to
а
00
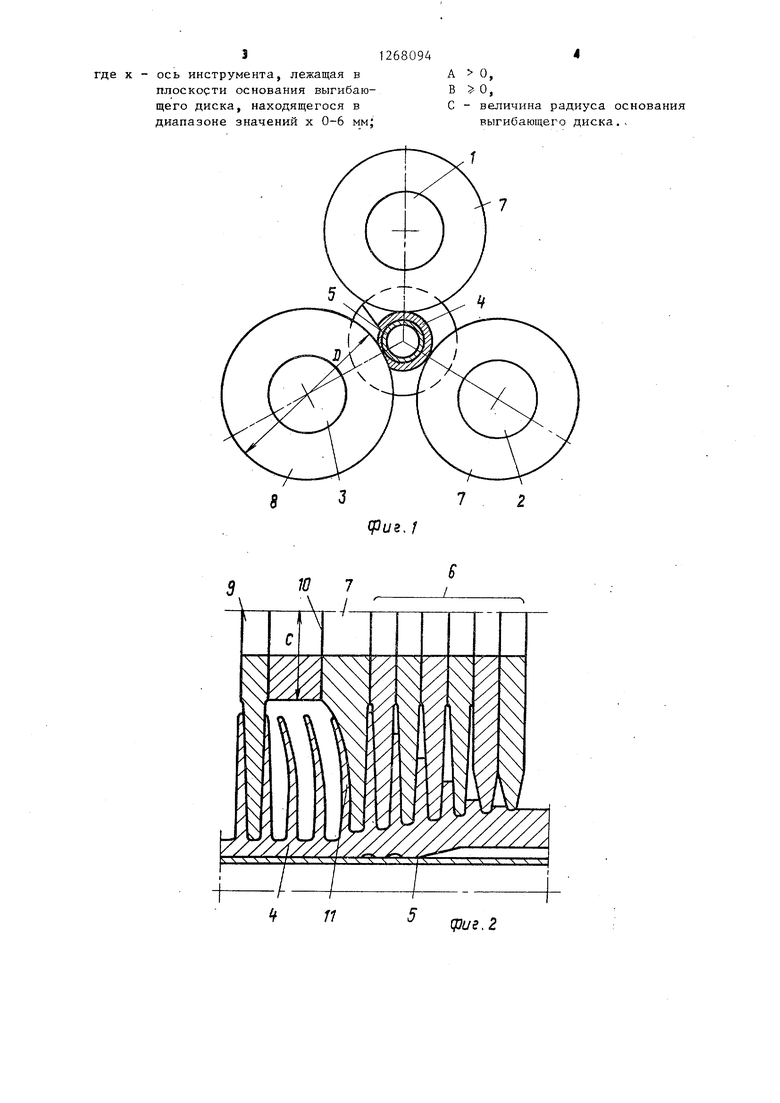
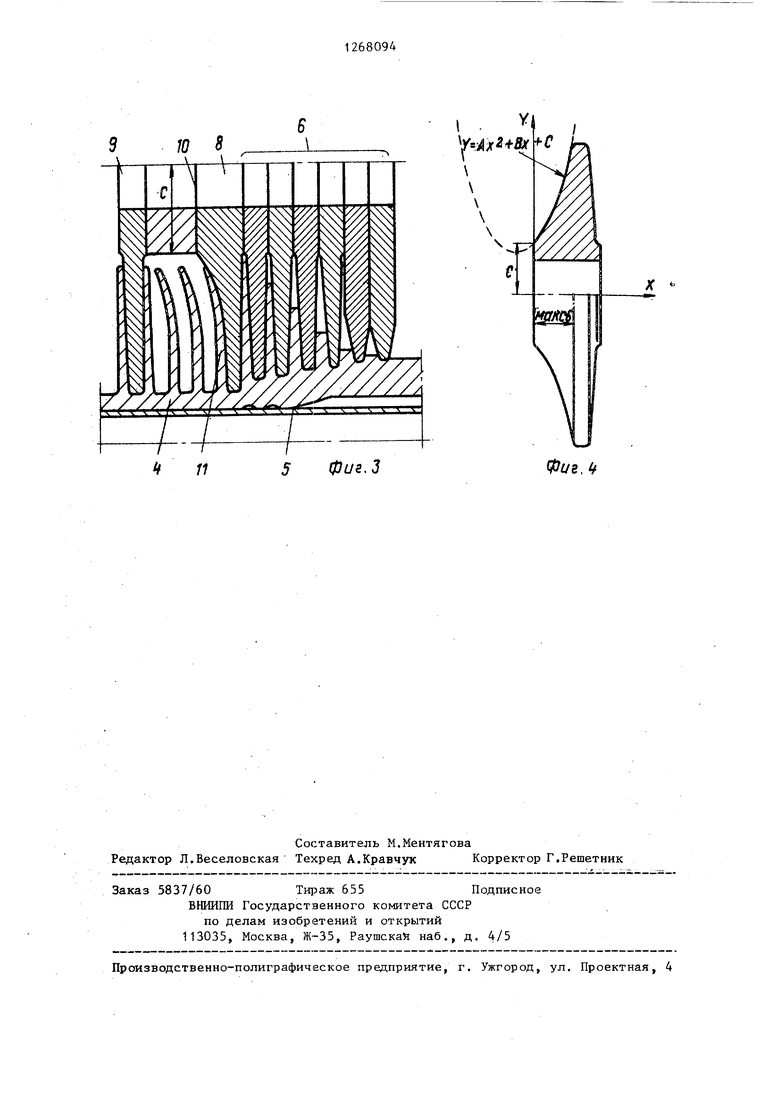
Uiib Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении поперечной винтовой прокаткой ребристых труб находяпщх применение в теплообменниках. Целью изобретения является получение ребристых труб с мальнум толщи нами ребер без межтрубной щели. На фиг, 1 изображен; набор инструмента, сечение плоскостью, перпен дикулярной оси прокаткиJ на фиг. 2один из двух первьк (по направлении прокатки) валковр осевое сечение; на фиг. 3 - последний (по направлению прокатки) BSunoKj,, осевое сечение pa фиг 4 конструкция выгибающего диска. Валки 1J, 2 и 3 расположены вокру наружной трубы под углом 120 друг относительно друга. Внутри наружной трубы 4 находится внутренняя труба 5 Валки набраны из известных прокатны дисков 6р составляющих секции надpe3KH,Tpy6Hj секции вытяжки ребра секции формирования ребраj выгибающих дисков 7 и 8 и правильных дисков 9 Передняя торцовая поверхност выгибающих дисков 7 и 8 (по направлению прокатки) вьшолнена по форме последнего прокатного диска, а задняя их поверхность выполнена по закону параболы. Парабола соответствует следующей зависимости: у Ах +Вх+С, где X осевое расстояние точек про филя диска от его основания 10° С - радиус основания 10 подпирающего дискаj у - радиальное расстояние точек профиля подпирающего ролика А GS В i 0. Подбор значений параметров А и В зависит от требуемой геометрии и ди аметра наружной трубы 4. Нару;ккая труба 4 вместе с внутренней трубой 5, пройдя зону Бездействия прокатны .дисков 6j перемещается поступательно-вращательным движением (по спира ли) в зону воздействия выгибающгх дисков 7 и 8. Выгибающие диски 7 вхо дят в состав первых (по направлению прокатки) валков 1 и 2. Их задачей является изгибание по параболическо му закону ребра 11. Выгибающий диск 8, расположенный на третьем (послед 4г нем) валке 3 имеет наружный диаметр на 0,1 до 0,8 мм больше наружного диаметра первых выгибающих дисков 7. Увеличение наружног-о диаметра дисков 8 вызывает прижим наружной трубы 4 к внутренней трубе 5. На последней стадии прокатки происходит правка ребра 11J что осуществляется при помощи правящего диска 9. Формула изобретения 1 Способ изготов,1ения ребристых труб из биметаллических трубных заготовокJ состоящих из наружной и внутренней труб,, при котором валками в виде дисков пс-следовательно осуществляют предварительную нарезку ребраJ его вытяжку формообразование после чего ребро отгибают от поперечного положения, снимают усилие деформацииJ а затем вновь к ребру прикладывают усилие деформахщи отгибают ребро в сторону, противоположную направлению первоначального гиба, после чего ребро правят до поперечного положения, отличающийся тем, что5 с целью получения ребристых труб с малыми толщинами ребер без межтрубной щели, отгибку ребра от поперечного положения осуществляют пс параболическому закону, причем на последней стадии гибки наружную трубу в межреберном пространстве подвергают дополнительному радиальном обжатию в течение одного оборота трубы, 2. Набор инструмента для кзготовления ребристых содержащий три валка} каждьп1 из которых состоит из последовательно установленных прокатиых дисков 5 выгибаКЩих дисков и правильных дисков, отличающийс я тем, что торп.овая поверхность выгибающего диска, обращенная к прокатным дискам, вьшолнена по форме последнего прокатного диска, наружный диаметр последнего в наборе выгибающего диска выполнен на 0,,1 OjB мм больше наружного диаметра предыдущих выгибаю1П их дисков предьизщих валков, а профиль задней торцовой поверхности выгибающих дисков имеет форму отрезка параболы5 уравнение КОТОРОЙ у Ах +Вх+С,
где X - ось инструмента, лежащая в
плоскости основания выгибающего диска, находящегося в диапазоне значений х 0-6 мм.
А О, В О,
С - величина радиуса основания выгибающего диска.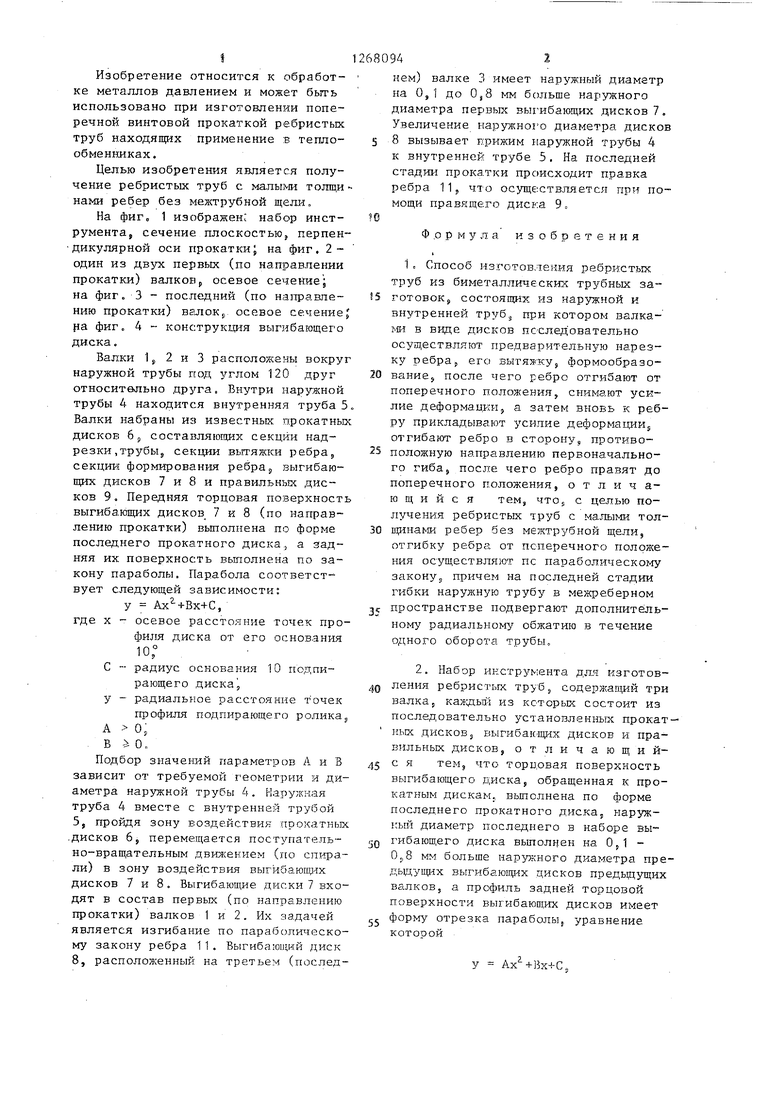
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки ребристых труб и инструмент для его осуществления | 1978 |
|
SU1080734A3 |
| Способ выдавливания ребер преимущественно на биметаллических трубах | 1984 |
|
SU1428184A3 |
| Устройство для установки валка в клети стана поперечной прокатки | 1979 |
|
SU1118278A3 |
| Способ изготовления ребристых труб | 1976 |
|
SU566645A1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕПЛООБМЕННОЙ БИМЕТАЛЛИЧЕСКОЙ РЕБРИСТОЙ ТРУБЫ | 2010 |
|
RU2450880C1 |
| Способ изготовления ребристых труб и валок для его осуществления | 1978 |
|
SU774736A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ РЕБРИСТЫХ ТРУБ И ВАЛКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246362C1 |
| Валок для поперечно-винтовой прокатки ребристых труб | 1985 |
|
SU1268220A1 |
| Валок для прокатки монометаллических ребристых труб | 1980 |
|
SU963652A1 |
| Способ производства биметаллических ребристых труб | 1978 |
|
SU747681A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении поперечно-винтовой прокаткой ребристых труб, находящих применение в теплообменниках. Целью изобретения является получение ребристых труб с малыми толщинами ребер без межтрубной щели. Три валка, выполненные в виде дисков, располагают вокруг обрабатываемой трубы под углом 120° друг относительно друга. Валками последовательно осуществляют предварительную нарезку ребра, его вытяжку, фор: мообразование, гибку от поперечного положения по параболическому закону, гибку в сторону, противоположную СО первоначальному гибу, и правку ребер до поперечного положения. 2 с.п. ф-лы, 4 ил.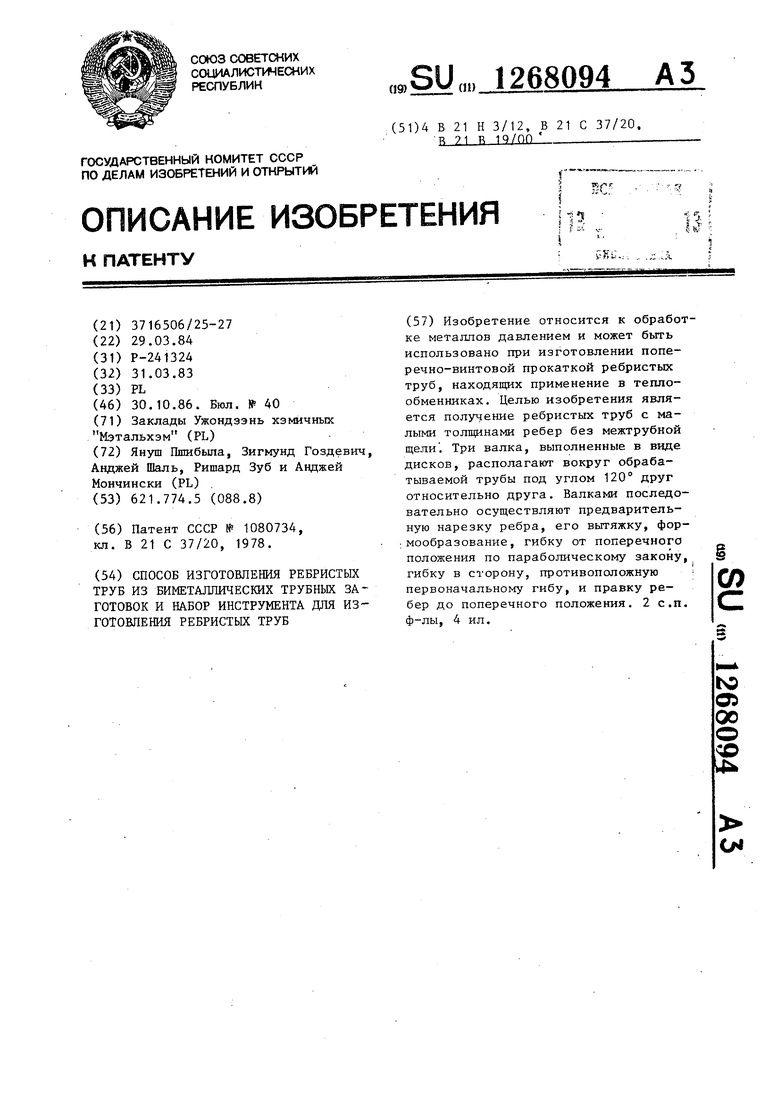
If л
5 фи€.3
Фиг.
| Способ прокатки ребристых труб и инструмент для его осуществления | 1978 |
|
SU1080734A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
