпусе, двумя штифтами закрепленными на соответствующих больших плечах рычагов и сопряженными с соответствующими направляющими, двумя флажками, закрепленными на концах больших плеч рычагов с возможностью взаимодействия с датчиками, а направляющие выполнены с пазом и расширением на одном из его концов
Вид/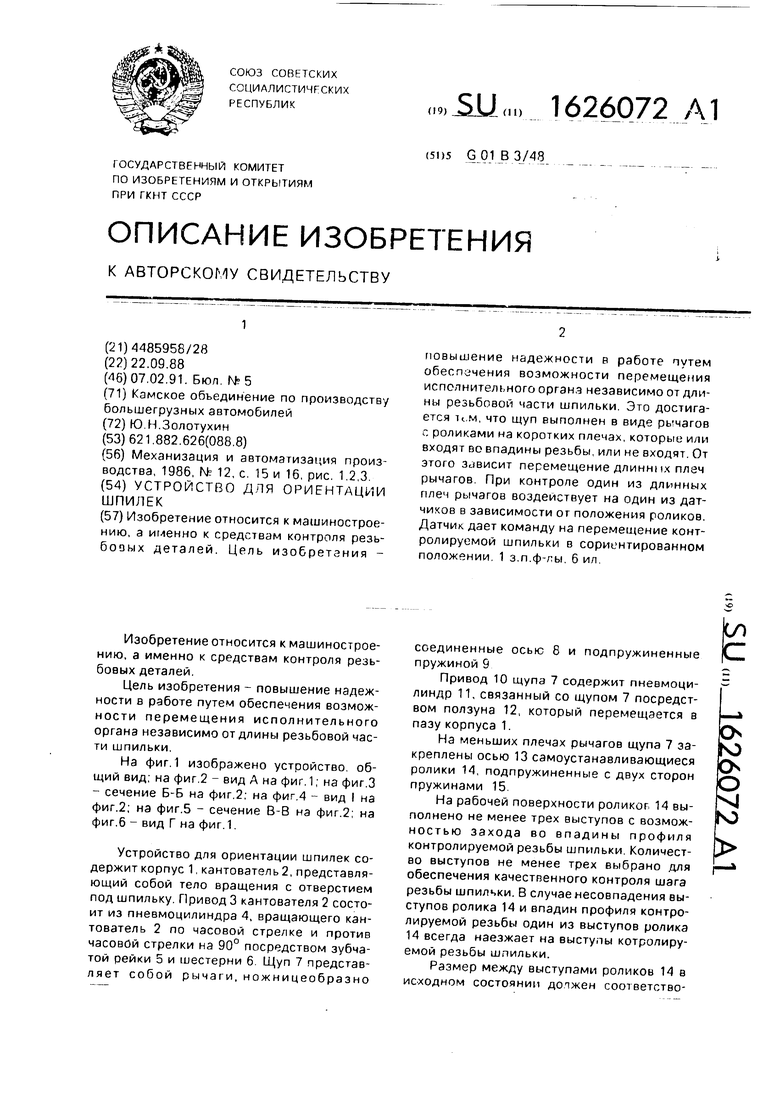
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь шагового конвейера | 1988 |
|
SU1627467A1 |
| Кантователь длинномерных изделий | 1988 |
|
SU1588708A2 |
| Устройство для ориентации резьбовых шпилек | 1989 |
|
SU1701481A1 |
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| Устройство для упаковывания цилиндрических изделий | 1984 |
|
SU1303496A1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1990 |
|
RU2028698C1 |
| Устройство для ориентации деталей типа шпилек | 1990 |
|
SU1756111A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1940 |
|
SU63198A1 |
Изобретение относится к машиностроению, а именно к средствам контроля резь- бооых деталей. Цель изобретания повышение надежности в работе путем обеспечения возможности перемещения исполнительного органа независимо от длины резьбовой части шпильки Это достигается и м, что щуп выполнен в виде рь-чагов г. роликами на коротких плечах, которые или входя г во впадины резьбы, или не входят. От этого зависит перемещение длинных плеч рычагов При контроле один из длинных плеч рычагов воздействует на один из датчиков в зависимости от положения роликов. Датчик дает команду на перемещение контролируемой шпильки в сориентированном положении 1 з.п.ф-лы 6 ил
8
13 18 I
Фаг. 2
Фиг.З
21
19
- -
1515
иг. н
ВидГ
X
х
2/
20
| Механизация и автоматизация производства, 1986, № 12, с 15 и 16, рис | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
