Изобретение относится к процессу упаковки боеприпасов для последующего их хранения и транспортировки, в частности к технологии, обеспечивающей механизированную укладку патронов стрелкового оружия в гнезда упаковочной тары - коробки.
Известен способ укладки в металлическую тару с герметичной крышкой артиллерийских малокалиберных патронов (см. патент РФ №2186333), включающий набивку патронов в звенья ленты, сворачивание ленты по спирали, установку головной и донной частей патронов в гнезда перегородок, оставляя при этом свободным последнее звено ленты, автономную установку одного патрона в гнездах перегородок и укладку в металлическую тару с герметичной крышкой. При этом осуществляют фиксирование свободного звена ленты на укрепленном в гнездах перегородок сопрягаемом стержне, укрепляют перегородки сверху бандажом с ручками, формируя сборку, которую затем устанавливают на донную часть металлической тары, и осуществляют силовой зажим сборки посредством амортизаторов герметичной крышки и рычажно-кулачковых зажимов.
К недостаткам устройства, осуществляющего известный способ, можно отнести малое количество упаковываемых патронов, ограниченное вследствие дополнительного размещения в таре упаковочной ленты.
Известно более совершенное устройство, осуществляющее способ упаковки патронов стрелкового оружия в тару - коробки. (См. техническое описание и инструкцию по эксплуатации автоматической линии модели ЛУ-56, утвержденную руководителем предприятия п/я В-8906 26 ноября 1974 года.) Автоматическая линия модели ЛУ-56 предназначена для упаковки патронов стрелкового оружия в пакеты из мешочной бумаги по ГОСТ 2228-62. Патроны укладываются в 6 рядов по пять патронов в ряду, между рядами патронов прокладывается прокладка из той же бумаги, что и оболочка пакета. Боковые клапаны пакета сшиваются скобами. Автоматическая линия представляет собой набор механизмов, осуществляющих в едином режиме ориентацию патронов, их захват при помощи электромагнитов по 5 изделий и укладку в приемник. Движение магнитов и приемников осуществляется от системы мальтийских крестов. Поворот приемников осуществляется через шесть поворотов магнитов. Управление поворотом осуществляется кулачком через собачку. Управление работой электромагнитов производится двумя тактовыми переключателями через коллекторные кольца. На транспортере производится комплектование патронов в ряд вершинами в разные стороны. Затем транспортер опускается в нижнее положение, и производится поворот в гнездах боковых ветвей транспортера.
К недостаткам способа упаковки патронов стрелкового оружия, осуществляемого при помощи известного устройства, можно отнести сложность процесса, связанную с двойной ориентацией упаковываемых патронов в ряду вершинами в разные стороны и перемещением транспортера в вертикальной плоскости.
Задачей предлагаемого изобретения является устранение недостатков прототипа, в частности упрощение процесса целенаправленной укладки патронов в гнезда упаковочных коробок.
Поставленная предлагаемым изобретением задача в достигается совокупностью известных признаков, включающей ориентирование патронов при помощи ориентирующего механизма, подачу ориентированных патронов в канавки рабочего органа подающего механизма и подачу сформированной группы патронов в упаковку с новыми признаками, заключающимися в подаче сформированной группы патронов в гнезда упаковочной коробки циклами, каждый из которых выполняют при помощи возвратно-поступательного перемещения реечного рабочего органа с канавками под патроны, сначала путем осевого перемещения с последовательной загрузкой из питателя ориентированных патронов в его канавки, затем путем поворота рабочего органа в сторону ориентирующе-направляющего патроны экрана относительно продольной оси на угол 60-95° и передачей ориентированных патронов в гнезда одного ряда упаковочной коробки с последующим осевым возвратом и обратным поворотом рабочего органа в исходное положение и шагового перемещения упаковочной коробки, при этом шаговое перемещение упаковочной коробки и подачу патронов при каждом цикле осуществляют при помощи кинематической связи привода через храповой механизм с механизмом шаговой подачи коробок, а через кулачки и систему рычагов - с реечным рабочим органом.
Ориентирующе-направляющий патроны экран выполнен с вертикально расположенными канавками и смонтирован перед реечным рабочим органом, находящимся в левом крайнем положении.
Новизной предложенного способа является изменение операции свободной укладки патронов в оберточную бумагу на подачу сформированной группы патронов в гнезда упаковочной коробки циклами, каждый из которых выполняют при помощи возвратно-поступательного перемещения реечного рабочего органа с канавками под патроны, сначала путем осевого перемещения с последовательной загрузкой из питателя ориентированных патронов в его канавки, затем путем поворота рабочего органа в сторону ориентирующе-направляющего патроны экрана относительно продольной оси на угол 60-95° и передачей ориентированных патронов в гнезда одного ряда упаковочной коробки с последующим осевым возвратом и обратным поворотом рабочего органа в исходное положение и шагового перемещения упаковочной коробки, при этом шаговое перемещение упаковочной коробки и подачу патронов при каждом цикле осуществляют при помощи кинематической связи привода через храповой механизм с механизмом шаговой подачи коробок, а через кулачки и систему рычагов - с реечным рабочим органом.
Так, синхронизированная подача патронов за счет кинематической связи привода с реечным рабочим органом и механизмом шаговой подачи коробок и наличие направляюще-ориентирующего экрана с ориентирующими патроны канавками позволяет набрать точное количество патронов на рабочем органе, переместить и при помощи поворота точно передать их в гнезда упаковочной коробки.
Согласно проведенным патентно-информационным исследованиям признаки предлагаемого способа являются новыми, существенными, промышленно выполнимыми и направлены на достижение поставленной изобретением задачи.
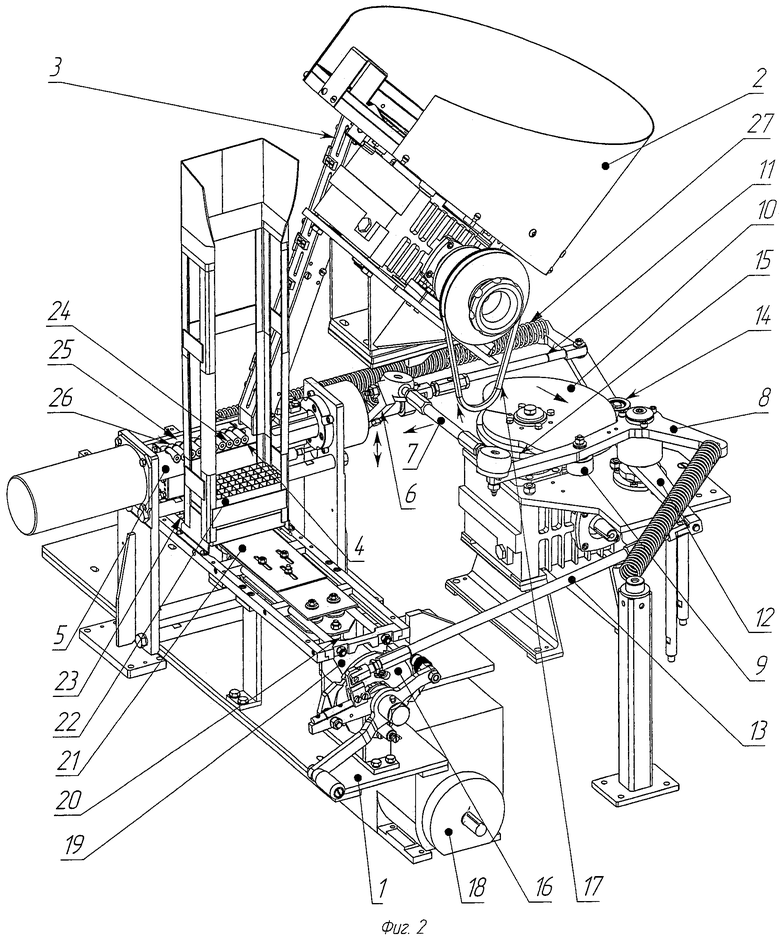
На фиг.1 схематично представлено устройство, позволяющее осуществить предлагаемый способ, в котором рабочий орган находится в стадии загрузки патронов из питателя.
На фиг.2 схематично представлен фрагмент устройства, позволяющего осуществить предлагаемый способ, в котором рабочий орган находится в крайнем левом положении на стадии загрузки патронов из канавок рабочего органа в ячейки упаковочной коробки.
Устройство, при помощи которого осуществляется предлагаемый способ, состоит из рамы 1, на которой смонтированы ориентирующий патроны механизм 2 с лотком-питателем 3 подачи ориентированных патронов в канавки 4 реечного рабочего органа 5, связанного при помощи рычагов 6, 7, 8 через ролик 9 с копиром 10 и рычагов 11, 12, 13 ролика 14 с копиром 15 с храповым механизмом 16 и при помощи ременной передачи 17 с приводом 18. Храповой механизм 16 через кулачок 19 связан с упором 20 толкателя 21, обеспечивающего шаговое перемещение упаковочной коробки 22 с гнездами 23 для патронов 24. В месте передачи патронов из канавок 4 реечного рабочего органа 5 в гнезда 23 коробки 22 установлен направляюще-ориентирующий экран 25 с направляющими канавками 26. Работа ориентирующего 2, храпового 16 и механизма вращения копиров 10 и 15 осуществляется от привода 18 при помощи ременной передачи 17. Возврат реечного рабочего органа 5 осуществляется за счет его кинематической связи и пружины 27.
Предлагаемый способ осуществляется следующим образом.
Патроны 24, подлежащие упаковке в коробку 22 с гнездами 23, загружают в ориентирующий механизм 2. Вращаясь от привода 18, ориентирующий механизм 2 подает патроны в ориентированном положении в лоток-питатель 3, которые, опускаясь по лотку вниз, контактируют с ровной поверхностью рабочего органа 5. Цикл загрузки патронов в коробку 22 состоит из нескольких операций. Первоначально патроны, при осевом перемещении реечного рабочего органа 5, находящегося под лотком-питателем 3 и кинематически связанного при помощи рычагов 11, 12, 13 ролика 14 с копиром 15 с храповым механизмом 16 и приводом 18, последовательно загружаются в канавки 4 (см. фиг.1). По достижении рабочим органом 5 крайнего левого положения все его канавки заполнены патронами, и осуществлена отсечка потока патронов ровной поверхностью рабочего органа 5 без канавок. Достигнув крайнего левого положения, рабочий орган 5 за счет кинематической связи рычагов 6, 7, 8 друг с другом и рабочим органом 5, роликом 9, копиром 10 при помощи ременной передачи 17 с приводом 18 поворачивается преимущественно на угол в 90°, и патроны 24, находящиеся в канавках 4 рабочего органа 5, одновременно соскальзывают в гнезда коробки 22, расположенной снизу. Угол поворота реечного рабочего органа может быть выполнен, равным 60-95°, достаточным для надежного соскальзывания из канавок рабочего органа 5 в гнезда упаковочной коробки 22.
При этом патроны, соскальзывая, контактируют с направляющими канавками 26 экрана 25 и без изменения ориентации надежно подаются в гнезда 23 коробки 22. Далее рабочий орган 5 под действием пружины 27 и кинематической связи с рычагами 11, 12, 13 роликом 14 с копиром 15 перемещается в осевом направлении назад и, подойдя к правому крайнему положению вновь за счет кинематической связи рычагов 6, 7, 8 копира 9, поворачивается и устанавливается в исходное положение. Далее осуществляется точно также второй и последующие циклы загрузки патронов в гнезда коробки 22. При этом храповой механизм 16, связанный с приводом 18, поворачиваясь, через кулачок 19, упор 20, толкатель 21 перемещает коробку 22 на один шаг вперед, равный расстоянию между рядами упаковочной коробки, и патроны, передаваемые рабочим органом 5 при осуществлении второго цикла, подаются во второй ряд упаковочной коробки 22. В коробке выполнено пять рядов гнезд, по 10 в каждом ряду. Количество загружаемых устройством патронов по рядам и гнездам зависит от настройки устройства на имеющееся количество рядов и гнезд в упаковочной коробке. Поскольку коробки 22 на загрузку подаются последовательно друг за другом, то процесс загрузки осуществляется непрерывно до тех пор, пока не будет загружена последняя упаковочная коробка, о чем свидетельствует сигнал концевого выключателя (на чертеже не показан), установленного на пути перемещения упаковочных коробок.
Конкретный пример осуществления способа.
Патроны 24, калибра 5,45, подлежащие упаковке в коробку 22 с гнездами 23 загрузили в ориентирующий механизм 2. При вращении, ориентирующий механизм 2 подавал патроны в ориентированном положении в лоток-питатель 3, которые ориентированно опускались по лотку вниз до контакта с поверхностью рабочего органа 5. Цикл загрузки патронов в упаковочную коробку 22 состоял из нескольких операций. Первоначально патроны, при осевом перемещении реечного рабочего органа 5, находящегося под лотком-питателем 3 и кинематически связанного при помощи рычагов 11, 12, 13 ролика 14 с копиром 15 с храповым механизмом 16 и приводом 18, последовательно загружались в канавки 4 (см. фиг.1). По достижении рабочим органом 5 крайнего левого положения все его канавки были заполнены патронами, и была осуществлена отсечка потока патронов поверхностью рабочего органа 5 без канавок. Достигнув крайнего левого положения, рабочий орган 5 за счет кинематической связи рычагов 6, 7, 8 друг с другом и рабочим органом 5, роликом 9, копиром 10 при помощи ременной передачи 17 с приводом 18 поворачивался на угол в 90° и патроны 24, находящиеся в канавках 4 рабочего органа 5, одновременно соскальзывали в гнезда коробки 22, расположенной снизу. При этом патроны, соскальзывая, контактировали с направляющими канавками 26 ориентирующе-направляющего экрана 27 и без изменения ориентации надежно подавались в гнезда 23 коробки 22.
Рабочий орган 5 под действием пружины 27 и кинематической связи с рычагами 11, 12, 13 роликом 14 и копиром 15 перемещался в осевом направлении назад и, подойдя к правому крайнему положению, вновь за счет кинематической связи рычагов 6, 7, 8 кулачка 10 поворачивался на угол в 90° и устанавливался в исходное положение. Далее осуществлялась точно такая же подача патронов циклами во второй и последующие ряды гнезд упаковочной коробки 22. При этом храповой механизм 16, связанный с приводом 18, поворачивался и через кулачок 19, упор 20, толкатель 21 перемещал коробку 22 на один шаг вперед, равный расстоянию между рядами упаковочной коробки, и патроны, передаваемые рабочим органом 5 при осуществлении второго цикла подавались во второй ряд упаковочной коробки 22. Всего в коробке в конкретном случае выполнено пять рядов гнезд, по 10 в каждом ряду. Поскольку коробки 22 на загрузку подавались из магазина последовательно друг за другом, то процесс загрузки осуществлялся непрерывно до тех пор, пока не была загружена последняя 50-я упаковочная коробка, о чем свидетельствовал сигнал концевого выключателя, установленного на пути перемещения упаковочных коробок.
В настоящее время на предлагаемый способ разработана техническая документация, изготовлен опытный образец устройства, осуществлена проверка осуществимости способа.
Предварительные испытания показали положительные результаты. Упаковываемые патроны надежно без изменения ориентированного положения поступали в гнезда упаковочной коробки.
Принято решение перейти на упаковку патронов стрелкового оружия по предлагаемому способу.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПАТРОНОВ В УПАКОВОЧНУЮ КОРОБКУ | 2011 |
|
RU2476818C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПАТРОНОВ В УПАКОВОЧНУЮ РЕШЕТКУ | 2013 |
|
RU2540680C2 |
| Автоматическая линия для упаковывания цилиндрических предметов | 1985 |
|
SU1468820A1 |
| Линия для упаковки изделий в коробки | 1989 |
|
SU1701591A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Автоматическая линия для упаковывания ампул | 1987 |
|
SU1521663A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Устройство для расфасовки и упаковки сыпучих материалов в коробки | 1981 |
|
SU969598A1 |
| АВТОМАТ ДЛЯ УПАКОВКИ ПОЛУПРОВОДНИКОВЫХ ДИОДОВ | 1970 |
|
SU264557A1 |
| Устройство для упаковки стержнеобразных изделий | 1974 |
|
SU524737A1 |
Изобретение относится к технологии, обеспечивающей механизированную укладку патронов стрелкового оружия. Способ подачи патронов в упаковочную коробку включает ориентирование патронов при помощи ориентирующего механизма, подачу ориентированных патронов в канавки рабочего органа подающего механизма и подачу сформированной группы патронов в упаковку. Подачу сформированной группы патронов осуществляют в гнезда упаковочной коробки циклами, каждый из которых выполняют при помощи возвратно-поступательного перемещения реечного рабочего органа с канавками под патроны, сначала путем осевого перемещения с последовательной загрузкой из питателя ориентированных патронов в его канавки, а затем путем поворота рабочего органа в сторону ориентирующе-направляющего патроны экрана относительно продольной оси на угол 60-95° и передачей ориентированных патронов в гнезда одного ряда упаковочной коробки с последующим осевым возвратом и обратным поворотом рабочего органа в исходное положение и шагового перемещения упаковочной коробки. Шаговое перемещение упаковочной коробки и подачу патронов при каждом цикле осуществляют при помощи кинематической связи привода через храповой механизм с механизмом шаговой подачи коробок, а через кулачки и систему рычагов - с реечным рабочим органом. Повышается производительность процесса упаковки патронов. 1 з.п. ф-лы, 2 ил.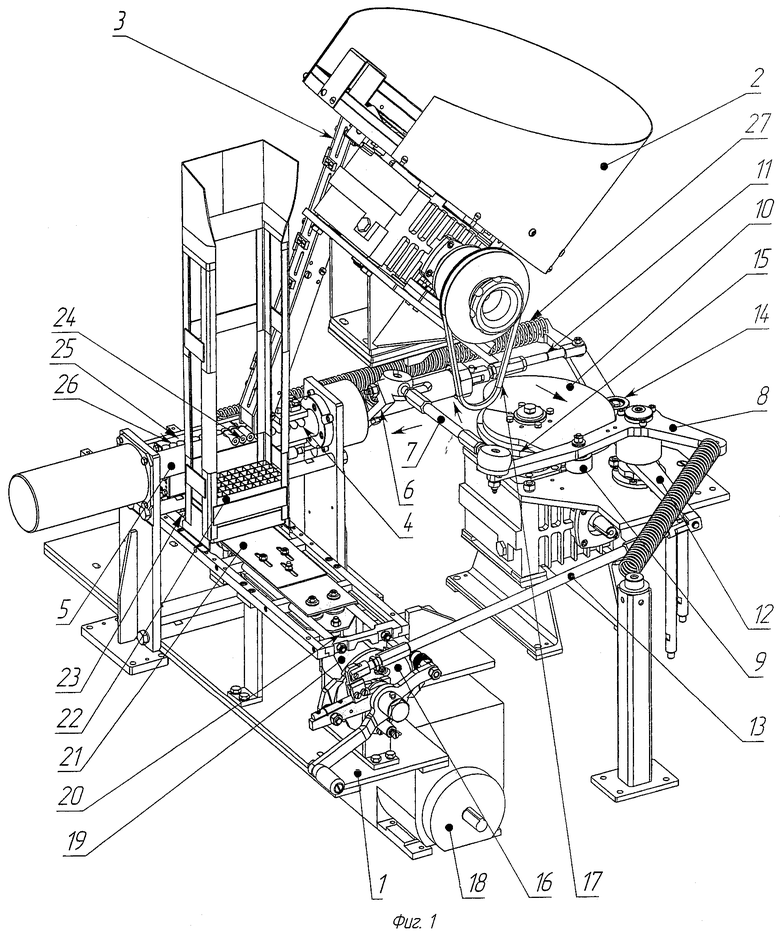
1. Способ подачи патронов в упаковочную коробку, включающий ориентирование патронов при помощи ориентирующего механизма, подачу ориентированных патронов в канавки рабочего органа подающего механизма и подачу сформированной группы патронов в упаковку, отличающийся тем, что подачу сформированной группы патронов осуществляют в гнезда упаковочной коробки циклами, каждый из которых выполняют при помощи возвратно-поступательного перемещения реечного рабочего органа с канавками под патроны, сначала путем осевого перемещения с последовательной загрузкой из питателя ориентированных патронов в его канавки, затем путем поворота рабочего органа в сторону ориентирующе-направляющего патроны экрана относительно продольной оси на угол 60-95° и передачей ориентированных патронов в гнезда одного ряда упаковочной коробки с последующим осевым возвратом и обратным поворотом рабочего органа в исходное положение и шагового перемещения упаковочной коробки, при этом шаговое перемещение упаковочной коробки и подачу патронов при каждом цикле осуществляют при помощи кинематической связи привода через храповой механизм с механизмом шаговой подачи коробок, а через кулачки и систему рычагов - с реечным рабочим органом.
2. Способ по п.1, отличающийся тем, что ориентирующе-направляющий патроны экран выполнен с вертикально расположенными канавками и смонтирован перед реечным рабочим органом, находящимся в левом крайнем положении.
| СПОСОБ УПАКОВКИ АРТИЛЛЕРИЙСКИХ МАЛОКАЛИБЕРНЫХ ПАТРОНОВ УНИТАРНОГО ЗАРЯЖАНИЯ | 2001 |
|
RU2186333C1 |
| Упаковка для малокалиберных патронов | 1979 |
|
SU859790A1 |
| US 4538723 A, 03.09.1985 | |||
| ВКЛАДЫШ С ЯЧЕЙКАМИ ДЛЯ УПАКОВКИ ПАТРОНОВ И УПАКОВКА ПАТРОНОВ | 2008 |
|
RU2368866C1 |
| Способ получения искусственных каменных материалов | 1946 |
|
SU73956A1 |
| СПОСОБ ЭКСПРЕСС-ДИАГНОСТИКИ ФУНКЦИОНАЛЬНОГО СОСТОЯНИЯ ЧЕЛОВЕКА | 2008 |
|
RU2368305C1 |

