(21)3725407/25-2
(22)17.04.84
(31)Р-241623
(32)23.04.83
(33)PL
(46) 30.09.88. Бюл, № 36
(71)Заклады Ужондзэнь Хэмичных Мэтальхэм им. Владислава Плане- тожа (PL)
(72)Януш Пшибыла, Зигмунд Гоздевич, Анджей Шаль, Ришард ЗубиАнджей Мон- чынски (PL)
(53)621.791(088.8)
(56)Патент Польши № Р-241623, кл. В 21 D 53/06, 1983.
(54)СПОСОБ ВЫДАВЛИВАНИЯ РЕБЕР ПРЕИМУЩЕСТВЕННО НА БИМЕТАЛЛИЧЕСКИХ ТРУБАХ
(57)Изобретение относится к обработке Металлов давлением и может быть использовано при изготовлении биметаллических труб с ребрами. Цель
Ш Ш //////////
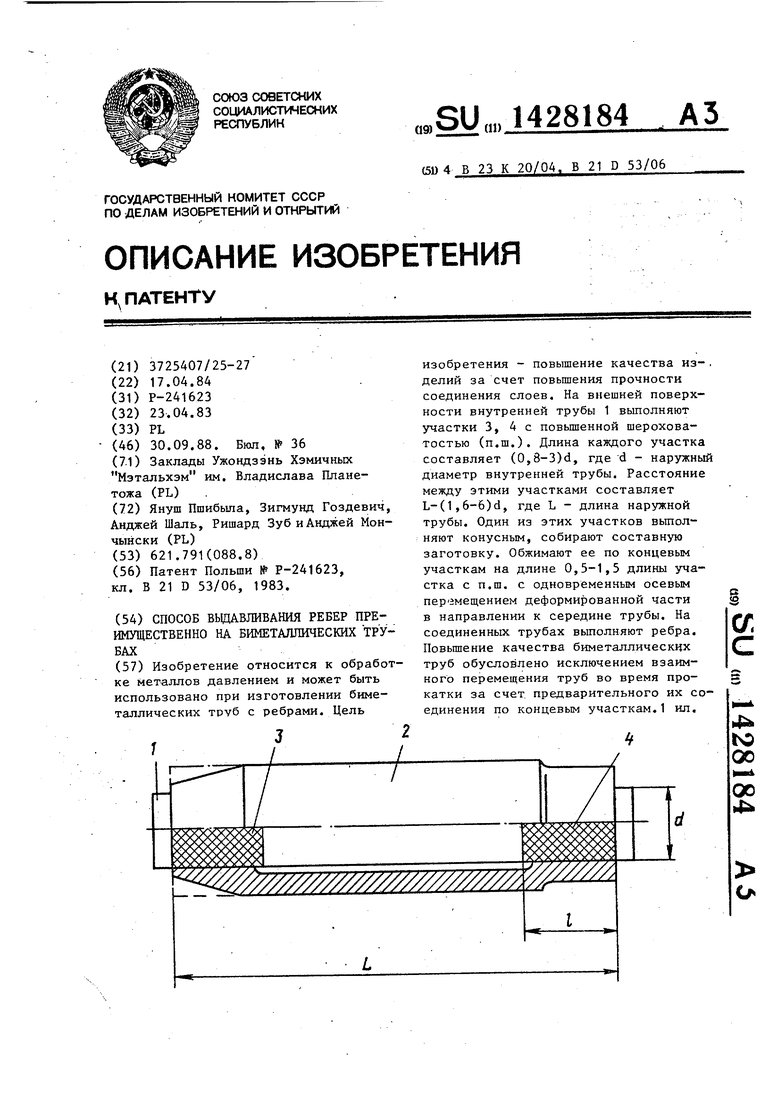
изобретения - повышение качества из-. делий за счет повьшения прочности соединения слоев. На внешней поверхности внутренней трубы 1 выполняют участки 3, 4с повьшенной шероховатостью (п.ш.). Длина каждого участка составляет (0,8-3)d, где d - наружный диаметр внутренней трубы. Расстояние между этими участками составляет L-(1,6-6)d, где L - длина наружной трубы. Один из этих участков выполняют конусным, собирают составную заготовку. Обжимают ее по концевым участкам на длине 0,5-1,5 длины участка с п.ш. с одновременным осевым пер гмещением деформированной части в направлении к середине трубы. На соединенных трубах выполняют ребра. Повьшение качества биметаллических труб обусловлено исключением взаимного перемещения труб во время прокатки за счет, предварительного их соединения по концевым участкам.1 ил.
§
сг с
4
to
00
00
i4
Изобретение относится к обработке (металлов давлением и может быть ис- пользовано при изготовлении биметаллических труб с ребрами.
Целью изобретения является повышение качества изделий за счет повышения прочности соединения слоев.
На чертеже схематически изображена б ;даеталлическая труба, I Биметаллическая труба состоит из внутренней-Трубы 1 и наружной трубы 2. На внешней поверхности внутренней трубы 1 выполнены участки 3 и 4 с повышенной шероховатостью,, один из которых может быть конусным. Повышенная шероховатость может бн1ть выполне- :на накаткой, рифлением, нарезкой резь :бы. Длина каждого участка 1 .составля
охлаждающе-смазочной эмульсии из би- металлйческогр соединения гарантирует более высокое качество соединения после прркатки и получение биметаллической трубы с высокими параметрами теплопроводимости.
Формула изобретения
1, Способ выдавливания ребер преимущественно на биметаллических трубах, включающий сборку составной заготовки путем введения наружной трубы во внутреннюю, выдавливание ребер на наружной трубе, отличающийся тем, что, с целью улучшения качества изделий за счет повьшения прочности соединения слоев,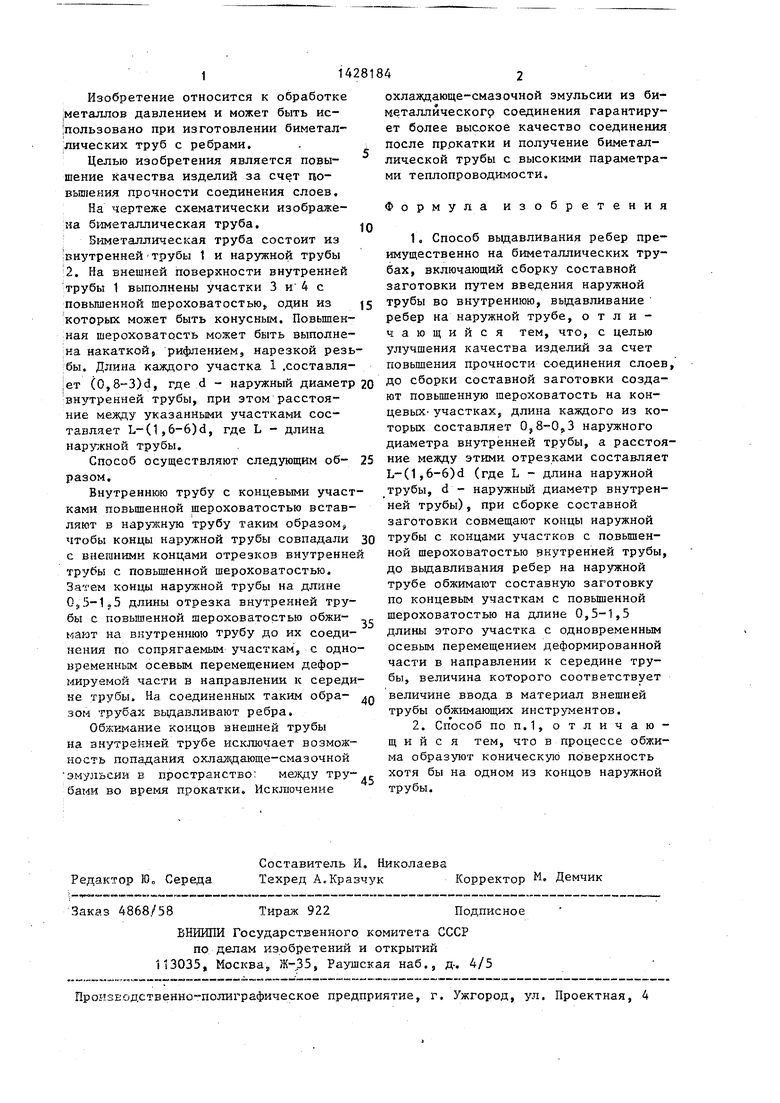
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стыкового соединения биметаллической сталеалюминиевой проволоки | 1983 |
|
SU1362592A1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕПЛООБМЕННОЙ БИМЕТАЛЛИЧЕСКОЙ РЕБРИСТОЙ ТРУБЫ | 2010 |
|
RU2450880C1 |
| Способ получения оребренных биметаллических труб и устройство для его осуществления | 1985 |
|
SU1466894A1 |
| Способ изготовления шаровыхпАльцЕВ | 1979 |
|
SU837549A1 |
| Способ получения оболочек с ребрами на наружной поверхности | 2022 |
|
RU2800351C1 |
| Способ изготовления плакированных полых профилей | 1974 |
|
SU505149A1 |
| БИМЕТАЛЛИЧЕСКАЯ ЗАГОТОВКА ЦЕНТРАЛЬНОГО ЭЛЕКТРОДА ИСКРОВОЙ СВЕЧИ ЗАЖИГАНИЯ | 1990 |
|
RU2029425C1 |
| Способ изготовления оболочек с продольными ребрами на наружной поверхности | 2023 |
|
RU2816065C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ЦЕНТРАЛЬНОГО ЭЛЕКТРОДА ИСКРОВОЙ СВЕЧИ ЗАЖИГАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2012 |
|
RU2498469C1 |
| Способ изготовления ребристых труб из биметаллических трубных заготовок и набор инструмента для изготовления ребристых труб | 1984 |
|
SU1268094A3 |
|ет (0,8-3)d, где d - наружный диаметр 20 Я° сборки составной заготовки созда:внутренней трубы, при этом расстояние между указанными участками составляет L-(1,6-6)d, где L - длина нару;кной трубы.
Способ осуществляют следующим об 25 разом.
Внутреннюю трубу с концевыми участками повьш:енной шероховатостью вставляют в наружную трубу таким образом чтобы концы наружной трубы совпадали 30 с внешними концами отрезков внутренней трубы с повьш1енной шероховатостью. Затем концы наружной трубы на длине Oj5-1,5 длины отрезка внутренней трубы с повышенной шероховатостью обжимают на внутреннюю трубу до их соединения по сопрягаемым участкам, с одновременным осевым перемещением деформируемой части в направлении к середине трубы. На соединенных таким обра- XQ зон трубах выдавливают ребра,
Обжимание концов внешней трубы на внутренней трубе исключает возможность попадания охлавдающе-смазочной эмульсии в пространство; между трубами во прокатки. Искгаочение
35
45
ют повьш1енную шероховатость на кон- цевыХ участках, длина каждого из которых составляет 0,8-0,3 наружного диаметра внутренней трубы, а расстояние между этими отрезками составляет L-(1,6-6)d (где L - длина наружной трубы, d - наружный диаметр внутренней трубы), при сборке составной заготовки совмещают концы наружной трубы с концами участков с повьш ен- ной шероховатостью внутренней трубы, до вьщавливания ребер на наружной трубе обжимают составную заготовку по концевым участкам с повышенной шероховатостью на длине 0,5-1,5 длины этого участка с одновременным осевым перемещением деформированной части в направлении к середине трубы, величина которого соответствует величине ввода в материал внешней трубы обжимающих инструментов.
5
0XQ
5
5
ют повьш1енную шероховатость на кон- цевыХ участках, длина каждого из которых составляет 0,8-0,3 наружного диаметра внутренней трубы, а расстояние между этими отрезками составляет L-(1,6-6)d (где L - длина наружной трубы, d - наружный диаметр внутренней трубы), при сборке составной заготовки совмещают концы наружной трубы с концами участков с повьш ен- ной шероховатостью внутренней трубы, до вьщавливания ребер на наружной трубе обжимают составную заготовку по концевым участкам с повышенной шероховатостью на длине 0,5-1,5 длины этого участка с одновременным осевым перемещением деформированной части в направлении к середине трубы, величина которого соответствует величине ввода в материал внешней трубы обжимающих инструментов.
