Изобретение относится к обработке металлов давлетшем, в частности к гибке изделий типа втулок гибочными устройствами и штампами.
Цель изобретения - улучшение геометрических параметров изготовляемых изделий, повьтение производительности за счет исключения операции калибровки на специальньгх автоматах.
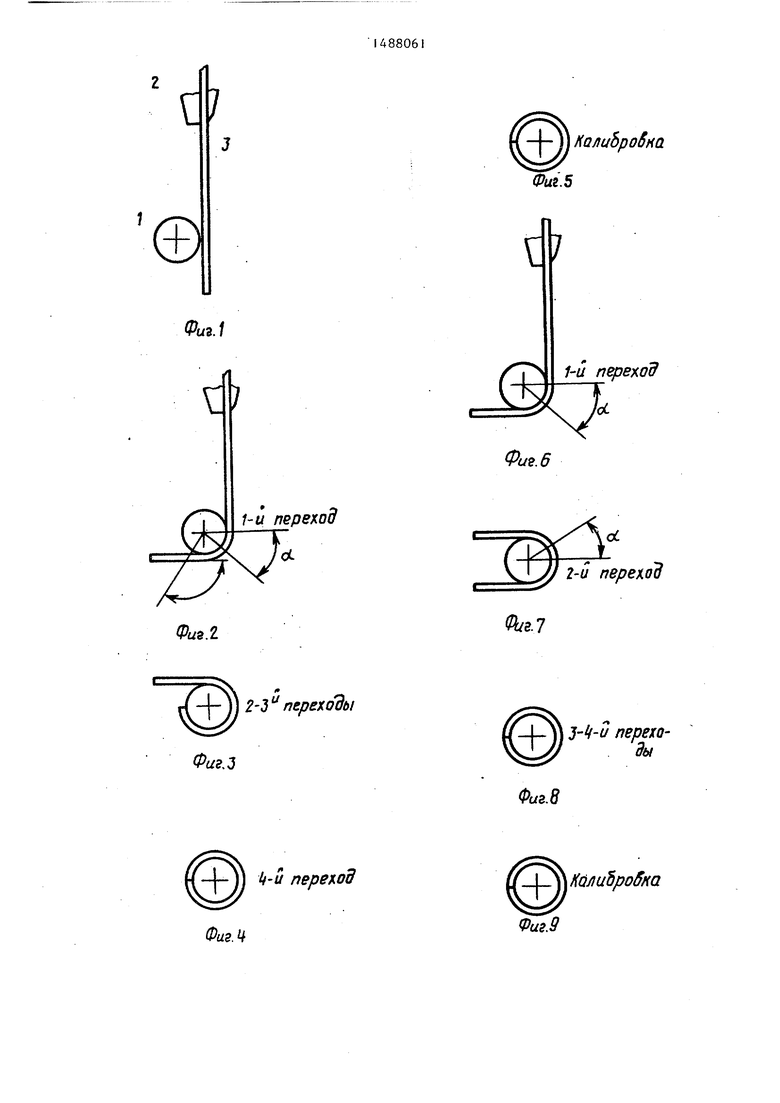
На фиг. 1 изображено исходное положение заготовки перед началом гибки; на фиг. 2 - положение заготовки после первого перехода; на фиг. 3 - то же, после второго и третьего переходов, выполняемых одновременно с отделением заготовки от ленты; на фиг. 4 - то же, после четвертого пе- зехода; на фиг. 5 - то же, после калибровки; на фиг. 6 - положение за
готовки после первого перехода (другая схема последовательности гибки); на фиг. 7 - то же, после второго перехода, выполняемого с одновременным отделением заготовки от ленты; на фиг. 8 - то же, после одновременно выполненных третьего и четвертого переходов; на фиг. 9 - то же, после калибровки; на фиг. 10 - схема действия сил при гибке заготовки.
Гибка изделия вокруг оправки на- . чинается. со свободного конца ленты, выдвинутой на величину, равную длине заготовки, и закрепленной остальной частью, при этом гибка выполняется последовательно, участками, равными или близкими одной четвертой части наружной длины окружности изготовляе
00
00
мого изделия, а отделение заг отовки заданной длины от ленты может выполняться на любом переходе гибки, исключая первый. Гибка втулок выполняется не менее чем за четыре перехода. Количество переходов, зависит от требований, предъявляе1-1ых к втулке: чем выше требования к ее геометрическим па.раметрам5 тем требуется большее число переходов,
: Устройство, на котором производят гибку, содержит оправку 1, узел 2 защемпения. заготовки 3 и секции инструмента.
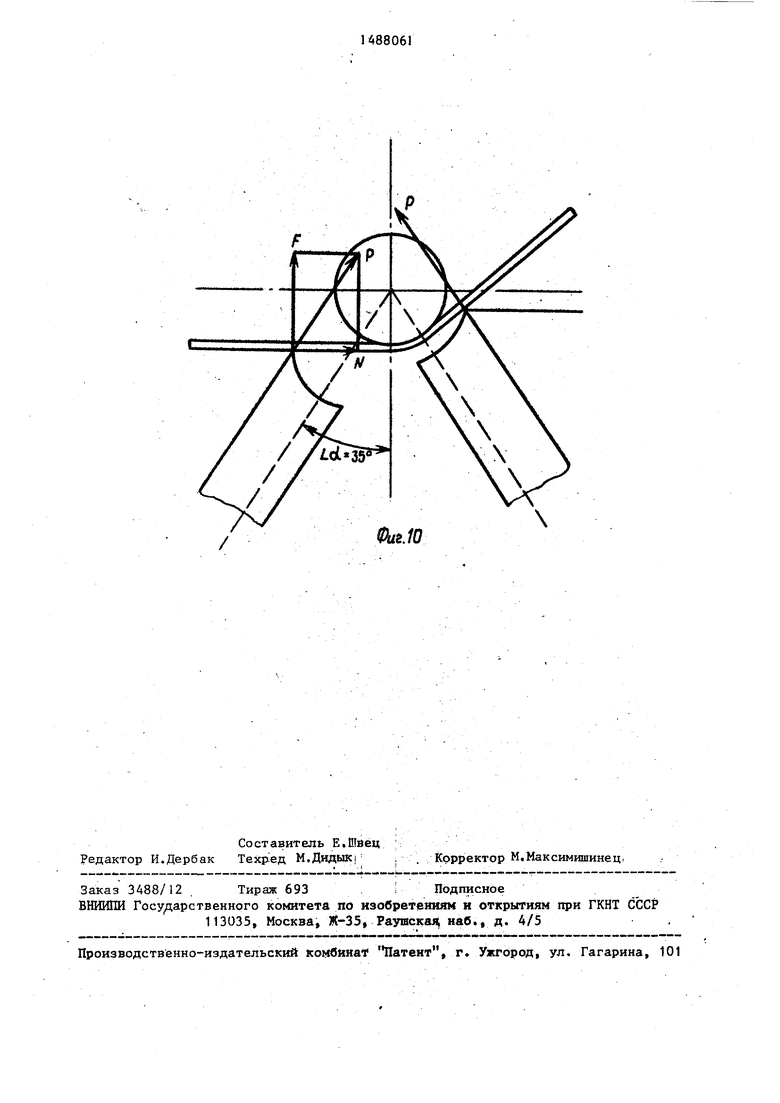
Усилия гибки прикладывают под углом oi к плоскости, проходящей перпендикулярно изгибаемому участку,
Приложение гибочных усилий над углом позволяет почти полностью исключить растяжение или точки утонения материала в процессе гибки, так как такое расположение гибочных секций позволяет резко изменить распределение усилий, воздействующих на заготовку в процессе ее гибки.
Пример. Гибка выполняется под углом, большим О . При распределении усилий (фиг.10, левая половина), воз- действуюш.их на заготовку в первоначальный момент гибки при oL 35 , в первоначальный момент сила гибки Р раскладывается на две силы, где сила N сжимает заготовку, а сипа F изгибает ее, при этом сипа N примерно в два раза меньше силы F, При дальнейшей гибке сила N исчезает, т.е. N О, а затем она меняет свое значение и начинает действовать на растяжение. Согласно предлагаемому способу гибки можно определить оптимальный угол встречи oi даже графическим путем с дальнейшей проверкой его величины экспериментально.
.Рассматривают две схемы последовательности гибки изделия (фиг. 1-9) наглядно описывающих динамику способа гибки изделий типа втулки. При гибке втулок по первой схеме (фиг, - 5) отделение заготовки от ленты выполняется одновременно с выполняемыми совместно вторым и третьим переходами. При гибке втулок по схеме второго варианта (фиг. 6-9) отделени заготовки от ленты осуществляется на втором переходе, а третий и четвер
5
0
5
0
5
0
0
5
тый переходы совмеи.ены. Кроме разработанных двух последовательностей гибки могут быть применены еще две последовательности свертки втулки; когда шов размещается либо с левой, либо с правой стороны, если считать, что на рассмотренных схемах шов размещается сверху.
Предлагаемый способ предусматривает любое число переходов, но не менее четырех. Кроме того, способ обеспечивает достаточно высокое качество втулок без дополнительной калибровки, а калибровка на оправке предусмотрена исключительно для изготовления втулок .повышенной точности.
Использование способа гибки изделий типа втулок позволит значительно повысить качество изготовляемых изделий, резко снизить брак, значительно улучшить качество и долговечность изделий, в которых основными элемен- та.ми являются втулки, например приводные депи, и увеличить производительность.
Способ может быть применен на любых типах гибочных автоматов как специальных, так и универсальных, без каких-либо изменений их конструкции.
Формула изобретения
1.Способ изготовления втулок, колец и других подобных изделий, вклю- чаю1 э-1Й отрезку заготовки заданной
.длины, многопереходную последовательную гибку вокруг оправки по участкам приложением гибочнь х усилий, отличающийся тем, что, с целью повьшения качества за счет улучшения геометрических параметров изготавливаемых изделий, повышения производительности за счет исключения операции калибровки на специальных автоматах, на каждом переходе гибки усилия прикладьгоают к изгибаемому участку под постоянным углом к плоскости, проходящей перпендикулярно 3TO.Nry участку, а отрезку заготовки производят на любом переходе гибки, кроме первого.
2.Способ по п. 1, отличающийся тем, что гибку выполняют не менее.чем за четыре перехода.
d
КалиЬроВна
| название | год | авторы | номер документа |
|---|---|---|---|
| "Способ изготовления цилиндрических изделий типа "червячный хомут" и устройство для его осуществления" | 1989 |
|
SU1722653A1 |
| Гибочное устройство для изготовления деталей типа втулок | 1980 |
|
SU940956A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ДЕТАЛЕЙ ИЗ ПРУТКА | 2002 |
|
RU2233205C1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Гибочное устройство для изготовления деталей типа втулок | 1985 |
|
SU1299668A1 |
| Многопозиционное гибочное устройство для изготовления деталей типа втулок | 1986 |
|
SU1428499A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА "ЧЕРВЯЧНЫЙ ХОМУТ" И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2021052C1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2258573C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКА | 1997 |
|
RU2157291C2 |
| Автомат для гибки изделий типа шплинтов | 1972 |
|
SU447206A1 |
Изобретение относится к обработке металлов давлением ,в частности, к гибке изделий типа втулок гибочными устройствами и штампами. Цель изобретения - улучшение геометрических параметров изготовляемых изделий, повышение производительности за счет исключения операции калибровки на специальных автоматах. Гибка изделия вокруг оправки начинается со свободного конца ленты, выдвинутой на величину, равную длине заготовки, и закрепленной остальной частью. Гибка выполняется последовательно участками, близкими или равными одной четвертой части длины окружности, путем подвода инструмента под углом к плоскости, проходящей перпендикулярно изгибаемому участку. Отделение заготовки от ленты может выполняться на любом переходе гибки, кроме первого. 1 з.п.ф-лы, 10 ил.
1-й переход
Фм.г
f 2-3 гереходд/
Фиг.З
if-u перелод
Фиг. Ц
Фиг.5
с
1-й переход
Фие.6
2-й пере)(од
Фиъ.1
3-1{-и переходы
Фиг.8
КалиЬробка
Фиг.9
0ui.10
| Федоров H.A бочные автоматы | |||
| с | |||
| Сепаратор-центрофуга с периодическим выпуском продуктов | 1922 |
|
SU128A1 |
