(54) СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ Па ЛЬЦЕВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной объемной штамповки сталей с внешним буртом и внутренней полостью переменного диаметра | 1974 |
|
SU561602A1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ПАЛЬЦА ИЗ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2006 |
|
RU2327538C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| Способ изготовления шаровых пальцев | 1978 |
|
SU764820A1 |
| Способ изготовления сферических шарниров | 1987 |
|
SU1466905A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2212973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ПАЛЬЦА | 2015 |
|
RU2614509C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ПАЛЬЦА | 2013 |
|
RU2545873C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2012 |
|
RU2483829C1 |
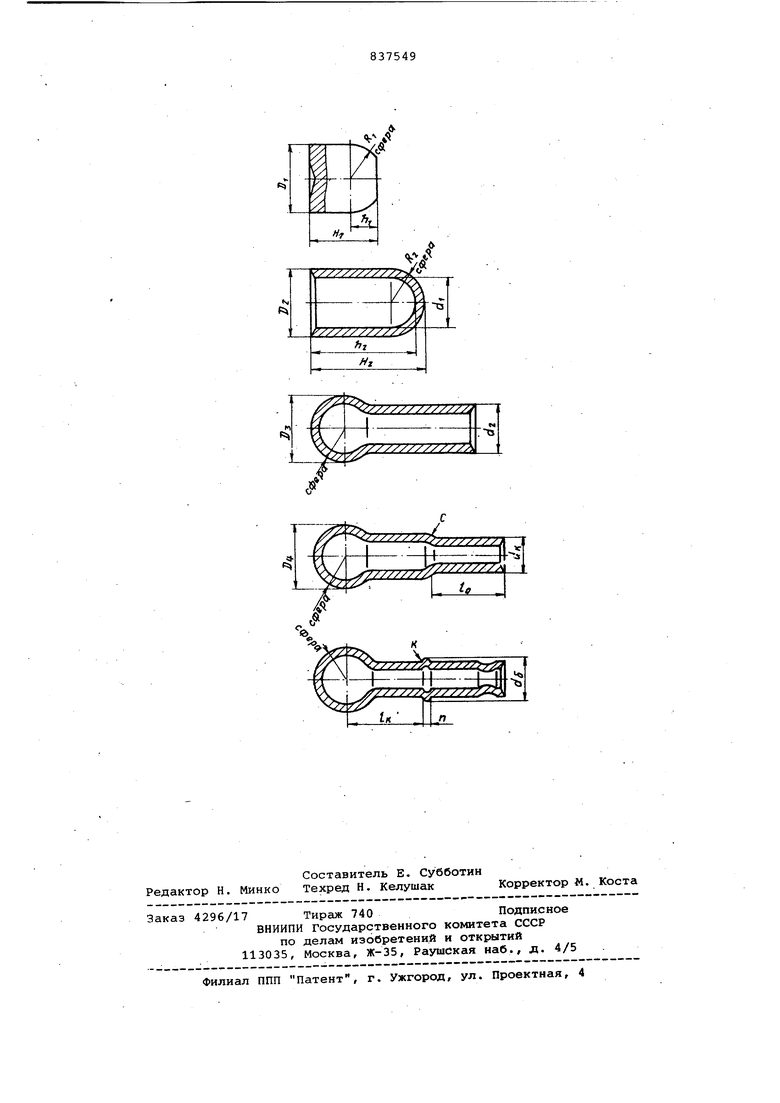
Изобретение относится к обработке метаиплов давлением, в частности к штамповке, и может быть использовано при производстве шаровых пальцев узлов транспортных средств и других деталей с .шаровой головкой. Известен способ изготовления шаровых пальцев, включающий осадку цилиндрической заготовки, имеющей диаметр не менее диаметра сферической головки готового пальца, формирование выдавливанием полого цилинд рического участка, последующее его обжатие и оформление сферической головки l. Недостатками этого способа является повышенный расход металла, нев сокая стойкость инструмента и недо таточно высокое качество полученных изделий. Цель изобретения - снижение расхода металла,повышение стойкости инструмента и повьвиение качества получаемых изделий. Поставленная цель достигается тем, что согласно способу изготовле ния шаровых пальцев, включающему осадку цилиндрической заготовки, имеющей диаметр не менее диаметра с рической головки готового пальца, формирование выдавливанием полого цилиндрического участка, последующее его обжатие и оформление сферической головки, оформление сферической головки производят в несколько стадий, первую из которых совмещают с осадкой заготовки, формуя из нее концевой сферический участок высотой 0,35-0,4 диаметра сферической головки готового пальца, вторую стадию осуществляют совместно с формированием полого цилиндрического участка, получая промежуточную заготовку в виде стакана со сферическим дном, а третью стадию проводят при обжатии цилиндрического участка. На чертеже показана схема осуществления способа по лереходгм. После отрубки заготовки на первом переходе щтамповки производят ее осадку для выравнивания торцов, при которой один конец заготовки выполняют в виде шарового пояса высотой h 0,35-0,4 диаметра сферы готового изделия, т.е. h (0,35-0,4)0. Радиус шарового пояса R равен половине диаметра DL, . Если в конструкции стержня детали имеются бурты, поперечные канавки. резьба и другие элементы их получают обкаткой или обжатием (кроме резьбы Диаметр цилиндрической заготовки назначают в зависиг.-ости от отношени глубины полости h к ее диаметру d., на втором переходе штамповки. При (2,5-3) диаг/ктр заготовки соо ветствует наружному д saмeтpy сферы ---- 3 диаметр тового изделия. При 2 заготовки принимают большим диаметра сферы готового изделия. На втором переходе производят обратное вьщавливание цилиндрического стакана высотой Н-.и дном, выполненным в виде полус,еры, наружны радиус которой соответствует наружному радиусу готового изделия. На третьем переходе производят обжим цилиндрической части стакана, уменьшая его диаметр от 0 , получен ного на втором переходе до требуемого чертежом наружного диаметра d-j полого стержня. .Если шаровой палец имеет гладкий стержень, то обжим цили ц| рической части ведут на всей длине стержня, образуя в конце хода полую сферу и требуемый диаметр d полого стержня. Если же конструкцией шарово . го пальца предусмотрено нгшичие на стержне бурта, то на третьем переходе производят обжим цилиндрической части стакана диаметром D до диаметра d равному диаметру бурта d. . На четвертом .переходе вновь обжимают цилиндрическую часть до диаметра изделия d V/ на длине, образуя при этом часть бурта с, обращенную к цилиндрической части дет ли . На пятом переходе получают путем обжатия или обкатки переходную част между сферической головкой и стержнем и оформляют при этом обраренную к головке часть бурта к. Значительное усилие изготовления шарового пальца и наибольшая степен деформации, достигающая 55-57% толь ко на втором переходе штамповки, где производят обратное выдавливание стакана, допускает возможность изготовления деталей из низколегиро ванных и среднеуглеродистых сталей без промежуточной термической обработки. Усилия и степени деформации при обжиме полой цилиндрической части незначительны. Предлагаемый способ изготовления шаровых пальце в опробован на пример изготовления пальцев шарового шарни ра автомобиля Москвич изд. 4122904208, материал сталь , исход ная заготовка цилиндрическая диамет ром 30 мм, высотой 31 мм. На первой позиции производят .осадку заготовки до диаметра 0-1 - 31 ,5 мм, выравнивают торцы и выполняют один из концов в виде шарового пояса радиусом сферы R 15,75 мм, высотой h 13,5 мм, общая высота осаженной заготовки Н 32 мм. На второй позиции производят обратное вьщавливание с получением i стакана высотой Н2 54 мм, наружным диаметром D 32 ).IM и сферическим дном, выполненным по радиусу , величина внутреннего радиуса сферы составляет 11 мм. На третьем переходе производят обжим цилиндрической части стакана, образовав сферическую головку диаметром О - D/i и полый стержень диаметром d 22 мм. На четвертом переходе производят обжим цилиндрической части стержня на длине о 39 мм с получением наружного диаметра сферической головки увеличивающего до Од 33 м. На пятом переходе производят лишь обжатие переходной части между сферической головкой диаметром 0 33 и буртом, образуя бурт шириной п 1,6 мм, диаметром d 13 мм, на расстоянии C|i 27 мм от центра сферы. Предложенный способ обеспечивает снижение расхода металла, повышение стойкости инструмента и повышение качества полученных згзделий. Формула изобретения Способ изготовления шаровых пальцев , включающий осадку цилиндрическоГ заготовки, имеющей диаметр не менее диаметра сферической головки готового пальца, формирование выдавливанием полого цилиндрического участка, последующее его обжатие и оформление сферической головки, отличающийся тем, что, с целью снижения расхода металла, повышения стойкости инструмента и повышения качества получаемых изделий, оформление сферической головки производят в несколько стадий, первую из которых совмещают с осадкой заготовки, формуя из нее концевой сферический участок, высотой 0,35-0,4 диаметра сферической головки готового пальца, вторую стадию осуществляют совместно с формированием полого цилиндрического участка, получая промежуточную заготовку в виде стакана со сферическим дном, а третью стадию проводят при обжатии цилиндрического участка. . Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке 2629604/25-27, кл. В 21 К 1/76, 20.06.72.
