ю tc
00
со
Изобретение относится к акустико-эмис- сионному контролю и может быть использовано при контроле качества сварки в судостроении на конструкциях, содержащих листовые материалы с подкреплением.
Целью изобретения является повышение достоверности контроля листовых материалов с односторонним подкркеплением за счет того, что сигналы акустической эмиссии (АЭ) регистрируют в заданном узкополосном частотном диапазоне, обеспечивающем максимум амплитуд сигналов.
На чертеже представлена схема реализации акустико-эмиссионного способа неразрушающего контроля дефектов сварных швов.
Зона 1 контроля на сварном щве 2 представляет собой прямоугольник со сторонами 2;i и h. Преобразователи 3-6 АЭ располо- же111-.1 на диагоналях зоны 1 контроля и CMCiuciibi но продо;1жению диагоналей на рас- CT05siiiie а. Преобразователи 3-6 АЭ яв- .ляются приемниками направленного действия, при этом основной лепесток 7 диаграммы направленности накрывает зону 1 конт- ро;1Я.
Акустико-эмиссионный способ неразру- 111аюн1его контроля дефектов сварных швов осуществляется следующим образом.
На ;1истовом материале со стороны, свободной от подкреплений, устанавливают преобразователи 3-6 АЭ на продолжениях диагоналей прямоугольника, ограничиваю- niero зону 1 контроля сварного щва 2. Час- т( диапазон регистрирующей аппарату- j)bi АЭ (не показана) выбирают из соотношения
ЗС,
/U
(fu Ь) т(1±0,15), i, 1) - частотный диапазон приемноусилительных трактов аппаратуры АЭ, включая преобразователи 3-6 АЭ.
Регистрируют сигналы АЭ, излучаемые дефектами сварного шва 1, например, при остывании сварного шва 1 после выполнения сварки. В указанном частотном диапазоне в условиях переменных температурных полей от сварки наблюдается мак- симум амплитуд сигналов АЭ.
Таким образом, предлагаемый способ позволяет повысить достоверность контроля сварных швов в листовых материалах с односторонним пoдкpeПv eниeм за счет выбора частотного диапазона, обеспечиваюшего мак- симум амплитуд сигналов АЭ.
Формула изобретения
Акустико-эмиссионный способ неразрушающего контроля дефектов сварных швов
в листовых материалах, заключающийся в том, что принимают с помощью прием- но-усилительных трактов сигналы акустической эмиссии от источников, расположенных в выбранной зоне контроля, в заданном
диапазоне частот, по параметрам которых судят о дефектах, отличающийся тем, что, с целью повышения достоверности контроля листовых материалов с односторонним подкреплением, сигналы акустической эмиссии принимают в диапазоне частот, определяемом из соотношения
ор
(fhb) (i±0,15),
где (f|, 2) - частотный диапазон приемно- усилительных,трактов;
Ср-скорость волны Рэлея;
h - толщина листовогс материала.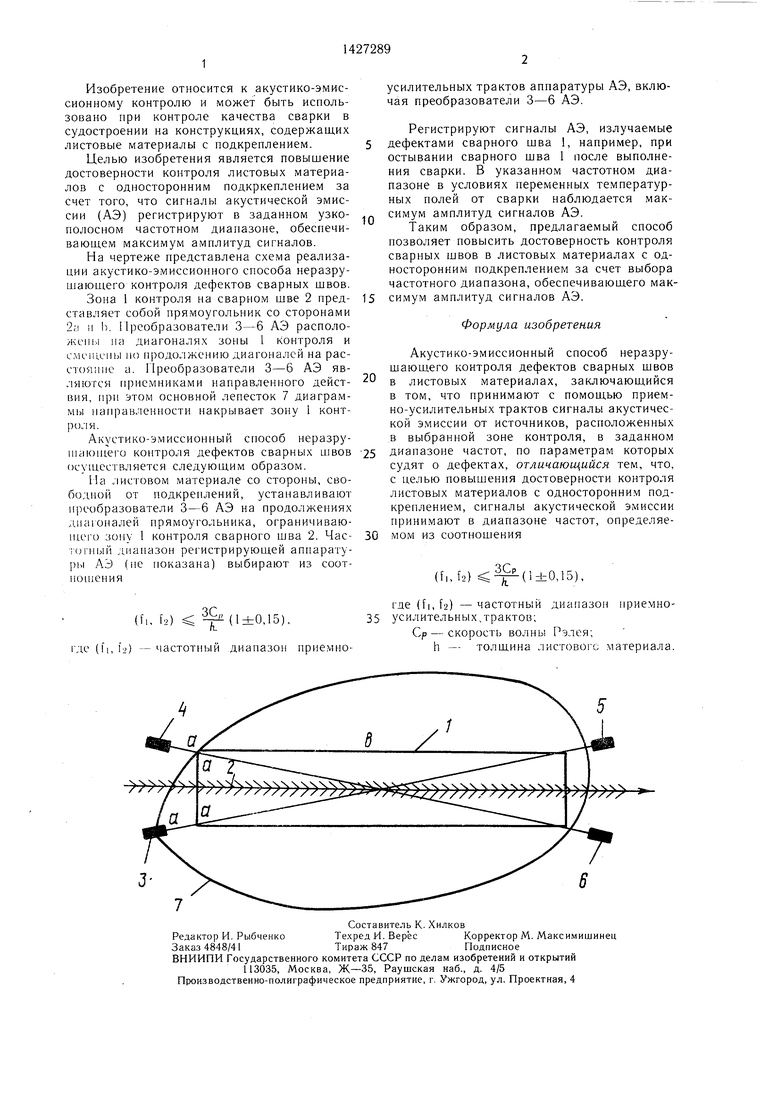
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ ИЗДЕЛИЙ | 2004 |
|
RU2270444C1 |
| СПОСОБ ОБНАРУЖЕНИЯ В ПРОЦЕССЕ СВАРКИ ДЕФЕКТОВ В СВАРНЫХ ШВАХ И ОПРЕДЕЛЕНИЯ ИХ МЕСТОПОЛОЖЕНИЯ ПО АКУСТИЧЕСКИМ СИГНАЛАМ | 1999 |
|
RU2156456C1 |
| УСТРОЙСТВО ОБНАРУЖЕНИЯ ДЕФЕКТОВ В СВАРНЫХ ШВАХ В ПРОЦЕССЕ СВАРКИ | 2014 |
|
RU2572662C2 |
| Устройство для ранней диагностики образования и развития микротрещин в деталях машин и конструкциях | 2022 |
|
RU2788311C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698508C1 |
| Способ низкотемпературного локального нагружения нефтегазопровода при акустико-эмиссионном методе неразрушающего контроля | 2018 |
|
RU2715077C2 |
| Устройство обнаружения дефектов в сварных швах в процессе сварки | 2019 |
|
RU2727065C1 |
| Способ низкотемпературного локального нагружения объекта при акустико-эмиссионном методе неразрушающего контроля | 2016 |
|
RU2614190C1 |
| Способ определения координат источников сигналов акустической эмиссии | 1986 |
|
SU1334074A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА В ПРОЦЕССЕ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379677C1 |
Изобретение относится к акустико- эмиссионному контролю и может быть использовано при контроле качества сварки. Целью изобретения является повышение достоверности контроля листовых материалов с односторонним подкреплением. Сигналы акустической эмиссии (АЭ) регистрируют в заданном узкополосном частотном диапазоне, обеспечивающем максимум амплитуд сигналов. Сигналы АЭ регистрируют аппаратурой, полосу пропускания приемно-уси- лительных трактов которой выбирают из соотношения (f|, h) (1±0,15), где (fi, 2 - частотный диапазон приемно- усилительных трактов; Ср - скорость волны Рэлея; h - толщина листового материала. 1 ил.
| Способ определения координат источника акустической эмиссии | 1982 |
|
SU1104408A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ определения координат источников акустической эмиссии в листовых материалах | 1982 |
|
SU1145251A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
