4 КЭ
сх со ;о
Изобретение относится к обработке металлов давлением и может быть исполь- зйвано для изготовления деталей типа вфулок.
Цель изобретения - улучшение качества изделий за счет повышения геометрической точности изделий.
На фиг. 1 изображено гибочное устройство, исходное положение; на фиг. 2 - все элементы устройства, положение после первого перехода; на фиг. 3 - то же, по- лбжение после второго перехода; на фиг. 4 - тф же, положение после третьего перехода и|после окончания гибки; на фиг. 5 - то же, положение после четвертого перехода.
Устройство содержит гибочные узлы, установленные вдоль направления подачи попарно. Каждая пара гибочных узлов установлена в шахматном порядке относительно соседнего и содержит оправки 1 и 2 секций 3 и 4 полуматриц с режуш,ими налость огибает их еще четверть периметра вокруг оправок 1 и 2.
Третий переход выполняет блок 12, который при подаче его вперед выполняет окончательную подгибку концов сдвоен- ной заготовки вокруг оправок 1 и 2.
Четвертый переход выполняется блоком 6, который своим режуш,им выступом 7 отделяет изделия одно от другого и окончательно подгибает концы вокруг оправок 1 и 2.
По окончании гибки секции полуматриц одновременно отводятся в заднее крайнее положение, а втулки снимаются с оправок (не показано).
Съемник отводится в крайнее заднее положение и одновременно выставляются направляющие 16 и 17. подается материал. Далее цикл повторяется.
Таким образом, гибка втулок выполняется последовательно, на четверть длины за10
15
р -жными кромками 5, блок 6 секций полу- 20 готовки, в оба конца, что обеспечивает матриц, несуш,ий режуший выступ 7, секцииравномерность растяжки заготовки, а следо0 для
, блок
25
8 и 9 полуматриц с высекателем захвата концов сдвоенной заготовки 1$ секции полуматриц с выемкой 13 под режущий выступ 7. Блоки 6 и 12 установлены с возможностью перемещения перпендикулярно направлению подачи относительно секций 3, 4, 8 и 9.
Устройство содержит также захват 14, упор 15 и направляющие 16 и 17 для длинномерного материала.
Устройство работает следующим образом. В исходном положении элементы гибочного устройства находятся в положении, когда предварительно надрубленный длинномерный материал подан в . размер до
вательно, и равномерную толщину заготовки по ее периметру и геометрическую точность.
Формула изобретения
Многопозиционное гибочное устройство для изготовления деталей типа втулок из листового материала, содержащее гибочные узлы, установленные вдоль направления подачи, каждый из которых включает оправку и размещенные по разные стороны от нее полуматрицы, на одной из которых выполнена по меньшей мере одна входная выемка, а на другой - по меньшей мере
у пора 15, направляюнлие 16 и 17 исклю-одна режущая кромка, при этом полу мат
чают изгиб надрубленного материала и уход его из заданного положения, секции 3, 4, 8 и 9 матриц в крайнем заднем положении, блок 12 подан вперед и упирается в оправки 1 и 2, исключая их отгибку.
рицы с режущими кромками размещены последовательно по разные стороны относительно направления подачи, отличающееся тем, что, с целью повыщения качества изделий за счет увеличения точности параГибка изделий на всех рабочих пози- 40 метров гибочные узлы установлены попарлость огибает их еще четверть периметра вокруг оправок 1 и 2.
Третий переход выполняет блок 12, который при подаче его вперед выполняет окончательную подгибку концов сдвоен- ной заготовки вокруг оправок 1 и 2.
Четвертый переход выполняется блоком 6, который своим режуш,им выступом 7 отделяет изделия одно от другого и окончательно подгибает концы вокруг оправок 1 и 2.
По окончании гибки секции полуматриц одновременно отводятся в заднее крайнее положение, а втулки снимаются с оправок (не показано).
Съемник отводится в крайнее заднее положение и одновременно выставляются направляющие 16 и 17. подается материал. Далее цикл повторяется.
Таким образом, гибка втулок выполняется последовательно, на четверть длины за
вательно, и равномерную толщину заготовки по ее периметру и геометрическую точность.
Формула изобретения
Многопозиционное гибочное устройство для изготовления деталей типа втулок из листового материала, содержащее гибочные узлы, установленные вдоль направления подачи, каждый из которых включает оправку и размещенные по разные стороны от нее полуматрицы, на одной из которых выполнена по меньшей мере одна входная выемка, а на другой - по меньшей мере
одна режущая кромка, при этом полу мат
рицы с режущими кромками размещены последовательно по разные стороны относительно направления подачи, отличающееся тем, что, с целью повыщения качества изделий за счет увеличения точности параметров гибочные узлы установлены попар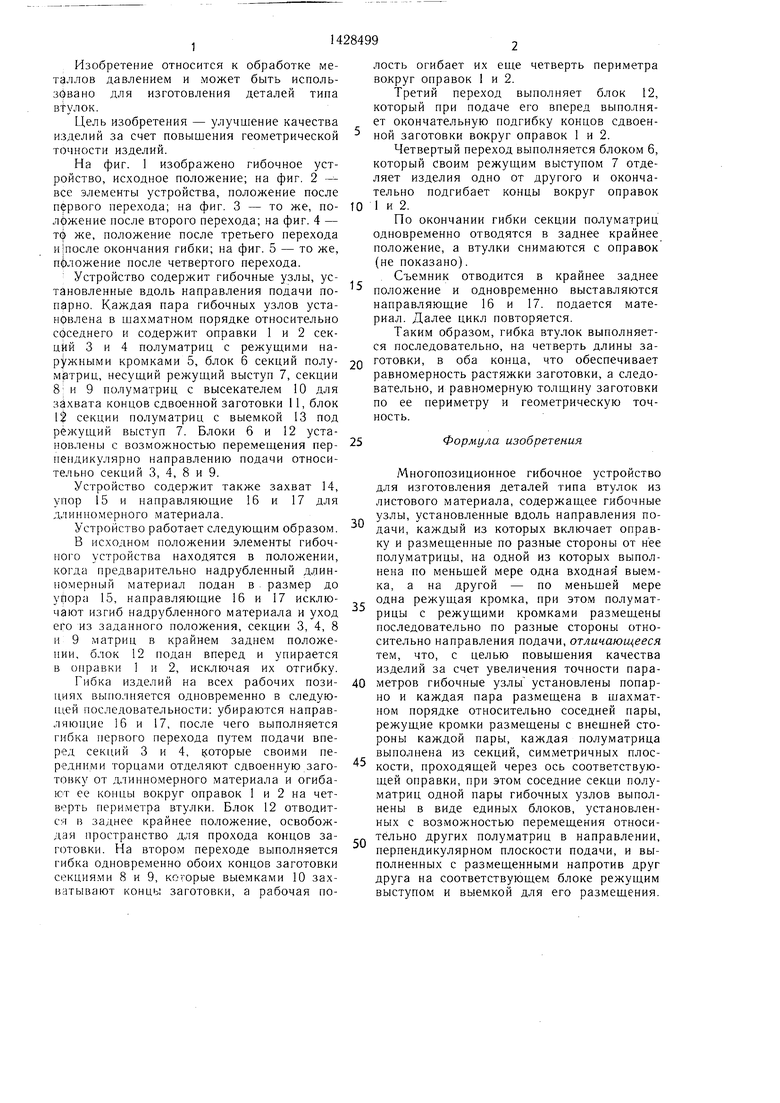
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочное устройство для изготовления деталей типа втулок | 1985 |
|
SU1299668A1 |
| Устройство для гибки кольцевых изделий типа втулок | 1985 |
|
SU1299667A1 |
| Гибочное устройство в. лебедева дляизгОТОВлЕНия дЕТАлЕй зАМКНуТОгО КОНТуРА | 1979 |
|
SU841739A1 |
| Гибочное устройство для изготовления деталей типа втулок | 1980 |
|
SU940956A1 |
| Способ изготовления втулок, колец и других подобных изделий | 1986 |
|
SU1488061A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Гибочное устройство В.Лебедева для изготовления деталей замкнутого контура | 1979 |
|
SU900922A2 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК, ТАКИХ КАК ТРУБЫ | 2014 |
|
RU2655488C2 |
| Гибочный штамп | 1981 |
|
SU958009A1 |


Изобретение относится к обработке металлов давлением и может быть использовано для изготовления изделий типа втулок. Цель - улучшение качества изделий за счет повышения геометрической точности изделий. Устройство содержит гибочные узлы, установленные вдоль направления подачи попарно в шахматном порядке. Каждый гибочный узел имеет оправку и секции полуматрицы. Соседние секции полуматриц выполнены в виде единых блоков, несущих режущий выступ и выемку для его размещения. На других секциях выполнены режущие кромки и входные выемки. Гибка осуществляется за четыре перехода одновременно двух втулок с разделением их режущим выступом на четвертом переходе гибки. 5 ил.
циях выполняется одновременно в следующей последовательности: убираются направляющие 16 и 17, после чего выполняется гибка первого перехода путем подачи вперед секций 3 и 4, ;оторые своими передними торцами отделяют сдвоенную заготовку от длинномерного материала и огибают ее концы вокруг оправок I и 2 на четверть периметра втулки. Блок 12 отводится в заднее крайнее положение, освобождая пространство для прохода концов заготовки. На втором переходе выполняется гибка одновременно обоих концов заготовки секция.ми 8 и 9, которые выемками 10 захватывают концы заготовки, а рабочая по5
0
но и каждая пара размещена в щахмат- ном порядке относительно соседней пары, режущие кромки размещены с внещней стороны каждой пары, каждая полуматрица выполнена из секций, симметричных плоскости, проходящей через ось соответствующей оправки, при этом соседние секци полуматриц одной пары гибочных узлов выполнены в виде единых блоков, установленных с возможностью перемещения относительно других полу.матриц в направлении, перпендикулярном плоскости подачи, и выполненных с размещенными напротив друг друга на соответствующем блоке режущим выступом и выемкой для его размещения.
70
8
11
г
J (V
ю
6
п
irVo.
в
лУ
Т.С
J
ю
17
/
Г P4J
Фиг.1
(Г /г
.f
/
/
Ф/уг.з
цзиг.
фиг. 5
| Гибочное устройство для изготовления деталей типа втулок | 1985 |
|
SU1299668A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
