15
Ьо Ф
OS
о
«
1В
| название | год | авторы | номер документа |
|---|---|---|---|
| Намоточно-транспортировочный комплекс широкополосного стана | 1988 |
|
SU1516167A1 |
| Универсальный намоточный комплекс | 1990 |
|
SU1729654A1 |
| Намоточно-транспортировочный комплекс широкополосного стана | 1989 |
|
SU1609524A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Способ холодной прокатки полос в рулонах и прокатный стан для его осуществления | 1977 |
|
SU788513A1 |
| Намоточно-транспортировочный комплекс прокатного стана | 1990 |
|
SU1810162A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| ПЕЧНАЯ МОТАЛКА | 2007 |
|
RU2391168C1 |



Изобретение относится к прокатному производству, в частности к конструкции подпольных намоточных комплексов широкополосных станов горячей прокатки. Цель изобретения - по- вьшение производительности и качества рулонов. Комплекс обеспечивает автоматизированную (без кранов) намотку полос на группы 1 и 2 моталок (в зависимости от -толщины полос), передачу рулонов от моталок посредством тележек 16 на конвейер 5 или 6, от последнего на поворотный стол 19 и от него на конвейер 8 или 9, по которому рулоны поступают на склад готовой продукции. Отсутствие кранов обеспечивает повышение производительности и качества рулонов. 1 з.п. ф-лы, 5 ил. иО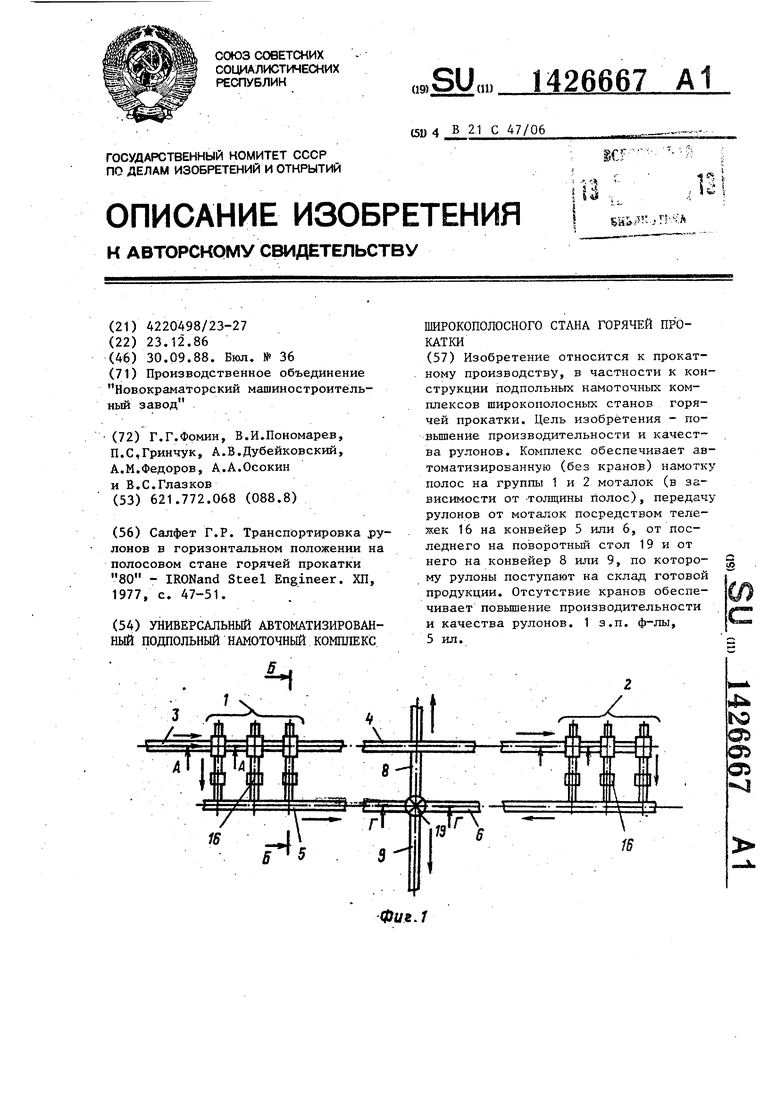
Фиг л
Изобретение относится к прокатному производству, в частности к конструкции автоматизированных подпольных намоточных комплексов,
Цель изобретения повышение производительности и качества рулонов.
На фиг.1 показан комплекс (стрел- ;ками показано направление перемещения (полос и рулонов), общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.3 |разрез Б-Б на фиг.1; на фиг.4 - разрез IB-B на фиг.З; на фиг.5 - разрез Г-Г-на I фиг.1„
I Комплекс содержит группу 1 моталок |для.намотки тонких полос, группу 2 |моталок для намотки толстых полос, .1 рольганг 3 от последней клети стана ; горячей прокатки (не показаны) до ;Группы 1 моталок, рольганг А до груп;пы 2 моталок, установленные парал- 1лельно рольгангам 3 и 4 конвейеры 5 и 6 для транспортирования рулонов ,) 7 от , моталок к конвейерам 8 и 9 для передачи рулонов 7 на склад, распо- сложенных перпендикулярно конвейерам ;5 и 6.
: Каждая из моталок включает привод- ;ной барабан 10, размещенные вокруг него формирующие ролики 11, а также установленные перед барабаном 10 тя ;нущие ролики 12. Комплекс содержит таклсе по. количеству моталок блоки подготовки полос перед намоткой, выполненные каждый (фиг.2) Б виде пары смонтированных в вертикальной згпос- кости подающих роликов 13 и 14,, а , также размещенного между- тянущими ро ; ликами 12 и подающими роликами 13 и : 14 прижимного ролика 15, устройства (фиг. 3 и 4) для передачи, рулонов 7 от моталок к конвейерам 5 и бд выполненные каждое в Bi-ще приводной тележки 16, установленного на ней Г- образного кронштейна 17 и смонтиро- ванного в последнем приемного седла 18, и поворотный- стол 19 с приемным седлом 20, В конвейерах 5, 6 8 и 9 установлены приемники рулонов 21, а между конвейерами 5, 6,8 и 9 и пово ротным столом 19 установлены допол- нительные тележки 22 с приемными седлами 23. Привод тележки 22 осуществляется гидроцилиндром 24.
Комплекс работает следующим образом.
Полосы пропускаются от последней клети прокатного стана по рольгангам 3 и 4 (э зависш-юсти от полосы) к подающим роликам 13 и 14 и тянущим роликам 12 и далее фиксируются на барабане 10. При этом при заправке полосы в барабан 10 верхний подающий ролик 13 и прижимной ролик 15 находятся в верхнем положении.После фиксации полосы на барабане 10 они опускаются на полосу. После этого производится с помощью формирующих роликов намотка полосы в рулон 7 на приводном барабане 10. После намотки рулона 7 и отвода формирующих роликов 11 под рулон 7 подводится гидроцилиндром 21 соответствующая тележка 16 с кронштейном 17 и приемным седлом 18. После сжатия барабана 10 рулон 7 опускается на приемное седло 18. Тележка 16 перемещается к конвейеру 5 или 6. Приемником 21 рулонов 7 последний приподнимается и опускается на конвейер 5 или 6. В горизонтальном положении рулоны 7 транспортируются к поворотному столу 19. Приемными седлами 23 рулоны 7 снимаются с конвейеров 5 или 6 и .гюсредством тележек 22 переносятся к поворотному столу. 19. Далее рулоны 7 пр:-. .иными седлами 23 устанавливаются на приемное седло 20. Передача рулонов 7 от стола 19 к конвейерам 8 или 9 производится посредством встроенных в них тележек 22 с приемными седлами 23. Конвейерами 8 и 9 рулоны 7 передаются на скл&д готовой
продукции. I
Технико-экономический э(3)фект от
внедрения изобретения обеспечивается повышением производительности и качества рулонов по сравнению с базовым объектом.
Формула изобретения
щенные вокруг него формирукядие ролики, а также установленные перед Ьара- баном тянущие ролики, о т л и ч а ю- щ и и с я тем, что, с целью повышения производительности и качества рулонов, он снабжен блоками подготовки полос перед намоткой в количестве, соответствуняцем числу моталок и уста- ноБленными между рольгангами и соответствующими тянущими роликами, устройствами для передачи рулонов от моталок к первым конвейерам, а также поворотным столом с .приемным седлом дпя передачи рулонов от первого из конвейеров к вторым, каждое из устройств для передачи рулонов выполнено в виде приводной тележки, установленного на ней Г-образного крон13
26667
штейна, а также смонтированного в последнем приемного седла, при этом все приемные седла установлены с возс можностью подъема соответственно относительно кронштейнов и поворотного стола.
Фие. 2
f /--}-ф
16
Фиг. 3
в-в
Фиг.
г-г
Фи. 5
| Салфет Г.Р | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| ХП, 1977, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
