: Изобретение относится к электрофизическим и электрохимическим ме- обработки, в частности к способам размерной электрохимической обработки секционным электродом-инструментом.
Целью изобретения является повы- н|ение точности и производительности обработки;
При обработке по предлагаемому Способу секционный электрод-инстру- ент подводят до касания с заготов- , отводят на рабочий зазор $ за- teM одновременно на все секции подают импульс .тока (амплитуда которого может быть меньше амплитуды технологического тока).
Значение амплитуды импульса тока через каждую секцию запоминают. Затем на секции электрода-инструмента подают импульсы технологического тока, причем количество электричества, пропускаемое через каждую секцию, пропорционально отношениям хранящихся в запоминающем устройстве значений амплитуд первых импульсов тока к максимальному значению амплитуды первого импульса тока Количество электричества, поданного в электрохимическ-ую ячейку, может регулироваться изменением амплитуды, длительности или количества импульсов,- После этого электрод-инстр . мент отводят на промьшочный зазор и производят прокачку электролита в течение времени, достаточного для полного обновления электролита в за ;3оре. Затем весь цикл повторяется. Поскольку за время подачи первого импульса тока электропроводность элктролита во всех точках поверхности заготовки одинакова, отношениям амплитуд первого импульса тока через п-ю секцию к максимальной амплитуде первого импульса тока достаточно достоверно характеризуют распределение величин межэлектродного зазора. Использование этой оперативной информации о величине межэлектродного зазора под каждой секцией для дозирвания количества электричества чере секции повьшает точность обработки.
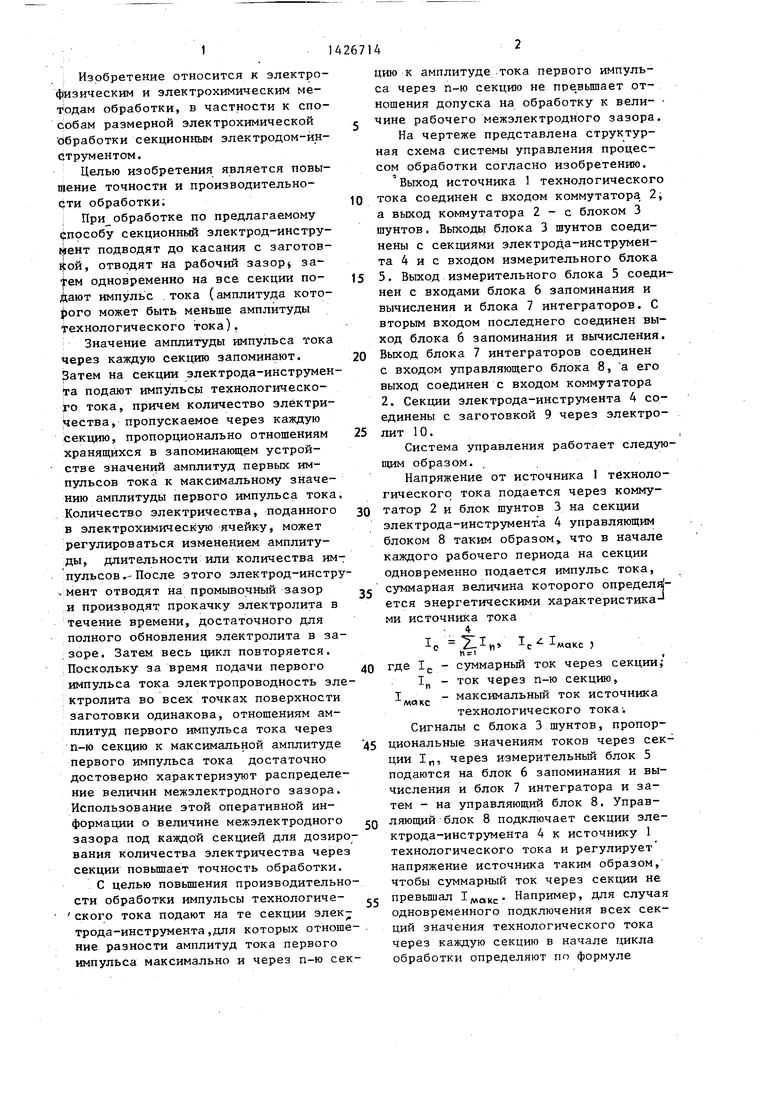
С целью повьшения производительнсти обработки импульсы технологиче- ского тока подают на те секции электрода-инструмента, для которых отношние разности амплитуд тока первого импульса максимально и через п-ю сецию к амплитуде тока первого импульса через п-ю секцию не превышает отношения допуска на обработку к вели- чине рабочего межэлектродного зазора. На чертеже представлена структурная схема системы управления процессом обработки согласно изобретению. Выход источника 1 технологического
тока соединен с входом коммутатора. 2, а выход коммутатора 2-е блоком 3 шунтов. Выходь блока 3 шунтов соединены с секциями электрода-инструмента 4 и с входом измерительного блока
5. Выход измерительного блока 5 соединен с входами блока 6 запоминания и вычисления и блока 7 интеграторов. С вторым входом последнего соединен выход блока 6 запоминания и вычисления.
Выход блока 7 интеграторов соединен с входом управляющего блока 8, а его выход соединен с входом коммутатора 2. Секции электрода-инструмента 4 соединены с заготовкой 9 через электролит 10.
Система управления работает сле:дую- щим образом.
Напряжение от источника технологического тока подается через коммутатор 2 и блок шунтов 3 на секции электрода-инструмента 4 управляющим блоком 8 таким образом, что в начале каждого рабочего периода на секции одновременно подается импульс тока,
суммарная величина которого опредеп - ется энергетическими характеристика-
ми источника тока v
с - -макс)
г 1
где Ij, - суммарный ток через секции;
1„ - ток через п-ю секцию, млк максимальный ток источника
технологического тока-. Сигналы с блока 3 шунтов, пропорциональные значениям токов через секции 1, через измерительный блок 5 подаются на блок 6 запоминания и вычисления и блок 7 интегратора и затем - на управляющий блок 8. Управляющий блок 8 подключает секции электрода-инструмента 4 к источнику 1 технологического тока и регулирует напряжение источника таким образом, чтобы суммарный ток через секции не
превьш ал I/WOIKC Например, для случая одновременного подключения всех секций значения технологического тока через каждую секцию в начале цикла обработки определяют по формуле
I
Блок 7 интеграторов интегрирует значения текущего технологического тока через секции. Результатом интегрирования является количество электричества, перенесенное током через секцию. Как только через секцию пройдет количество электричества
1«
Q. 1,-т:макс
- -макс - - п
Обозначив i S S - Брдр и U I и подставив это в (1) после преобразований получим
AJ I.
лз
Поскольку ь S не может быть боль- Q ше допуска на обработку S , должно выполняться неравенство
Л1
S
(2)

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ размерной электрохимической обработки | 1987 |
|
SU1433663A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| СПОСОБ ЦИКЛИЧЕСКОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2071883C1 |
| Способ регулирования межэлектродного зазора при электрохимической обработке | 1978 |
|
SU891309A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| Способ вырезной электроэрозионной обработки изделия | 2016 |
|
RU2638607C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| МЕТОД АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ПРАВКИ КРУГА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2304504C2 |
| Способ размерной электрохимической обработки | 1977 |
|
SU625893A1 |
где К, - коэффициент, имеющий размерность количества электриче-. ства.
t - текущее время.обработки, на управляющий блок 8 поступит сигнал на отключение п-й секции от источника технологического тока. Отно- шение I /Ij gi pвычисляется в блоке 6 запоминания и вычисления.
Величина К,, определяется из условия обеспечения необходимого съема металла за один рабочий цикл под сек- цией с рабочим зазором. При 1 - Тдлакс справедливо равенство
К, Q.
После этого осуществляется промывка межэлектродного зазора, и цикл обработки повторяется.
При обработке по предлагаемому способу допускается подача в цикле технологического тока только на те секции электрода-инструмента, для которых отношение разности мак- симальной из всех измеренных амплитуд тока первого импульса и амплитуды тока первого импульса через . п-ю Секцию к амплитуде тока первого импульса через п-секцию не превьш1ает отношения допуска на обработку к величине рабочего межэлектродного зазора, т.е.
In SpaS IMOKC S
е I.
Макс
ooE 3„
амплитуда тока первого импульса через п-секцию; максимальная амплитуда тока первого импульса через секцию с рабочим (минимальным) зазором; величина рабочего зазора, величина зазора под п-й секцией.
о/йин
из чего и вытекает необходимость подачи технологического тока только на те секции, для которых выполняется неравенство (2).
Формула изобретения
55 на обработку к величине рабочего межэлектродного зазора.
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 0 |
|
SU341626A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
