(Л
С
м ta
Ч
ь
00
о
00
ел
е
Изобретение относится к станкостроению и может быть использовано при получении квадратных отверстий трехрезцовым призматическим инструментом.
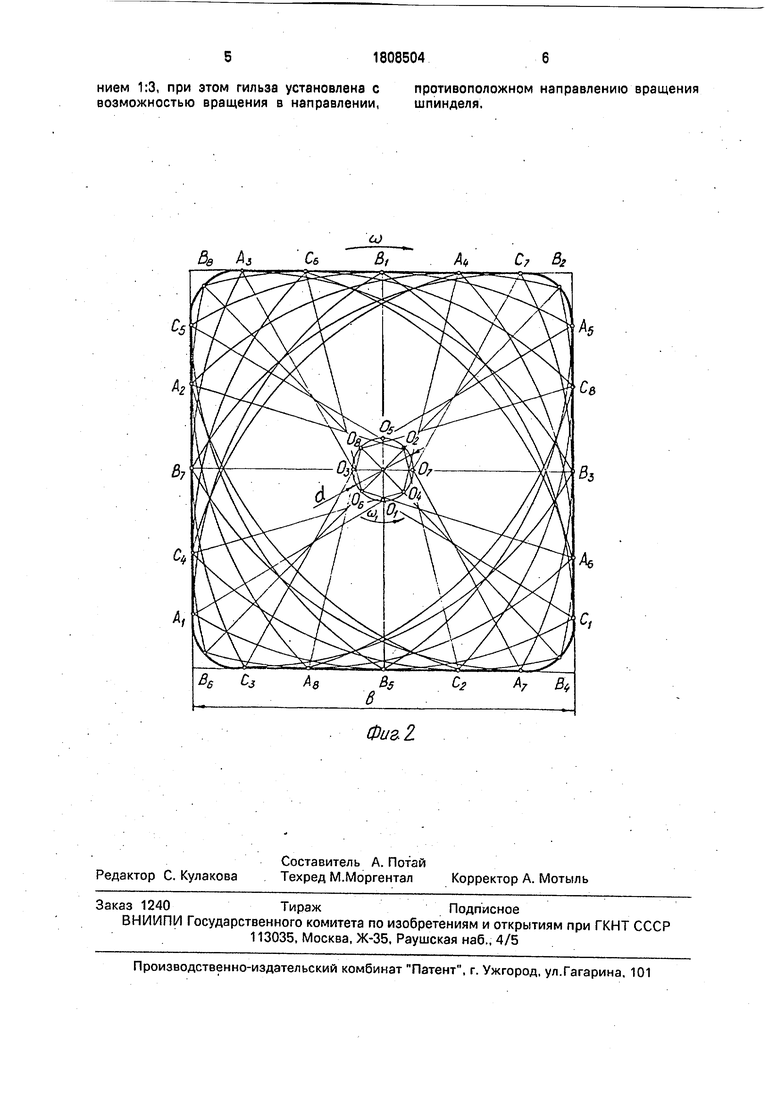
Нафиг.1 представлена кинематическая схема устройства для сверления квадратных отверстий; на фиг.2 - схема вращения равнодугового треугольника, образованного дугами радиуса В, внутри квадрата со стороной В.
Устройство содержит приводной вал 1, шпиндель 2 и цилиндрическую гильзу 3, установленные в подшипниковых опорах 4, 5 и 6 соответственно, Шпиндель 2 расположен внутри гильзы 3 с возможностью регулирования эксцентриситета и соединен с приводным валом 1 механизмом 7, обеспечивающим компенсацию поперечного смещения их осей и синхронную передачу вращательного движения, например, универсальным карданным или плавающей муфтой со скользящим сухарем. Вращение приводного вала 1 осуществляется от электродвигателя 8 через клиноременную передачу 9. Вращение гильзы 3 осуществляется от приводного вала 1 посредством системы зубчатых передач, состоящей из зубчатого колеса 1, жестко закрепленного на приводном валу 1, промежуточного зубчатого колеса 11, промежуточного вала .12 с зубчатыми колесами 13 и 14 и зубчатого колеса 15, жестко посаженного на гильзу 3. Система зубчатых передач создает жесткую кинематическую связь между шпинделем и гильзой, обеспечивая их вращение в противоположных направлениях с передаточным отношением 1:3. Шпиндель 2 снабжен патроном 16 и правильным треугольным сверлом 17, размер стороны треугольника поперечного сечения которого равен стороне квадрата обрабатываемого отверстия.
При работе устройства шпиндель 2 обеспечивает осевое вращение сверла 17, а гильза 3 - круговое поперечное движение оси сверла 17 в противоположном направлении с радиусом равным установленному между гильзой 3 и шпинделем 2 эксцентриситету е, величина которого связана с размером стороны квадратного отверстия В соотношением ,07735В, Изменение данного соотношения приводит к искажению формы квадратного отверстия. При увеличении е получается квадрат с вогнутыми сторонами, при уменьшении - с выпуклыми.
Процесс сверления квадратных отверстий при помощи правильного треугольного сверла основан на свойстве правильного криволинейного треугольника, образованного дугами определенного радиуса с центрами в его вершинах /равнодугового треугольника/, вписываться в квадрат со стороной равной этому радиусу. На схеме
(фиг.2) представлены положения равнодугового треугольника, совершившего полный оборот внутри квадрата в направлении часовой стрелки, начиная от исходного /первого/положения AiBiCi с центром От, и
далее через каждые 45°, всего восемь положений, Порядковый номер положения указан в виде индексов возле буквенных обозначений вершин и центра треугольника. Полный оборот треугольника будет завершен после его возврата в исходное положение.
Из схемы видно, что при вращении равнодугового треугольника по часовой стрелке его вершины копируют форму квадрата,
частично закругляя его углы, а центр треугольника совершает движение вокруг центра квадрата О по окружности диаметром d в направлении против часовой стрелки. Причем поворот равнодугового треугольника на
каждые 45° соответствует перемещению центра треугольника на угол в три раза больший /45°хЗ 135°/. Например, при повороте треугольника на 45° из положения AiBiCi.B положение АаВаСа его центр смещается из
положения Oi в положение 02, то есть, на .135°.
Таким образом, полный оборот равно- дугового треугольника /правильного треугольного сверла/ по часовой стрелке
соответствует трем полным оборотам его центра вокруг центра квадрата /квадратного отверстия/ по окружности диаметром d в направлении против часовой стрелки, следовательно, между частотами вращения
треугольника ш и его центра соблюдается соотношение ш . ои 1:3.
Формула изобретения Устройство для сверления квадратных отверстий, содержащее шпиндель, несущий
трехрезцовый призматический инструмент, и связанные с приводным валом механизмы вращения и кругового перемещения шпинделя, отличающееся тем, что, с целью повышения производительности за счет
увеличения скорости вращения шпинделя и упрощения переналадки устройства при сверлении отверстий различных размеров, механизм круговых перемещений шпинделя выполнен в виде гильзы, в которой с возможностью поперечного перемещения размещен шпиндель, а связь между приводным валом и гильзой осуществляется посредством введенных в устройство зубчатых передач с передаточным отношением 1:3, при этом гильза установлена с противоположном направлению вращения возможностью вращения в направлении, шпинделя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ МНОГОГРАННЫХ ОТВЕРСТИЙ | 1991 |
|
RU2009788C1 |
| Устройство для сверления квадратных отверстий | 1983 |
|
SU1183305A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ ПОД ДАВЛЕНИЕМ УСО-70 | 2015 |
|
RU2603413C2 |
| СВЕРЛИЛЬНОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОТВЕРСТИЙ С ЗАТЫЛОВАНИЕМ | 1995 |
|
RU2087310C1 |
| ПЕРЕНОСНАЯ СВЕРЛИЛЬНАЯ ГОЛОВКА | 1990 |
|
SU1792014A1 |
| Способ обработки глубоких отверстий и устройство для его осуществления | 1984 |
|
SU1230752A1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ОТВЕРСТИЙ В ДЕЙСТВУЮЩЕМ ТРУБОПРОВОДЕ И РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2229961C1 |
| Способ токарной обработки и устройство для его осуществления | 1989 |
|
SU1703261A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ НА БОКОВЫХ И ТОРЦЕВЫХ ЧАСТЯХ ЗАГОТОВОК ДЛЯ ТКАЦКИХ ЧЕЛНОКОВ | 1929 |
|
SU20315A1 |
| Ручная дрель | 1976 |
|
SU747626A1 |
Использование: станкостроение, а именно устройства для получения квадратных отверстий трехрезцовым призматическим инструментом. Сущность изобретения: устройство содержит приводной вал 1, шпиндель 2 и гильзу 3, установленные в подшипниках. Шпиндель 2 размещен внутри гильзы 3 с возможностью регулирования эксцентриситета и соединен с валом 1 механизмом 7, обеспечивающим компенсацию поперечного смещения их осей и синхронную передачу движения вращения. Вращение гильзы 3 осуществляется от приводного вала 1 через систему зубчатых передач, которая обеспечивает вращение шпинделя 2 и гильзы 3 в противоположных направлениях с передаточным отношением 1:3. Шпиндель 2 содер- . жит патрон 16 с правильным треугольным инструментом 17, размер стороны треугольника поперечного сечения которого равен стороне квадрата обрабатываемого отверстия. 2 ил.
Фиг 2.
| Устройство для обработки фигурных отверстий на сверлильном станке | 1987 |
|
SU1445866A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механизмы/ Под ред | |||
| С.Н.Кожевникова, Справочное пособие | |||
| М.: Машиностроение, 1976, с.588-589, рис.10.9 | |||
