(54) ФИЛЬТР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Скважинный фильтр | 1983 |
|
SU1167309A1 |
| Скважинный фильтр | 2020 |
|
RU2733547C1 |
| СКВАЖИННЫЙ ФИЛЬТР | 2000 |
|
RU2190758C2 |
| Фильтр подземных хранилищ газа | 2023 |
|
RU2811846C1 |
| ФИЛЬТР ДЛЯ СКВАЖИНЫ ПОДЗЕМНЫХ ХРАНИЛИЩ ГАЗА | 2012 |
|
RU2490433C1 |
| Спиральный проволочный гидравлический фильтр и способ его изготовления | 1990 |
|
SU1761205A1 |
| СКВАЖИННЫЙ ФИЛЬТР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2209299C2 |
| Устройство для сборки и контактной точечной сварки пространственных арматурных каркасов | 1982 |
|
SU1085721A1 |
| СКВАЖИННЫЙ ПРОТИВОПЕСОЧНЫЙ ФИЛЬТР | 2024 |
|
RU2834823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2004 |
|
RU2272953C1 |
1
Изобретение относится к строительст-J ву и эксплуатации нефтяных и газовых скважин и -может быть использовано при изготовлении фильтров для этих скважин.
Известен щелевой фильтрующий элемент, содержащий трубный каркас с продольными выемками и сквозными о-гверстиями. На трубный каркас с определенным шагом навита обмоточная проволока, которая фиксируется от перемещения в резьбе, . выполненной на поверхности трубного каркаса С11
Недостатками данной конструкции фильтра явл51ются трудоемкость его изготовления, а также отсутствие жесткого крепления каждого витка обмотки с трубным каркасом в точках контакта или между, собой, что снижает долговечность и прочность фильтра, поскольку при Повреждении витка обмотки в одном месте из 20 строя выходит весь фильтр.
Известен каркасно-проволочный фильтр, состоящий из перфорированного трубного каркаса, на котором с определенным щагом по периметру установлены метали- ческие продольные стержни, приваренные к каркасу. На продольные стержни навита обмоточная проволока, жестко связанная в месте контакта с ними посредством контактной сварки 123Недостатком этой конструкции является трудоемкость изготовления, заключающаяся в установке и приварке продольных стержней на трубном каркасе, а также в том, что применение контактной сварки требует тщательной очистки свариваемых деталей, определенного времени выдержки свариваемых деталей под давлением на контактном ролике сварочной мащины.
Ускорение процесса изготовления за счет прлменешш одновременно нескольких контактных сварочных роликов представляется проблематичным.
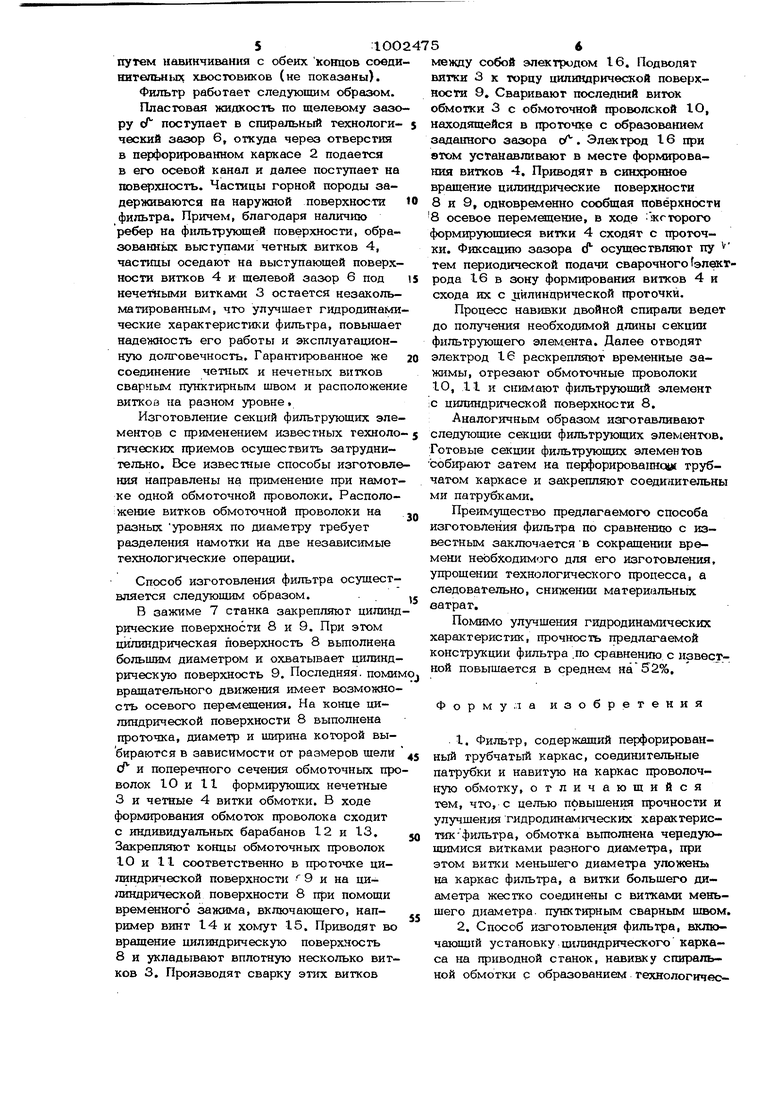
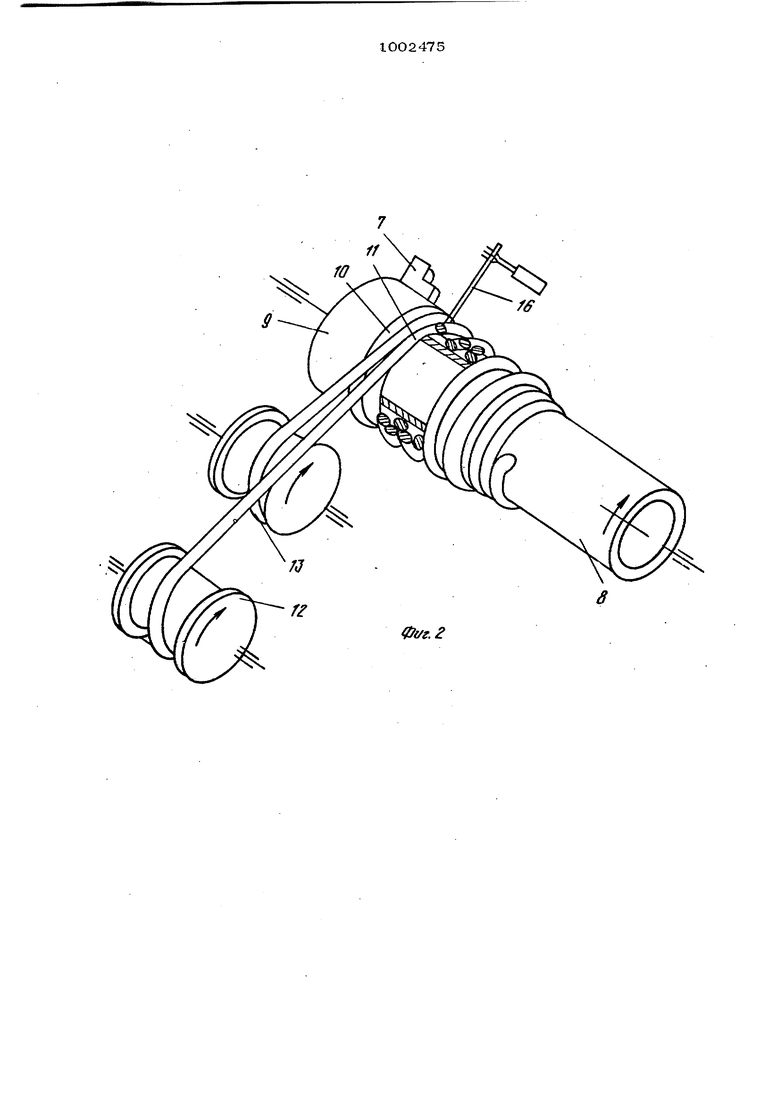
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является фильтр, содержащий трубчатый каркас, соед1гаительные патрубки и навитую на каркас проволочтгую об Moixy, Навиваемая на каркас с определе ным шагом проволока можег различаться по профилю сечения. В месге контакта со стержнями каркаса витки обмоточной проволоки жестко соединены с ними посредством контактной сварки. Концы продольных стержней после изготовления фильтрующего элемента свариваются с соединительными патрубками 31 К недостаткам конструкции фильтра можно отнести его высокую стоимость, СЛОЖНОСТЬ в изготовлении и недостаточно высокую прочность при действии внешней снимающей нагрузки. Известш способ изготовления фильтру ющего элемента,.включающий навивку обмоточной проволоки плотно виток к витку на каркас с продольными каналами. Концы обмоточной проволоки на каркасе крепятся посредством винтов. Затем полу ченную заготовку подвергают механической обработке, удаляя часть материала проволоки до образования щели заданного размера С4. Недостатком способа изготовления явпяется то, что витки проволоки, кроме крайних, не закрепляют на каркасе фильт что отрицательно влияет на работоспособность фильтра. При обрыве обмоточной проволоки в одном месте из строя выходит весь фильтр. Наиболее близким по технической сущ ности и достигаемому результату к предлагаемому является способ изготовления фильтра, включающий установку на привод ной станок цилиндрической поверхности, пропускание через шаблон продольных стержней, навивку спиральной обмотки с образованием тезсНологического зазора между витками и закрпление витков обмотки путем производства контактной сва ки,. Недостатки способа заключаются в про ведении контактной сварки при закреплении витков обмотки, что влечет за собой применение достаточно сложного электрооборудования, а также в необходимости проведения специальной обрабоотсн сваривв емых поверхности для получения качест-iвенного соединения. Все это усложняет технологический процесс изготовления фильтров и требует значительных материальных затрат. Цель изобретения - повышение прочности фильтрд, улучшение его гидродина мических характеристик, упрощение технологии изготовления и icmrscemie материальных затрат. Поставленная цель достиг ается тем, что в конструкции фильтра, содержащей перфорированный трубчатый каркас, соединительные, патрубки и навитую на проволочную обмотку, последняя выполнена чаре цуюшнмися витками разного диаметра, при этом вииси меньшего диаметра уложены на каркас фильтра, а витки большего диаметра жестко соединены с витками меньшего диаметра пунктирным сварным швом. В спосо е изготовления фильтра включающем установку цилиндрического каркаса на приводной станок, навивку спиральной обмотки с образованием технологического зазора между витками и закрепление витков обмотки, навивку спиральной обмотки из витков разного диаметра осуществляют одновременной подачей двух обмоточньпс проволок на синхронно вращакшшсся коаксиальные цилиндрические поверхности разного диаметра, цилиндрическую поверх- носгь меньшего диаметра перемещают в осевом направлении, при этом образование технологического зазора между витками и их закрепление производят точечной сваркой витков по мере их форми:рования. На фиг. 1 представлена часть секции фильтра, вид в аксонометрии; на фиг 2 принципиальная схема изготовления фильт рующего элемента; на фиг. 3 - разрез фильтрующего элемента, закрепленного на станке, и фиксация крайних фильтров обмотки. Секшш 1 фильтра включает в себя перфорированный трубчатый каркас 2, на поверхность которого уложены витки обмоточной проволоки 3 условно называемые нечетными) и витки обмоточной проволоки 4, имеющие больший диаметр, чем витки 3 условно назьюаемые четными) . Четные 4 и нечетные 3 витки образуют между собой щелевой зазор сГ и жестао соединены друг с другом посредством сварки продольным пунктирным сварным швом 5. Четные витки 4 образуют с перфорированным каркасом 2 спиральный технологический зазор 6, связанный через отверстия в перфорированном каркасе 2 с его осевым каналом. Четные 4 и нечегаые 3 витки могут быть выполнены из проволоки различного профиля, например круглого или специального профиля, например, треугольного. Фильтр предлагаемой конструкции, со бирается из нескольких секций I, которые устанавливаются на перфорированном каркасе 2 и закрепляются на нем, например, путем навинчивания с обеих концов соеди нительних хвостовиков (не показаны). Фильтр работает следующим обреизом. Пластовая жидкость по щелевому зазо ру сГ поступает в спиральный технологический зазор 6, откуда через отверстия в перфорированном каркасе 2 подается в его осевой канал и далее поступает на поверхность. Частицы горной породы задерживаются на наружной поверхности фильтра. Причем, благодаря наличию ребер на фильтрующей поверхности, образованных выступами четных витков 4, частицы оседают на выступающей поверхности витков 4 и щелевой зазор 6 под нечетными витками 3 остается незакольматированным, что улучшает гидродинами ческие характеристики фильтра, повышает надежность его работы и эксплуатационную долговечность. Гарантированное же соединение чет11ьпс и нечетных витков сварным пунктирным швом и расположени витков на разном уровне Изготовление секций фильтрующих эле ментов с применением известных техноло пических приемов осуществить затруднительно. Все известные способы изготовле ния направлены на применение при намот ке одной обмоточной проволоки. Расположение витков обмоточной проволоки на разных уровнях по диаметру требует разделения намотки на две независимые технологические операции. Способ изготовления фильтра осуществляется следующим образом.. . В зажиме 7 станка закрепляют цилинд рические поверхности 8 и 9. При этом цилиндрическая поверхность 8 вьшолнена большим диаметром и охватывает цилиндрическую поверхность 9. Последняя. пoми вращательного движения имеет возможность осевого перемещения. На конце цилиндрической поверхности 8 выполнена проточка, диаметр и ширина которой выбираются в зависимости от размеров щели сЛ и поперечного сечения обмоточных про волок 10 и II формирующих нечетные 3 и четные 4 витки обмотки, В ходе формирования обмоток проволока сходит с индивидуальных барабанов 12 и 13. Закрепляют концы обмоточных проволок 1О и II соответственно в проточке цилиндрической поверхности 9 и на ци шндрической поверхности 8 при помощи временного зажима, включающего, например винт 14 и хомут 15. Приводят во вращение цилиндрическую поверхность 8 и укладывают вплотную несколько витков 3. Производят сварку этих витков между собой электродом 16. Подводят вятки 3 к торцу цилиндрической поверхности 9, Сваривают последний виток обмотки 3 с обмоточной проволокой Ю, находящейся в проточке с образованием заданного зазора сЛ. Электрод 16 при этом устанавливают в месте формирования витков 4. Приводят в синхронное вращение цилиндрические поверхности 8 и 9, одновременно сообщая поверхности 8 осевое перемещение, в ходе :жгторого формирующиеся витки 4 сходят с проточки. Фиксацию зазора tf осуществл5пот пу тем периодической подачи сварочногоfэлeктрода 16 в зону формирования витков 4 и схода их с 31илинцрической проточки. Процесс навивки двойной спирали ведет до получения необходимой длины секции фильтрующего элемента. Далее отводят электрод 16 раскрепляют временные зажимы, отрезают обмоточные проволоки to, 11 и снимают фильтрующий элемент ;С цилиндрической поверхности 8. Аналогичным образом изготавливают следующие секции фильтрующих элементов. Готовые секции фильтрующих элементов собирают затем на перфорированнс трубчатом каркасе и закрепляют соединительны ми патрубками. Преимущество предлагаемого способа изготовления фильтра по сравнению с известньм заключается в сокращении времени необходимого для его изготовления, упрощении технологического процесса, а следовательно, снижении материальных еатрат. Помимо улучшения гидродинамических характеристик, прочность предлагаемой конструкции фильтра .по сравнению с известной повышается в среднем на 52%, Формула изобретения 1,Фильтр, содержащий перфорированный трубчатый каркас, соединительные патрубки и навитую на каркас проволочную обмотку, отличающийся тем, что, с целью повышения прочности и улучшения гидродинамических характеристик-фильтра, обмотка вьшолнена чередующимися витками разного диаметра, при этом витки меньшего диаметра уложень на каркас фильтра, а витки большего диаметра жестко соединены с витками меньшего диаметра, пунктирным сварным швом. 2.Способ изготовления фильтра, включающий установку,цилиндрического каркаса на приводной станок, навивку спиральной обмотки с образованием технологического зазора между випсаг ш и закрепление витков обмотки, о тличагошийся тем, ЧЛ), с целью упрощения технологии изготовления и снижения материальных затрат, навивку спиральной обмотки из 5 випсов разного диаметра осуществляют одновременной подачей двух проволок на синхроШ1о вращающиеся коаксиальные цилинарические поверхности разного диаметра, цилинарическ5то поверхность меньшего диаметра перемешают в осевом направ- , Ленин, при этом образование технологического задора между витками и их закрепление производят точечной сваркой В1ггков по мере их формирования.
Источники информации, принятые во ; внимание при экспертизе
№ 592428, кл. В О1 D 39/12, 1976.
/1
.
