i
Изобретение относится к технологической оснастке для переработки цолимеров.
Целью изобретения является повышение надежности работы формы и увеличение ее. гнездности.
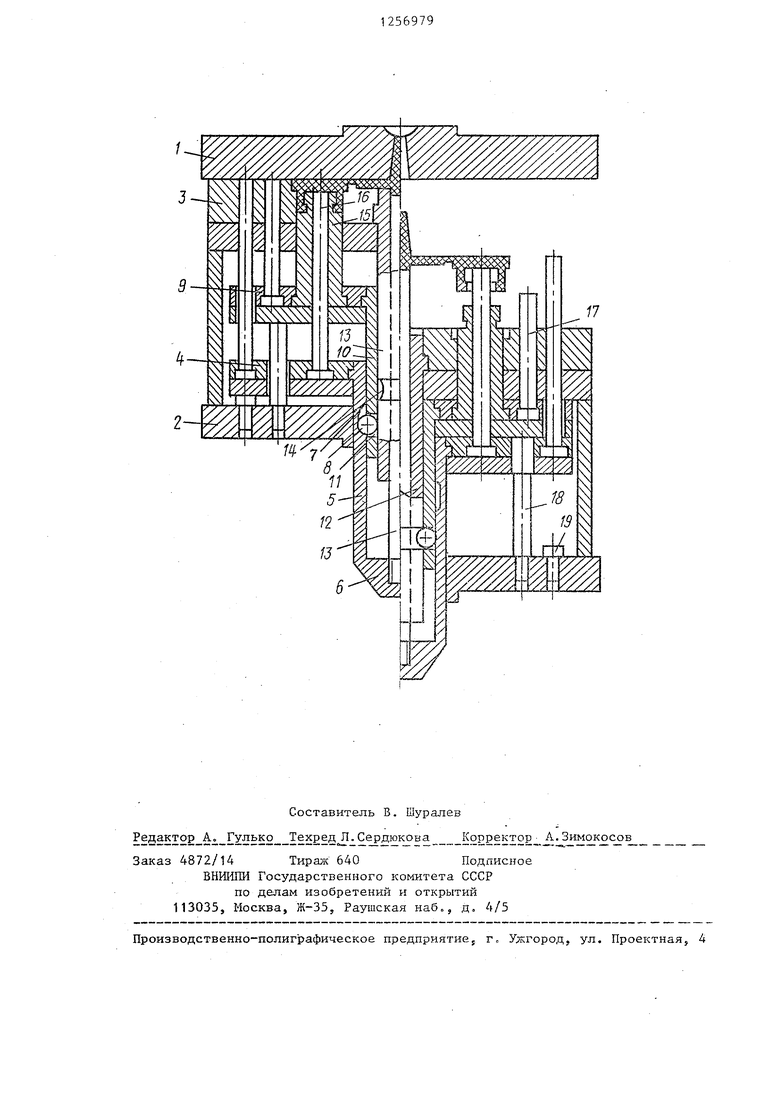
На чертеже показана форма в закрытом и раскрытом положениях.
Форма содержит литниковую плиту, подвижную полуформу с основанием 1, оформляющей плитой 2 и двухступенчатой выталкивающей системой 3, вклю- х1шощей центральный толкатель, закреп ленньш в плите 4 окончательног- о выталкивания и выполненный в виде втулки 5 с опорной частью бис радиальным поднутрением 7 для размещения шариков 8, плиту 9 предварительного выталкивания с дополнительной втулкой 10 с элементом для взаг-гмо- действия с шариками, выполненным з виде радиальных отверстий 11. при этом сама дополнительная втулка 10 размещена в центральном толкателе - во втулке 5, копирный элемент для поперечного перемещения шариков 8,, выполненный в виде закрешгенной в оформляющей плите 2 центральной втулки 12 с отверстием под выталкиватель 13 литника. Центральная втулка 12 располоисена в дополнительгюй втулке 10, а ее копирная поверхность выполнена с кольцевой канавкой 14,
Пуансоны 15 закреплены в плите предварительного выталкиванияj выталкиватели 1 б изделий и контртолкатели 17 - в плите 4 окончательного выталкивания, а выталкиватель 13 литника - Б опорной части 6 втулки 5,
-10
15
2569792
В основании 1 установлены опорные пальцы 18 и 19 соответственно для плит предварительного и окончательного выталкивания.
Такое конструктивное решение позволяет исключить заклинивание шариков копирным элементом в случае преждевременного перемещения плиты предварительного выталкивания (например, из-за трения между контртолкателями и сталкивающим изделие элементом). Кроме того, обеспечивается возможность увеличения гнездности формы, так как конструкция выталкивающего механизма позволяет установить выталкиватель центрального литника.
Форма работает следующим образом.
После впрыска расплава полш-iepa и технологической выдергкки форма раскрывается, при этом из-за взаимодействия втулки 5 с упором термо- пластавтомата останавливаются плита 4 окончательного вытапкивания и плита 9 предварительного выталкивания.
В результате этого изделия пуансонами 15 и выталкивателями 16 и литник выталкивателем 13 литника снимаются с оформляющей плиты 2.
При дальнейшем дв1-и ;ении подвижной части формы шарики 8 перемещаются Бдоль копирного элемента. После попадания их в кольцевую канавку 14 ос- вобо}1сдается плита предварительного выталкивания,которая начинает перемещаться совместно с подвижной частью формы, а изделия окончательно удаляются выталкивателем 16.
При см- кан1-5:и формы контртолкателями плиты предварительного и окончательного выталкивания возвращаются в исходное поло кение.
20
25
30
35
40
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1562150A2 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| Литьевая форма с двухступенчатой выталкивающей системой | 1975 |
|
SU555022A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1426821A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Многогнездная литьевая форма дляпОлиМЕРНыХ издЕлий | 1979 |
|
SU835777A1 |
| Универсальный блок для изготовленияпОлиМЕРНыХ издЕлий лиТьЕМ пОд дАВлЕНиЕМ | 1979 |
|
SU802045A1 |
| Пресс-форма для литья под давлением | 1978 |
|
SU740400A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1211075A1 |
| Технологическая оснастка для холодной штамповки, прессования пластмасс и литья под давлением /Под ред | |||
| Корсакова В.Д | |||
| М.: НИИин- форммаш | |||
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
