Известны ленточные конвейеры для раздачи штучных грузов на поперечные копвейеры посредством устройств, смонтированных на конвейере у места разгрузки заподлицо с его лентой и выполненных в виде секции приводного роликового конвейера.
Недостатком известных ленточных конвейеров является то. что при их работе нельзя автоматически осуществлять распределение грузов на поперечные конвейеры и производить при этом их контроль по габаритам.
Ленточный конвейер, выполненный согласно изобретению, лишен этого недостатка. Он отличается от известных тем, что для сталкиплиия груза с секции рол1зганга npiiMeiieiUji приводные цепные передачи. Opiiводные цепные передачи, на цепях которых ук1)еплены иыступаюи1ие над роликами толкатели, расположены между роликами секции в задией ее части, считая по ходу движения сталкиваемого груза.
Автоматическое распределение грузов на поперечные транспортеры и их контроль по габаритам осуществляется за счет применения конечных выключателей, блокировка которых обеспечивает поочередное заполнение грузами поперечных конвейеров и контроль грузов по габаритам.
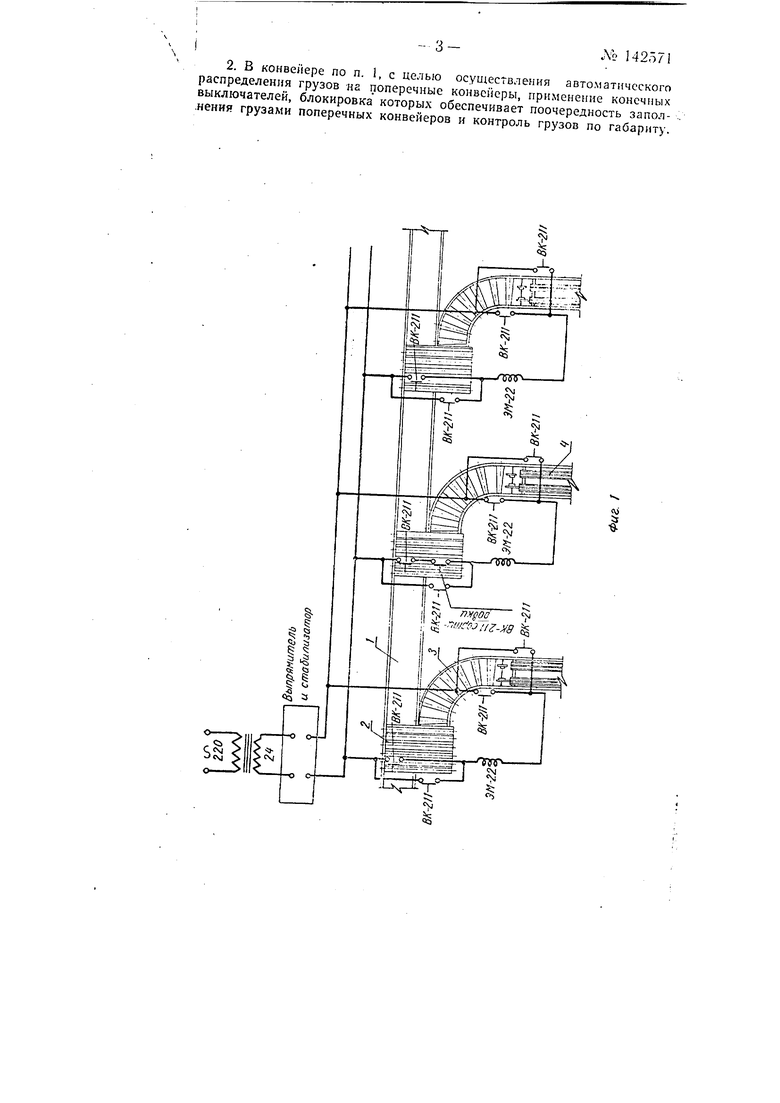
На фиг. 1 схематически изображен предложенный ленточный конвейер, в плане вместе с поперечными транспортерами; на фиг. 2 - предложенный ленточный конвейер сов.местно с приводо.м.
Предложенный ленточный конвейер в применении, например, к транспортированию ящиков с бутылками включает и себя пря.ой ленточный транспортер / с лентой, отогнутой под рольганг из длинных роликов 2, в местах схода ящиков к бутылочны.м мащинам, через поворотл 142571-2иыП рольгакг 3 и прямой цепной транспортер 4, направляющи ящики к автомату выемки бутылок из ящиков.
Сход ящиков п поперечном направлениИ осун сетвляется механн.чмом Г) еталкиплния, состояпшм из четырех прпполных цепных передач с выступающими при сталкивании ящиков над роликами тохткателями. Непрерывное вращенНе роликов рольганга и периодическое движение цепей сталкивателя осуществляются от редуктора б, кинематическая схема которого позволяет иметь от одного электродвигателя, благодаря наличию электромуфты, два вращения-непрерывное для роллков и периодическое для сталкивателя в зависимости от поступления ящиков. Работа ленточного конвейера осуществляется следующим образом: ящики с пустой посудой с простого ленточного транспортера поступают с разрывом па предложенный лент1 чный транспортер. При поступлер1ии ящика на рольганг происходит замыкание нормально-открытого выключателя ВК-211, располох ениого на кронщтенне над рольгангом, элсктромуфта редуктора получает питание и приводит в движе1П1е механизм 5 сталкивания, скорость которого примерно в 4 раза вьипе скорости движения основного ленточного транспортера. Один из сталкивающих зубьев цепочки в положении до подхода ящика размыкает нормально-закрытый выключатель ВК-211 под рольгангом; при движении сталкивателя зуб освобождает выключатель, обеспечивая постоянную подачу питания па электромуфту, пока яии1к не сойдет с рольганга в поперечном направлении до положения против поворотпого рольганга 3. В это время противополон но установленный зуб сталкнвателя подойдет кнормально-открытому вьгключате/ю ВК-211 и, разомкнув его, обесточит электромагнитную муфту.
При необходимости отбора на один из отростков ящиков с меньшей высотой в схему питания электромагнитной муфты добавляется нормально-закрытый выключатель ВК-211, расположенный над рольгангом и включенный последовательно с нормально-открытым выключателем, который выключает питание «а нормально-открытый выключатель при подходе к отростку ящика с больщей высотой, обеспечивая тем самым его свободный проход к следующему отростку. При прохождении ящиков малой высоты этот выключатель не срабатывает.
На отростках к бутыломоечным мащинам предусмотрена установка двух нормально-закрытых выключателей ВК-211, включенных параллельно, которые обеспечивают необходимый запас ящиков перед автоматом выемки. В случае заполнения отростка ящиками выключатели размыкаются и электромагнитная муфта редуктора не получает питания .и ящики начинают проходить прямо по рольгангу к следующему отростку. Таким образом обеспечивается непрерывная подача ящиков на полную производительность линии для обеспечения полной произродительности мащин автоматической .
Предложенный ленточный конвейер рекомендован к внедрению Ленинградскому совнархозу.
Предмет изобретения
I. Ленточный конвейер для раздачи щтучных грузов на поперечные конвейеры посредством устройств, смонтированных на конве| е-ре у места разгрузки заподлицо с его лентой и выполненных в виде сегчцлн приводного роликового конвейера, отличающийся те.м, что для сталкивания груза с секции она снабжена расположенными между ро ликами в задней ее части, считая по ходу движения груза, приводными цепными передачами, на цепях которых укреплены выступающие над роликами толкатели.
2. В конвейере по п. 1, с целью осуществления автоматического распределения грузов на поперечные конвейеры, применение конечных выключателей, блокировка которых обеспечивает поочередность за пол.нения грузами поперечных конвейеров и контроль грузов по габариту.
- 3-Лс 142571
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортное средство | 1990 |
|
SU1735163A1 |
| Поточная линия для производства полых волокнистых цилиндров | 1977 |
|
SU656858A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА | 1968 |
|
SU220839A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| Устройство для транспортировки покрышек | 1976 |
|
SU679489A1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА ДЛЯ ШТУЧНЫХГРУЗОВ | 1971 |
|
SU310853A1 |
| Способ садки кирпича на обжиговые вагонетки и установка для его осуществления | 1983 |
|
SU1143598A1 |
| Устройство для штабелирования штучных грузов | 1983 |
|
SU1224228A1 |

L
иг 2
