Настоящее изобретение относится к устройству для гибки профилированных заготовок, таких как трубы, и, в частности, к устройству, которое обеспечивает возможность гибки труб для изготовления выхлопных трубопроводов и коллекторов для автомобильного транспорта.
Выхлопные трубопроводы и коллекторы автомобилей имеют ту особенность, что в них между двумя гнутыми частями зачастую расположена прямолинейная часть незначительной длины для обеспечения зажатия трубы во время гибочного процесса. Следовательно, гибочные машины, используемые для выполнения этих частей, должны быть оснащены множеством пар зажимов, обеспечивающих возможность зажатия обычных прямолинейных частей, а также зажатия изгибаемых частей под различными углами и с различными ориентациями.
В настоящее время типовые гибочные машины, используемые для этой цели, включают в себя, главным образом, нижеследующие компоненты, описанные, в частности, в патентах FR2530980, US7254972, US7360385 и EP1459816:
- раму, на которой расположены средства смещения трубы вдоль продольной оси (Х),
- гибочную головку, содержащую, как показано на фиг.9 в FR2530980: множество наложенных друг на друга гибочных оправок, которые ориентированы по оси гибки и каждая из которых содержит особую зажимную полость, прямолинейную или изогнутую; наложенные друг на друга зажимы в количестве, равном количеству гибочных оправок, каждый из которых имеет полость, комплементарную полостям гибочных оправок; и средство относительного смещения указанных гибочных оправок и зажимов,
- и средства относительного смещения рамы и гибочной головки, адаптированные к положению в одной плоскости пары, состоящей из гибочной оправки и выбранного зажима, и оси смещения.
Первый недостаток этих гибочных машин состоит в том, что они требуют гибочных оправок в количестве, равном требуемому количеству полостей, а также соответствующего складковыглаживателя и направляющего стержня для каждой из этих гибочных оправок.
Кроме того, для смены гибочных оправок необходимо переместить раму или гибочную головку, которые представляют собой тяжелые и громоздкие части, чье перемещение, с одной стороны, требует электроприводного оборудования, а с другой стороны они являются относительно медленными, учитывая, в частности, их инерцию, и эта медленность приводит к относительно большому времени рабочего цикла, что негативно влияет на производительность этих гибочных машин.
Кроме того, ось гибочных оправок этих гибочных машин подвергается воздействию скручивающих усилий, которые увеличиваются при удалении используемой гибочной оправки от крепежной точки данной оси, и на практике такие усилия требуют, чтобы данная ось была выполнена более жесткой при помощи упрочняющих элементов, таких как «раскосы».
Тем не менее, при своем размещении эти раскосы могут становиться препятствиями для манипуляции с трубами, результатом чего станет увеличение времени рабочего цикла.
Некоторые из этих недостатков были устранены с помощью гибочных машин, которые были описаны, в частности в патентных заявках WO 99/38626 и WO 00/16922, и которые, в частности, содержат:
- гибочную оправку, ориентированную по гибочной оси (Z), которая перпендикулярна продольной оси профилированной заготовки и имеет периферийную канавку, разделенную выемкой, выполненной в указанной гибочной оправке,
- множество пар зажимов, каждая из которых состоит из:
зажима, имеющего форму, приспособленную к вставке внутрь выемки каждой гибочной оправки, с расположением полости зажима в качестве неразрывного продолжения периферийной канавки указанной гибочной оправки,
комплементарного зажима, приспособленного к закреплению на опоре, которая является подвижной относительно гибочной оправки, и поддерживаемой посредством рычага, который имеет возможность поворота вокруг оси гибки,
- средства смещения в виде поворотного рычага или цилиндра, расположенные с возможностью одновременного перемещения двух зажимов каждой пары зажимов между пассивным убранным положением и активным гибочным положением,
- и средства привода по вращение гибочной оправки и поворотного рычага.
Согласно данному принципу, гибочная машина содержит, для одного и того же радиуса гибки, единственный гибочный рычаг и, следовательно, единственный стержень и единственный складковыглаживатель, которые связаны с множеством пар зажимов, имеющих различные зажимные полости.
Кроме того, детали, подлежащие перемещению во время гибочных операций, имеют относительно низкую массу и объем, и их перемещение требует электроприводного оборудования сравнительно малой мощности.
С другой стороны, операции захвата и переноса каждой пары зажимов могут в результате приводить к сравнительно большой длительности рабочего цикла, что отрицательно сказывается на производительности таких гибочных машин.
Кроме того, указанный перенос требует средств переноса, которые являются сравнительно большими и дорогостоящими, что, принимая во внимание их размещение над гибочной машиной, может стать помехой, затрудняющей манипулирование трубами.
Настоящее изобретение направлено на устранение этих недостатков и его основной задачей является создание гибочной машины, которая имеет единственную гибочную оправку для каждого радиуса гибки и у которой время рабочего цикла сокращено оптимальным образом.
Еще одной задачей настоящего изобретения является создание гибочной машины с отсутствием помех, способных помешать манипулированию трубами.
Еще одной задачей настоящего изобретения является создание гибочной машины, имеющей возможность объединения с режущей станцией (режущим ножом, перфоратором и т.п.) при наименьших затратах.
Еще одной задачей настоящего изобретения является создание гибочной машины, выполненной таким образом, чтобы секция с входной стороны гибочной оправки являлась абсолютно свободной и чистой.
Для решения этих задач в настоящем изобретении предложено устройство для гибки профилированных заготовок (Т), таких как трубы, проходящих вдоль продольной оси (Х), содержащее в комбинации:
- по меньшей мере одну гибочную оправку, ориентированную вдоль оси (Z), перпендикулярной продольной оси (Х), имеющую периферийную канавку, разделенную выемкой, расположенной в указанной гибочной оправке,
- по меньшей мере два зажима, называемых контрзажимами, которые расположены один над другим и каждый из которых содержит зажимную полость для профилированной заготовки (Т) и имеет форму, приспособленную для вставки в выемку каждой гибочной оправки, с расположением его полости в виде неразрывного продолжения периферийной канавки указанной гибочной оправки,
- средства вертикального смещения вертикального ряда контрзажимов, расположенные с возможностью перемещения указанного вертикального ряда вдоль оси, параллельной оси (Z) гибки, для обеспечения возможности размещения каждого из контрзажимов в выемке гибочной оправки,
- по меньшей мере два зажима, расположенных один над другим и содержащих полости, которые являются комплементарными полостям контрзажимов,
- средства относительного смещения узла, образованного гибочной оправкой (оправками), вертикальным рядом контрзажимов и вертикальным рядом зажимов, между закрытым положением, при котором имеет место стыковка одного зажима с контрзажимом, размещенным в выемке гибочной оправки, и открытым положением, при котором имеет место разделение вертикального ряда контрзажимов и вертикального ряда зажимов,
- и средства привода или одновременного поворота вокруг оси (Z) гибки каждой гибочной оправки, вертикального ряда контрзажимов и вертикального ряда зажимов.
Прежде всего, как описано в патентных заявках WO 99/38626 и WO 00/16922, гибочная машина согласно настоящему изобретению содержит, для одного и того же радиуса гибки, единственный гибочный рычаг, и, следовательно, единственный стержень и единственный складковыглаживатель, которые связаны с множеством пар контрзажимов и зажимов, имеющих различные зажимные полости.
Тем не менее, согласно настоящему изобретению, функционирование контрзажимов и зажимов делает их вертикальные ряды полностью отличными от тех, которые описаны в указанных патентных заявках, что приводит к совершенно иной кинетике смещения этих вертикальных рядов. Фактически, согласно настоящему изобретению, смена полости требует всего лишь перемещения вертикального ряда контрзажимов вдоль оси, параллельной оси гибки, и регулирования средств относительного смещения узла, образованного гибочной оправкой (оправками), вертикальным рядом контрзажимов и вертикальным рядом зажимов, для обеспечения сопряжения между новым контрзажимом, расположенным в выемке гибочной оправки, и комплементарным ему зажимом.
Таким образом, на практике время для смены полости эквивалентно времени, которое необходимо для смещения вертикального ряда противозажимов и которое оказывается очень коротким благодаря небольшому преодолеваемому расстоянию и низкой массе и объему перемещаемого модуля.
Что касается других шагов гибки, то они требуют времени, эквивалентного тому, которое затрачивается гибочными машинами, описанными в патентных заявках WO 99/38626 и WO 00/16922, так что суммарное время рабочего цикла согласно настоящему изобретению уменьшено оптимизированным образом.
Кроме того, согласно настоящему изобретению, расстояние между гибочной оправкой и ее крепежной точкой является постоянным и уменьшено оптимальным образом, так что обеспечение удовлетворительной жесткости не требует никакого упрочнения, способного помешать манипулированию трубами.
Кроме того, поскольку гибочное устройство согласно настоящему изобретению является, благодаря своей конструкции, свободным от любых других помех, различные манипуляции с трубами могут выполняться абсолютно свободно.
Согласно одному из вариантов реализации настоящего изобретения, средства относительного смещения узла, образованного гибочной оправкой (оправками), вертикальным рядом противозажимов и вертикальным рядом зажимов, представляют собой средства смещения вертикального ряда зажимов.
Кроме того, эти средства смещения вертикального ряда зажимов предпочтительно содержат:
- средства поперечного смещения вертикального ряда зажимов вдоль поперечной оси (Y), перпендикулярной осям (Х) и (Z),
- и средства вертикального смещения вертикального ряда зажимов вдоль оси, параллельной оси (Z) гибки.
Кроме того, согласно настоящему изобретению, средства поперечного смещения и средства вертикального смещения вертикального рада зажимов предпочтительно приводятся с помощью электродвигателей со связанным управлением для того, чтобы сократить время смещения указанных зажимов и таким образом сократить время рабочего цикла.
Согласно еще одному варианту реализации настоящего изобретения, зажим, размещенный в области основания вертикального ряда зажимов, представляет собой держатель, выполненный с возможностью сопряжения с приемным блоком, представляющим собой контрзажим, расположенный в области вершины вертикального ряда контрзажимов; в указанном держателе выполнено поперечное гнездо, выходящее в полость этого приемного блока и вмещающее в себя режущий элемент, связанный с упругими средствами, выполненными для:
- удержания этого режущего элемента в убранном положении относительно полости держателя при отсутствии усилия, приложенного к указанным упругим средствам,
- обеспечения возможности, при приложении усилия к указанным упругим средствам в положении сопряжения держателя и приемного блока, смещения режущего элемента в активное режущее положение, в котором он выступает в объем, образованный соответствующими полостями указанного держателя и указанного приемного блока.
Таким образом, гибочное устройство согласно настоящему изобретению может быть оснащено, при невысоких затратах, режущей станцией, содержащей, например, перфоратор или режущий нож, чья рабочая кинетика такая же, как при гибочных операциях.
Согласно одному из предпочтительных вариантов, содержащих эту режущую станцию, указанные упругие средства проходят между держателем заготовки и средствами смещения вертикального ряда зажимов, а указанные средства поперечного смещения вертикального ряда зажимов выполнены с возможностью сжатия этих упругих средств в положении сопряжения держателя заготовки и самой заготовки. Привод режущего элемента, таким образом, осуществляется автоматически путем обеспечения продолжения, на короткой дистанции, перемещения средств поперечного смещения вертикального ряда зажимов, как только произойдет стыковка держателя и приемного блока.
Кроме того, согласно еще одному предпочтительному варианту реализации настоящего изобретения, каждая гибочная оправка объединена с одним концом стойки с центром на оси (Z) гибки, вдоль которой проходят направляющие средства для вертикального ряда противозажимов и к которой прикреплен поперечный рычаг, вдоль которого проходят направляющие средства для вертикального ряда зажимов; указанная стойка прикреплена к плите, закрепленной на средствах привода этой плиты во вращение вокруг оси (Z) гибки.
Данный вариант полностью освобождает пространство, находящееся с входной стороны гибочной оправки, так что не требуется никакой длины прямолинейной трубы с входной стороны этой гибочной оправки для выполнения следующей гибки; таким образом, данная конструкция способствует повышению потенциальной производительности гибочного устройства согласно настоящему изобретению.
Другие характеристики, цели и преимущества настоящего изобретения будут очевидны из нижеследующего описания, приведенного со ссылками на сопроводительные чертежи, которые показывают, в качестве неограничительного примера, один предпочтительный вариант. На чертежах:
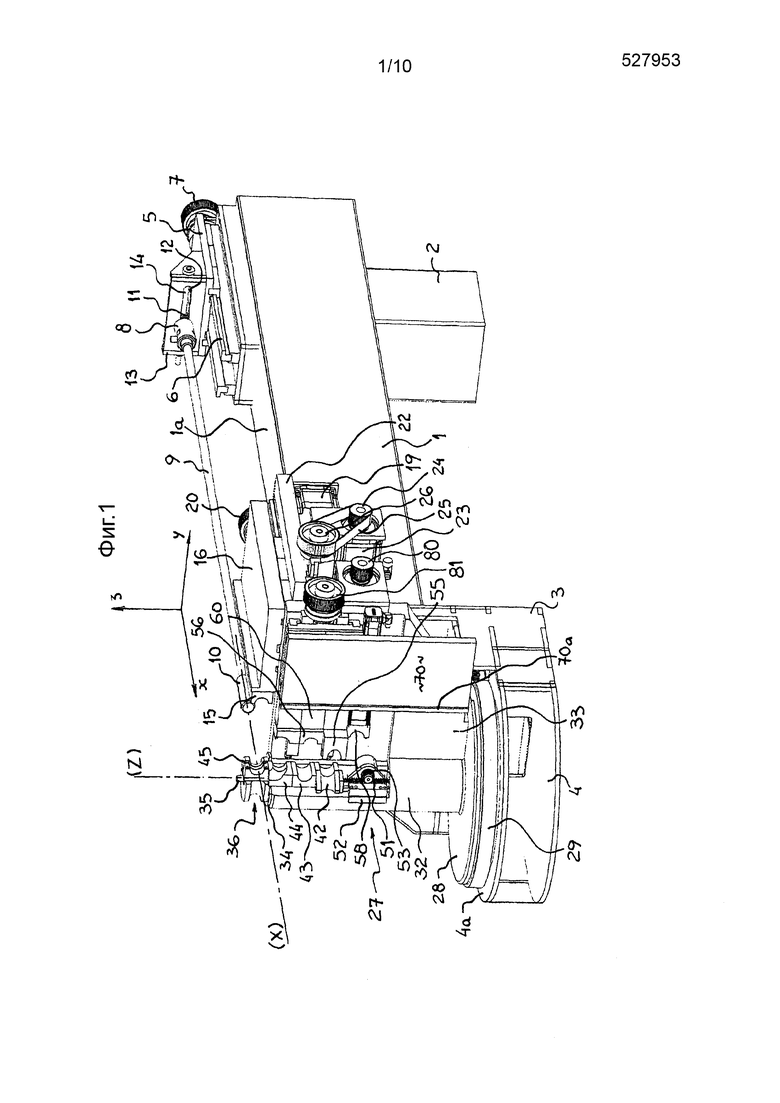
- фиг.1 изображает схематический вид в изометрии гибочного устройства согласно настоящему изобретению,
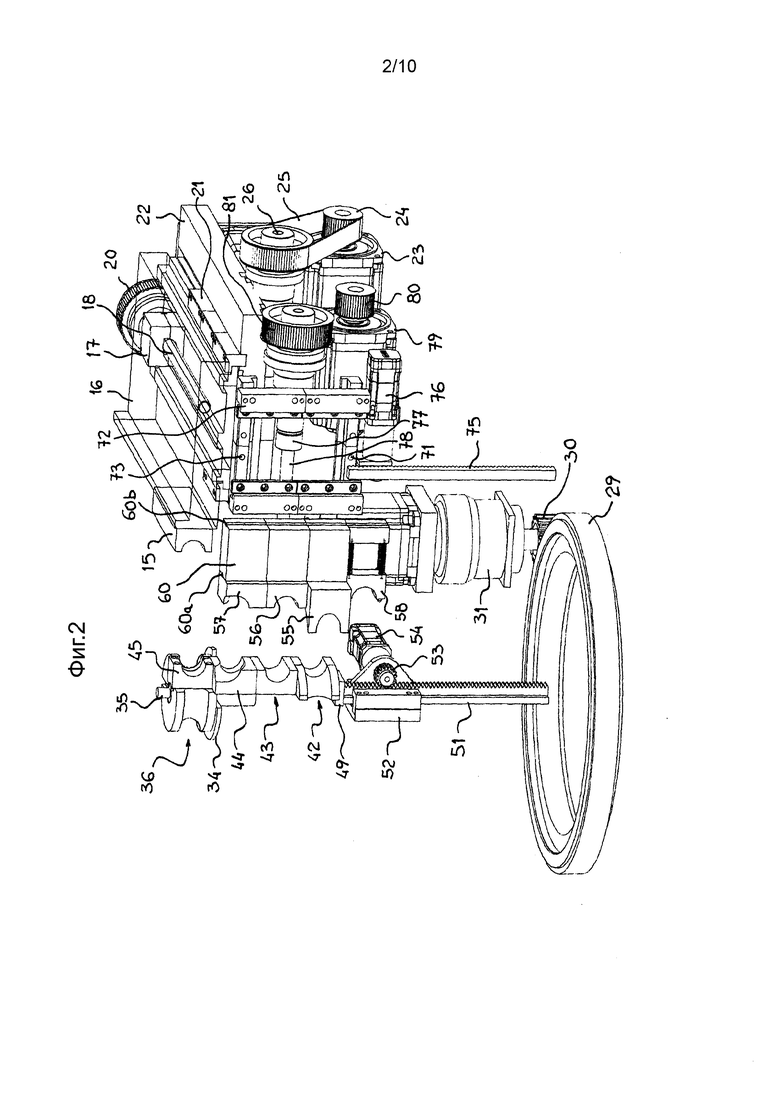
- фиг.2 - вид в изометрии, с локальными изъятиями, гибочной головки указанного гибочного устройства,
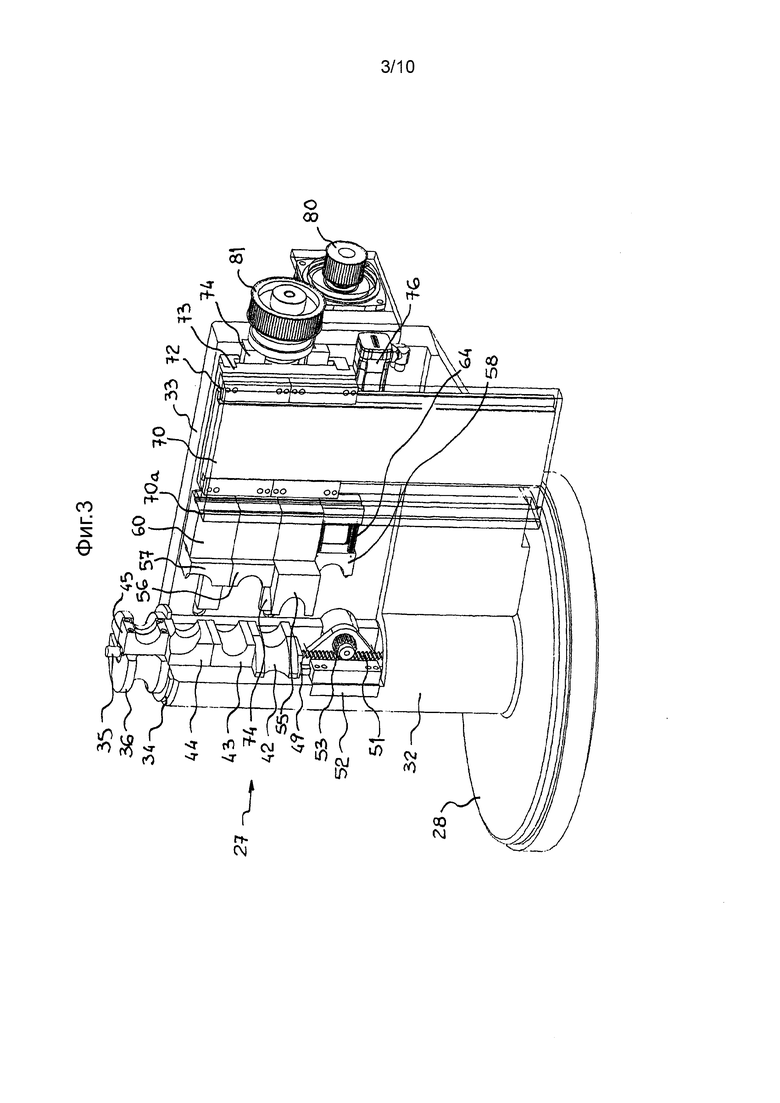
- фиг.3 - вид в изометрии поворотной стойки и поворотного рычага указанного гибочного устройства,
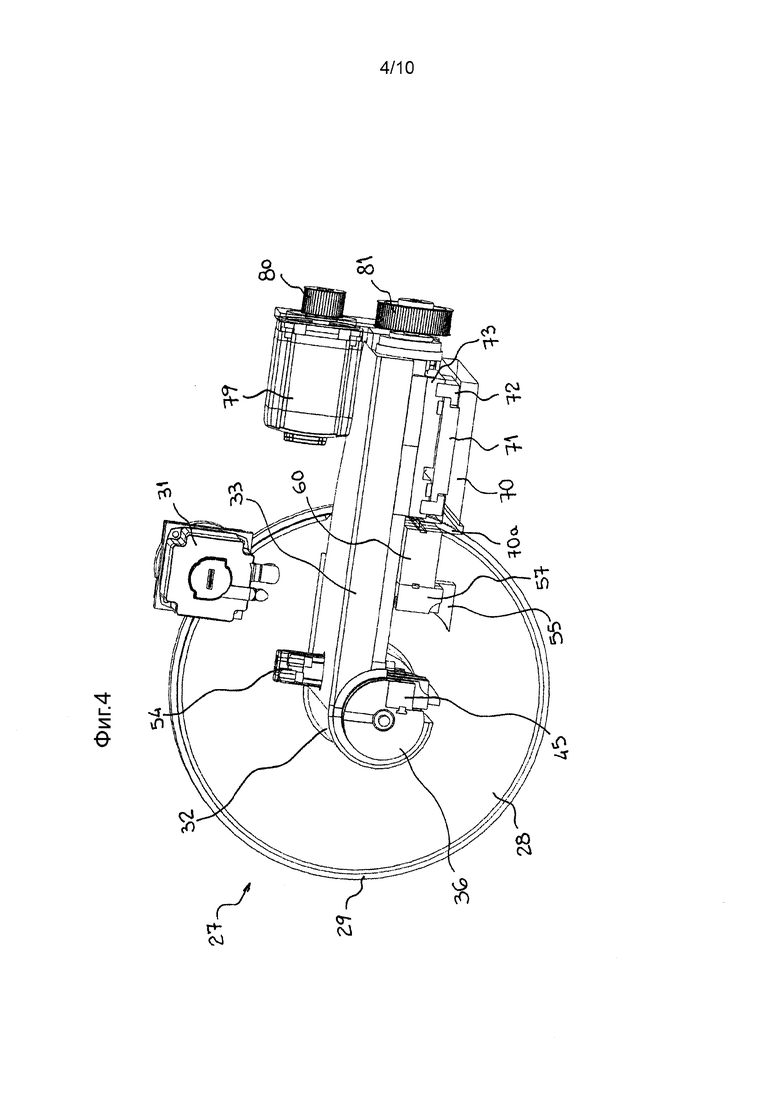
- фиг.4 - вид сверху указанных поворотной стойки и поворотного рычага,
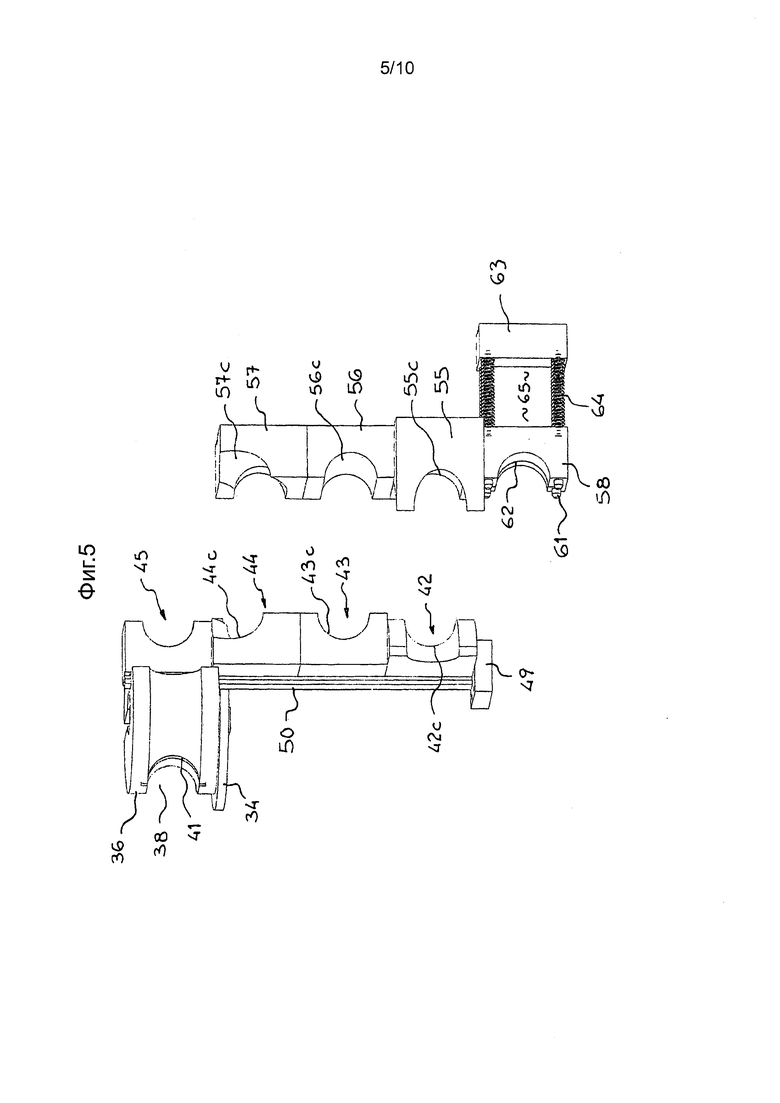
- фиг.5 - вид в изометрии гибочной оправки и вертикальных рядов противозажимов и зажимов согласно настоящему изобретению,
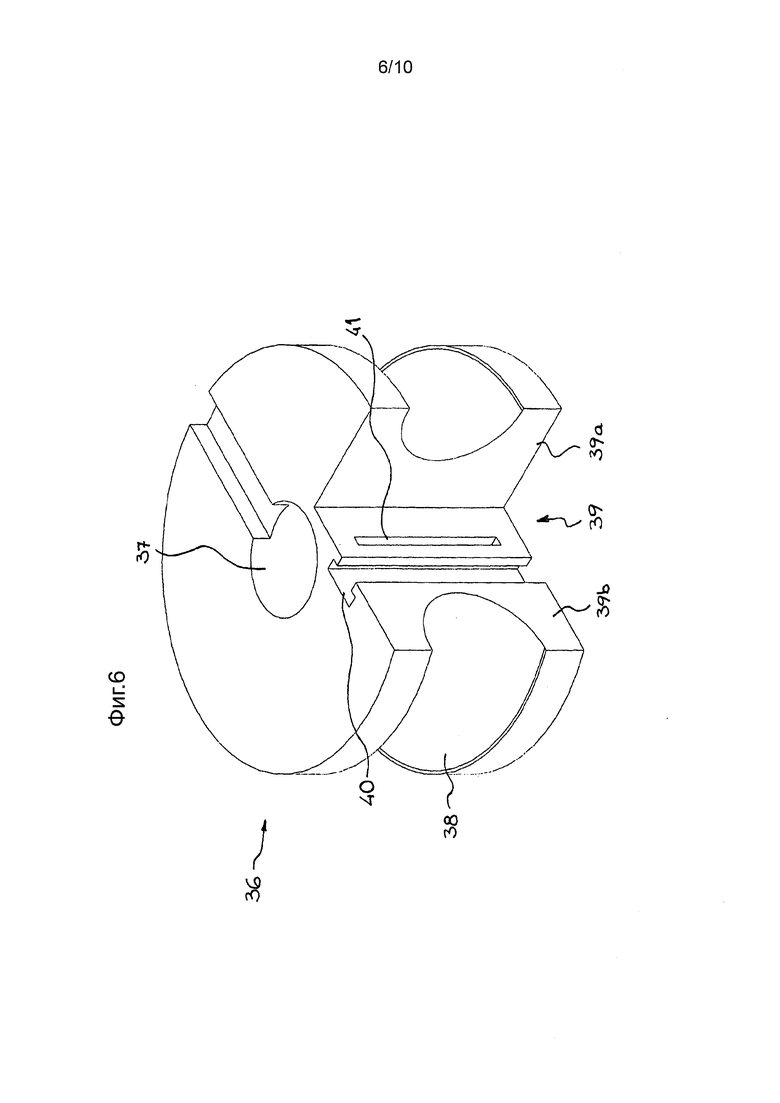
- фиг.6 - вид в изометрии одной гибочной оправки согласно настоящему изобретению,
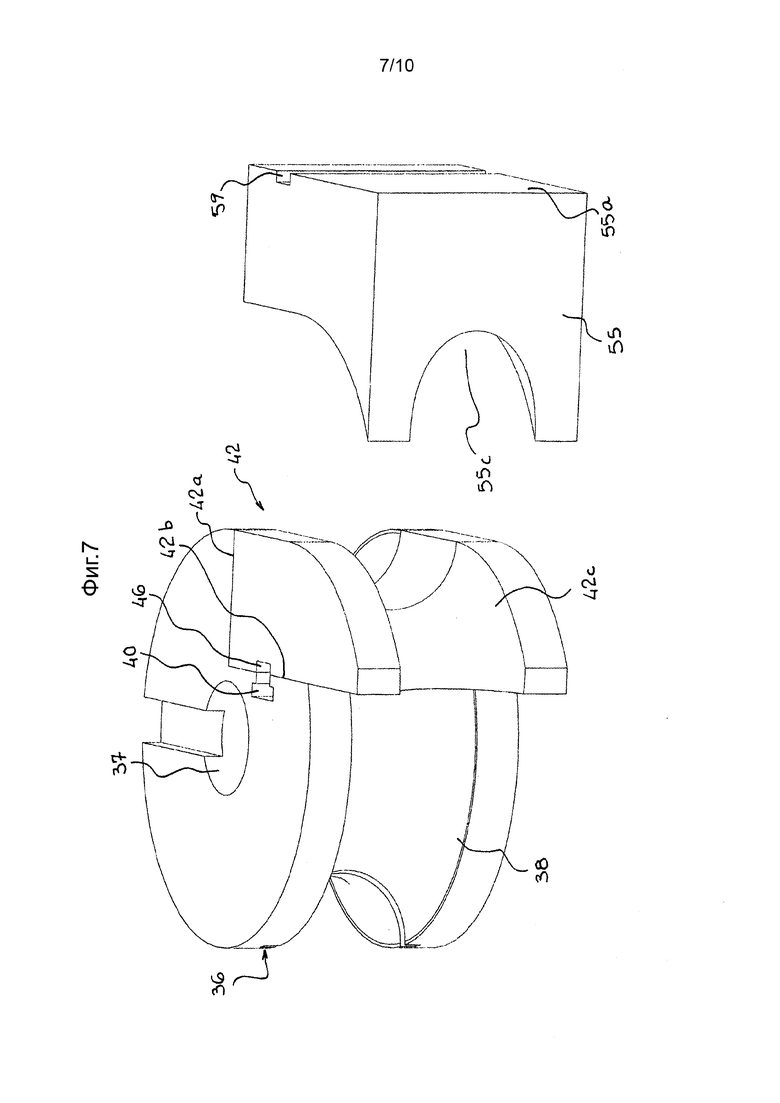
- фиг.7 - вид в изометрии узла с гибочной оправкой/противозажимом и зажимом, при открытом положении указанных противозажима и зажима,
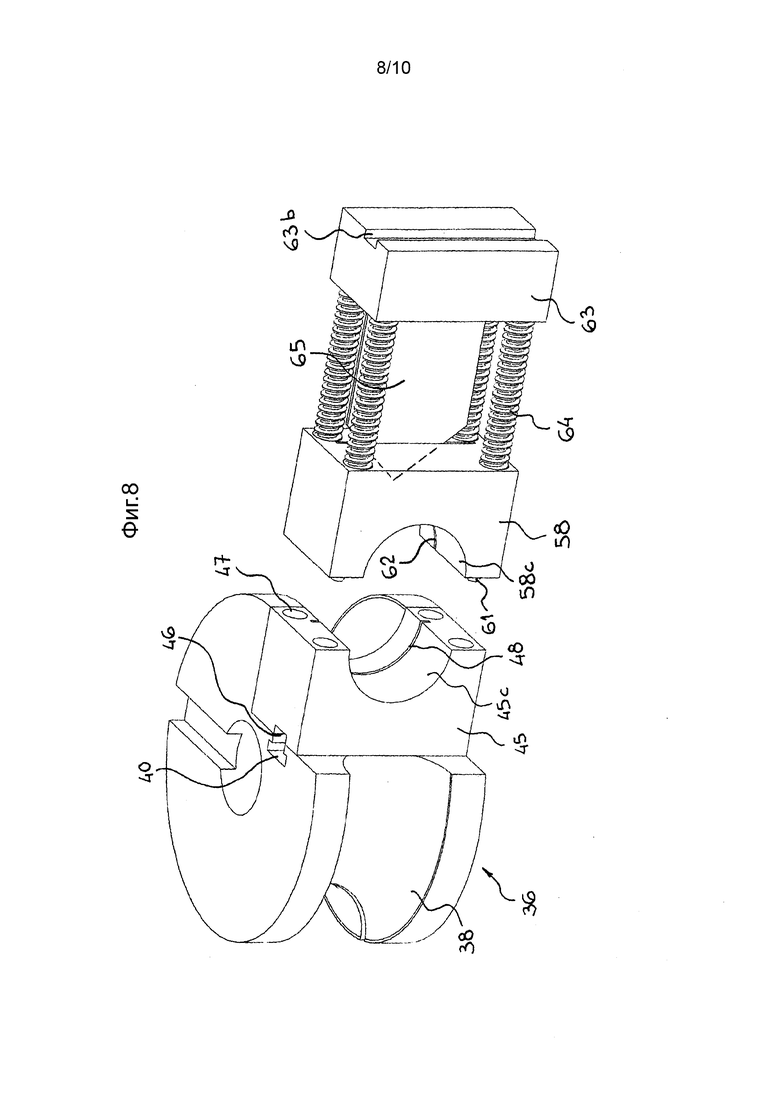
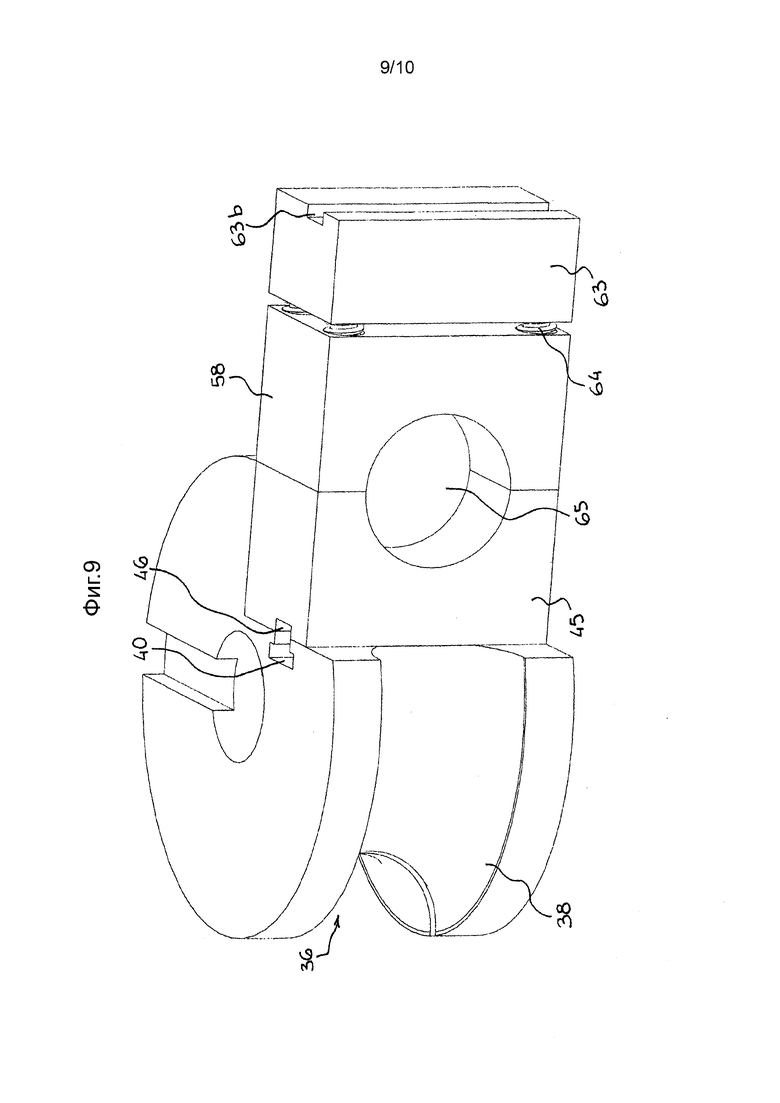
- фиг.8 - вид в изометрии узла с гибочной оправкой/приемным блоком и держателем, в закрытом положении указанных держателя и приемного блока,
- фиг.8 показывает вид в изометрии узла с гибочной оправкой/приемным блоком и держателем, в открытом положении указанных держателя и приемного блока,
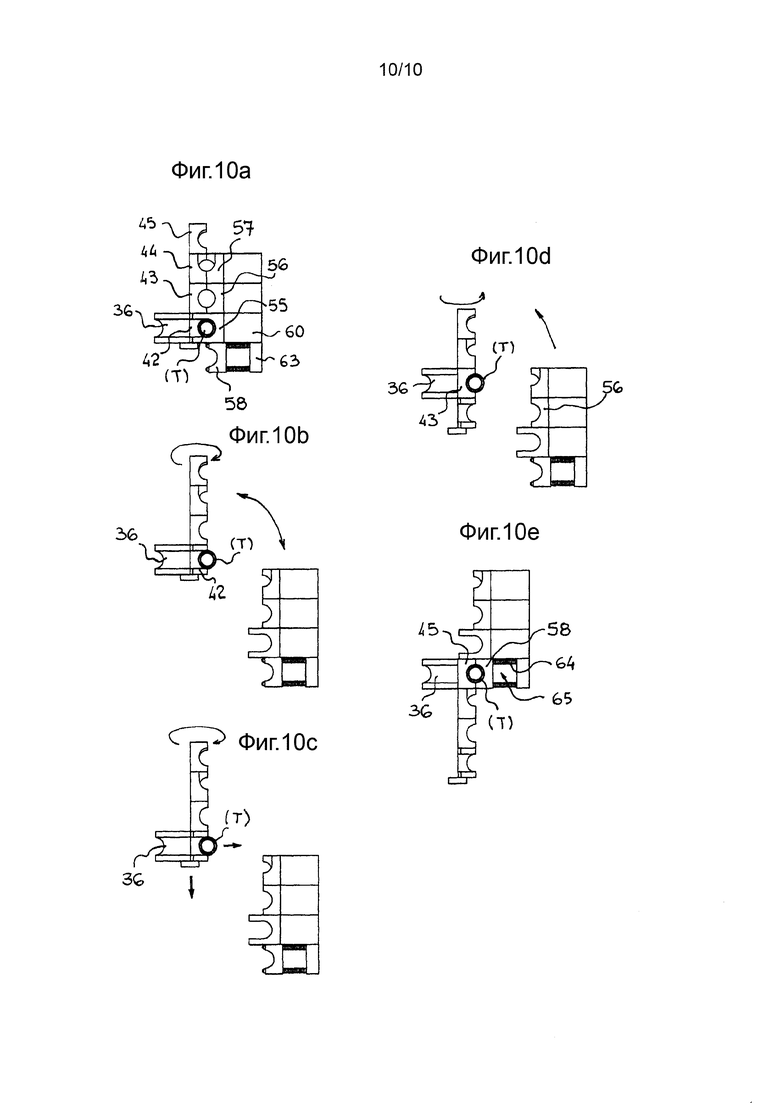
- фиг.10а-10d изображают схемы, иллюстрирующие этапы гибочного цикла со сменой полости при помощи гибочного устройства согласно настоящему изобретению,
- и фиг.10е изображает схему, иллюстрирующую один из этапов операции резания, осуществляемой при помощи гибочного устройства согласно настоящему изобретению.
Гибочное устройство согласно настоящему изобретению, показанное в примере на фиг.1, состоит из машины для гибки профилированной заготовки, поддерживаемой средствами смещения (не показаны), пригодными для перемещения вдоль оси горизонтального смещения (Х) и содержащими, например, захват, связанный со средствами его привода вдоль продольной оси (Х), или 6-осевой робот того типа, который описан в патенте FR2914203.
Следует отметить, что для простоты нижеследующего подробного раскрытия, данная гибочная машина описана в своем стандартном рабочем положении, в котором, в частности, ось (Z) гибки представляет собой вертикальную ось, и ось смещения (Х) представляет собой горизонтальную ось. Следовательно, термины «вертикальный», «горизонтальный» и т.п. относятся к этому положению.
Гибочная машина содержит, в первую очередь, раму 1, которая имеет горизонтальную верхнюю поверхность 1а, опирается на пол посредством первой задней базы 2 и продолжена передней базой 3 в виде цилиндрического пьедестала 4, выступающего в виде продолжения рамы 1.
Гибочная машина содержит оправочную каретку 5, закрепленную с возможностью скольжения по рельсам, таким как 6, параллельно продольной оси (Х), и расположенную в задней зоне указанной рамы; указанная каретка приводится посредством электроприводного узла с электродвигателем, шестернями, ремнем, винтом и гайкой, из которых только одна шестерня 7 показана на фиг.1.
Каретка 5 поддерживает оправочную головку 8, в которой закреплен один конец оправочного стержня 9, на другом конце которого закреплена крепежная оправка 10.
Кроме того, для поперечного регулирования положения оправки 10, что является стандартной функцией при задании радиуса гибки профилированных материалов, оправочная головка 8 закреплена на опорном элементе 11, выступающем через поперечную полость 12, выполненную в вертикальной плите 13, которая объединена с кареткой 5, а указанный опорный элемент 11 представляет собой гайку, поддерживаемую посредством поперечного винта, проходящего сзади от вертикальной плиты 13.
Гибочная машина также содержит, в обычной комплектации, линейку 15, поддерживаемую средствами смещения этой линейки вдоль продольной оси, параллельной оси (Х), и вдоль поперечной горизонтальной оси (Y), перпендикулярной оси (Х). Кроме того, эта линейка 15 может быть оснащена качающимся элементом (не показан) для зажатия профилированной заготовки при ее размещении с тем, чтобы обеспечить возможность толкания указанной заготовки во время выполнения этапов гибки.
С этой целью линейка объединена с боковой стороны с продольной кареткой 16, оснащенной гайкой 17, взаимодействующей с винтом 18, расположенным вдоль продольной оси (Х) и приводимым во вращение посредством электроприводного узла с электродвигателем, шестернями, ремнем, винтом и гайкой, из которых только одна шестерня 20 показана на фиг.1.
Кроме того, эта продольная каретка закреплена с возможностью скольжения по рельсам, таким как 22, которые закреплены на второй поперечной каретке 21, выполненной с возможностью перемещения на раме 1 вдоль поперечной оси (Y) и приводимой, с этой целью, посредством электроприводного узла с электродвигателем 23, шестернями 24, 26, ремнем 25, винтом и гайкой.
Гибочная машина содержит также гибочный модуль 27, образующий гибочную головку гибочной машины вместе с вышеуказанной линейкой 15 и складковыглаживающим элементом классического типа, не показанным на фигурах.
Гибочный модуль 27 содержит круглую плиту 28, объединенную с поворотным зубчатым венцом 29, имеющую вертикальную ось вращения (Z) и приводимую во вращение посредством шестерни 30, закрепленной на вертикально расположенном приводном валу электродвигателя 31.
Гибочный модуль также содержит полую вертикальную стойку 32, которая объединена с плитой 28 и на которой закреплен поперечный рычаг 33, представляющий собой вертикальную плиту.
Полая стойка 32 в области ее верхнего конца закрыта посредством круглой переходной плиты 34, на которой установлен выступающий вал 35, задающий ось (Z) гибки, для позиционирования гибочной оправки 36, через которую проходит осевое отверстие 37, выполненное с возможностью размещения в нем указанного вала.
Гибочная оправка 36, в частности показанная на фиг.6, представляет собой цилиндрический ролик, имеющий периферийную канавку 38 и выемку 39 L-образной формы сечения, образованную двумя перпендикулярными стенками 39а, 39b.
Гибочная оправка 36 дополнительно содержит Т-образную вертикальную щель, выходящую в область передней стенки 39b выемки 39 перпендикулярно поперечной оси (Y).
Кроме того, в гибочной оправке 36 выполнена также вертикальная сквозная щель 41 таким образом, чтобы она выходила в область вышеуказанной передней стенки 39b выемки 39.
Полая стойка 32 также имеет выемку 32а, такую же, как и в переходной плите 34, для обеспечения вертикальной направляющей для вертикального ряда из пяти зажимов 42-45, известных как противозажимы, каждый из которых имеет:
- переднюю поверхность, в которой выполнена полость 42с-45с для зажатия профилированной заготовки,
- две перпендикулярных задних поверхности, такие как 42а, 42b (см. фиг.7), придающие указанным противозажимам подходящую форму для вставки внутрь выемки 39 гибочной оправки 36, с расположением полости 42с-45с в виде неразрывного продолжения периферийной канавки 38 указанной гибочной оправки.
Кроме того, в задней поверхности 42b этих противозажимов 42-45, упирающейся в лицевую стенку 39b выемки 39, выполнена вертикальная щель 46, соответствующая Т-образной щели 40 указанной выемки.
Кроме того, контрзажим 45, расположенный на вершине вертикального ряда контрзажимов, представляет собой приемный блок, имеющий плоскую переднюю поверхность, в которой выполнена прямоугольная полость 45с, и несколько фиксирующих отверстий, таких как 47, которые выполнены с каждой стороны указанной полости и количество которых составляет, например, четыре.
Приемный блок 45 также содержит вертикальную сквозную щель 48, выходящую в полость 45с и выполненную в виде продолжения щели 41, выполненной в гибочной оправке 36.
Для перемещения вертикального ряда контрзажимов 42-45 для расположения этих контрзажимов в выемке 39 гибочной оправки 36, этот ряд упирается в концевой стопор 49, соединенный с гибочной оправкой посредством Т-образной линейки 50 с возможностью вставки в соответствующие щели 40, 46 указанной гибочной оправки и указанных контрзажимов, при этом указанная линейка действует как направляющий рельс и:
- объединена с задней поверхностью, такой как 42b, контрзажимов 42-45 посредством фиксирующих элементов, таких как винты,
- закреплена с возможностью скольжения внутри щели 40 гибочной оправки 36.
Это перемещение дополнительно осуществляется посредством реечно-шестеренной системы, имеющей:
- вертикально расположенную зубчатую рейку 51, к верхнему концу которой присоединен концевой стопор 49 и которая закреплена с возможностью скольжения в ползуне 52, объединенном со стойкой 32,
- шестерню 53, приводимую посредством электродвигателя 54.
Гибочный модуль также имеет вертикальный ряд зажимов 55-58, имеющих переднюю поверхность, в которой выполнена полость 55с-58с для зажатия комплементарного профилированного материала вместе с полостью 42с-45с одного из контрзажимов 42-45.
Напротив этой передней поверхности каждый зажим 55-58 имеет дополнительно плоскую заднюю поверхность, такую как 55а, в которой выполнена вертикальная щель 59.
Три верхних зажима 55-57 вертикального ряда зажимов расположены на одной линии и объединены, в области их задней поверхности 55а, с переходным блоком 60.
Четвертый зажим 58, расположенный в основании вертикального ряда зажимов, представляет собой держатель, выполненный с возможностью взаимодействия с приемным блоком 45 для зажатия профилированной заготовки и обеспечения возможности проведения операции резания.
Держатель 58 имеет плоскую переднюю поверхность, в которой выполнена прямолинейная полость 58с, комплементарная полости 45с приемного блока 45; кроме того, с каждой стороны указанной полости держатель 58 имеет фиксирующие штифты, такие как 61, выполненные с возможностью вставки в фиксирующие отверстия 47.
Держатель 58 дополнительно содержит вертикальную сквозную щель 62, выходящую в полость 58с и выполненную в той же вертикальной поперечной плоскости, что и щель 48, выполненная в приемный блоке 45.
Держатель 58 дополнительно присоединен посредством цилиндрических пружин, таких как 65, к переходному блоку 63, с которым объединен режущий нож 65, выполненный с возможностью:
- частичного вхождения внутрь щели 62 держателя 58, как показано на фиг.8, без выхода внутрь полости 58с, при растянутом состоянии пружин 64,
- вхождения внутрь соответствующих щелей 41, 48, 62 гибочной оправки 36, приемного блока 45 и держателя 62 заготовки, как показано на фиг.9, при сжатом состоянии пружин 64; в этом положении часть профилированной заготовки, зажатой в полостях 45с, 58с, срезается, и образовавшаяся стружка удаляется вовне гибочной оправки 36.
Эти зажимы 55-58 связаны со средствами смещения, выполненными с возможностью их размещения в:
- положении извлечения из противозажимов 42-45, обеспечивающем возможность замены профилированной заготовки, перемещения этой заготовки между двумя этапами гибки, выгрузки заготовки и т.д.,
- положении сопряжения одного из зажимов 55-58 с противозажимом 42-45, размещенным в выемке 39 гибочной оправки 36,
- положении дополнительного резания, в случае, если приемный блок 45 размещен в выемке 39 гибочной оправки 36 после сопряжения указанного приемного блока с держателем 58 оправки; в этом положении пружины 64 сжаты.
С этой целью данные средства смещения содержат первую вертикальную каретку, имеющую вертикальную плиту 70, соединенную с рамой 71 и закрепленную с возможностью скольжения по вертикальным рельсам 72, поддерживаемым посредством второй поперечной каретки, образованной брусьями 73, на которых закреплены указанные рельсы; указанная поперечная каретка закреплена с возможностью скольжения по поперечным рельсам 74, соединенным с передней поверхностью рамы 1.
Кроме того, перемещение вертикальной каретки 70, 71 осуществляется посредством реечно-шестеренной системы, имеющей:
- зубчатую рейку 75, которая расположена вертикально и к верхнему концу которой присоединена рама 71,
- шестерню, которая не показана на чертеже и приводится посредством электродвигателя 76.
Что касается поперечной каретки 72, 73, то она оснащена гайкой 77, взаимодействующей с поперечным винтом 78, приводимым во вращение посредством электроприводного узла с электродвигателем 79, шестернями 80, 81, ремнем, винтом 78 и гайкой 77.
Кроме того, органы управления электродвигателями 76, 79 предпочтительно являются взаимосвязанными.
Кроме того, плита 70 расширена посредством бокового вертикального крыла 70а для фиксации, на вертикальной каретке 70, 71, переходных блоков 60, 63, имеющих щели 60b, 63b для установки шпонок.
Следует отметить, что зажимы 55-58 и переходные блоки 60 также оснащены противолежащими щелями 59, 60а для объединения указанных зажимов с указанными переходными блоками.
Следует также отметить, что конструкция зажимов 55-58, противозажимов 42-45 и их крепежных средств придает зажимам модульность, обеспечивая возможность сборки и разборки различных моделей этих элементов.
Функционирование гибочной машины согласно настоящему изобретению при смене противозажимов и зажимов во время гибки трубы (Т) описано ниже со ссылками на фиг.10а-10d, начиная с показанного на фиг.10а положения, соответствующего завершающему этапу выполнения гибки.
Первый шаг включает в себя перевод вертикального ряда зажимов 55-58 в убранное положение посредством электродвигателей 76, 79 со связанными органами управления (фиг.10b).
Параллельно с этим (фиг.10b), путем приведения в действие электродвигателя 51 обеспечивается дополнительный поворот гибочной оправки 36 и противозажимов 42-45 на предварительно заданный угол. Этот дополнительный поворот имеет своей целью позиционирование гибочной оправки 36 и противозажимов 42-45 в таком угловом положении относительно трубы (Т), при котором указанная труба сможет быть легко выведена из зацепления с ними путем простого относительного перемещения указанной трубы и узла с гибочной оправкой 36/противозажимами 42-45.
Тем не менее, следует отметить, что аналогичный результат может быть получен путем оснащения гибочной машины средствами смещения трубы (Т) в двух направлениях вдоль поперечной оси (Y), или путем оснащения этой гибочной машины средствами смещения гибочного модуля 27 в двух направлениях вдоль поперечной оси (Y).
Следующий шаг, показанный на фиг.10с, представляет собой перемещение узла с гибочной оправкой 36/противозажимами 42-45 посредством приведения в действие электродвигателя 54, и это перемещение активируется, как описано выше.
После того, как выбран контрзажим, которым в данном примере является контрзажим 43, и этот контрзажим размещен в выемке 39 гибочной оправки 36, следующий шаг, как показано на фиг.10d, включает в себя:
- обеспечение инверсного поворота, на предварительно заданный угол, гибочной оправки 36 и противозажимов 42-45,
- перевод вертикального ряда зажимных блоков 55-58 в положение сопряжения зажима 56 с противозажимом 43.
Вышеописанные операции могут также быть осуществлены для обеспечения положения, показанного на фиг.10е, при котором приемный блок 45 и держатель 58 состыкованы и зафиксированы посредством фиксирующих штифтов 61, зажимая трубу (Т). Начиная с этого положения, дополнительное перемещение поперечной каретки 70, 71 приводит к сжатию пружин 64 и обеспечивает смещение режущего ножа 65, который срезает часть трубы (Т), с удалением образующейся стружки.
Следует отметить, что эти режущие операции возможны благодаря особой конструкции гибочной машины согласно настоящему изобретению, которая, в частности, обеспечивает возможность обеспечения сопряжения приемного блока 45 и держателя 58 заготовки и осуществление операции резания без необходимости в специальных средствах привода или управления.
Изобретение относится к устройству для гибки профилированных заготовок, таких как трубы. Устройство содержит по меньшей мере одну гибочную оправку (36) с центром на оси гибки, имеющую периферийную канавку, которая разделена выемкой, вертикальный ряд контрзажимов (42-45), каждый из которых содержит полость для зажатия профилированной заготовки и имеет форму, приспособленную для вставки в выемку каждой гибочной оправки (36), с полостью, вытянутой как неразрывное целое с периферийной канавкой указанной гибочной оправки; средства (51-53) для вертикального перемещения вертикального ряда контрзажимов (42-45), выполненные с возможностью перемещения указанного вертикального ряда вдоль оси, параллельной оси гибки. Также устройство содержит вертикальный ряд зажимов (55-58), содержащий полости, которые комплементарны полостям контрзажимов (42-45), и средства (70, 72-74, 76, 80, 81) для относительного перемещения узла, образованного гибочной оправкой (36), вертикальным рядом контрзажимов (42-45) и вертикальным рядом зажимов (55-58). В результате обеспечивается сокращение времени рабочего цикла. 2 н. и 10 з.п. ф-лы, 10 ил. 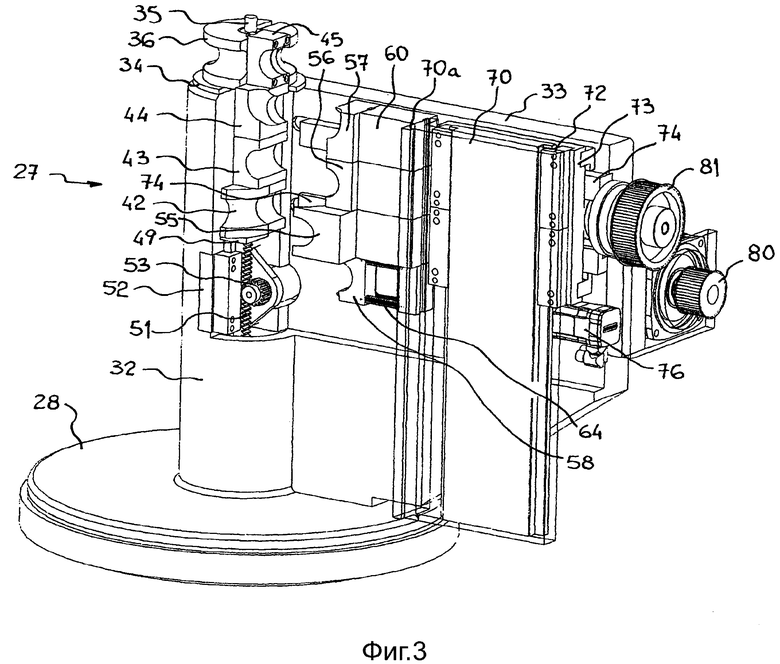
1. Устройство для гибки проходящих вдоль его продольной оси профилированных заготовок, содержащее
- по меньшей мере одну гибочную оправку, ориентированную вдоль оси гибки, перпендикулярной продольной оси профилированной заготовки, имеющую периферийную канавку, заканчивающуюся у выемки, расположенной в гибочной оправке,
- по меньшей мере два контрзажима, расположенные друг на друге, причем каждый контрзажим содержит зажимную полость для вставки профилированной заготовки и каждый из по меньшей мере двух контрзажимов содержит вставляемую часть, выполненную с возможностью вставки в выемку в каждой гибочной оправке, при этом зажимная полость проходит как продолжение периферийной канавки гибочной оправки, когда вставляемая часть вставлена в полость,
- средства вертикального смещения по меньшей мере двух контрзажимов, выполненные с возможностью перемещения этих по меньшей мере двух контрзажимов вдоль оси, параллельной оси гибки, для обеспечения возможности размещения каждого контрзажима в выемке гибочной оправки,
- по меньшей мере два зажима, расположенных друг на друге и содержащих полости, которые являются комплементарными полостям контрзажимов,
- узел относительного смещения, выполненный с возможностью линейного перемещения гибочной оправки по меньшей мере двух контрзажимов и по меньшей мере двух зажимов между закрытым положением, в котором один из по меньшей мере двух зажимов сопряжен с контрзажимом, размещенным в выемке гибочной оправки, и открытым положением, при котором по меньшей мере два контрзажима отведены от по меньшей мере двух зажимов,
- и узел вращения, выполненный с возможностью одновременного приведения во вращение по меньшей мере одной гибочной оправки, по меньшей мере двух контрзажимов и вертикального ряда зажимов вокруг оси гибки.
2. Устройство по п.1, в котором узел относительного смещения содержит первый подузел, выполненный с возможностью перемещения по меньшей мере двух зажимов относительно по меньшей мере двух контрзажимов.
3. Устройство по п.2, в котором первый подузел содержит часть поперечного смещения, выполненную с возможностью перемещения по меньшей мере двух зажимов вдоль поперечной оси, ортогональной продольной оси и оси гибки, и часть вертикального смещения, выполненную с возможностью перемещения по меньшей мере двух зажимов вдоль оси, параллельной оси гибки.
4. Устройство по п.3, в котором часть поперечного смещения и часть вертикального смещения приводятся в действие электродвигателями со связанным управлением.
5. Устройство по п.4, в котором первый зажим из по меньшей мере двух зажимов расположен на конце по меньшей мере двух зажимов, установленных один над другим, в котором первый контрзажим из по меньшей мере двух контрзажимов расположен на конце по меньшей мере двух контрзажимов, установленных один над другим, и в котором первый зажим содержит держатель заготовки, предназначенный для сопряжения с заготовкой на первом контрзажиме, при этом держатель заготовки имеет поперечное отверстие, проходящее в полость держателя заготовки, режущий элемент, размещенный в поперечном отверстии, и упругий элемент, соединенный с режущим элементом, при этом держатель заготовки предназначен для удержания режущего элемента в отведенном из полости держателя заготовки в положении отсутствия усилия, приложенного к упругому элементу, и смещения режущего элемента в активное режущее положение, в котором он выступает внутрь объема, ограниченного полостью держателя и полостью заготовки, когда к упругому элементу в сопряженном положении держателя заготовки и заготовки приложена сила.
6. Устройство по п.5, в котором упругий элемент проходит между держателем заготовки и узлом относительного смещения, часть поперечного смещения предназначена для сжатия упругого элемента, когда держатель заготовки сопряжен с заготовкой.
7. Устройство по п.2, которое содержит первую направляющую, проходящую параллельно оси гибки, при этом на первой направляющей расположены по меньшей мере два контрзажима, поперечный рычаг, вдоль которого проходит вторая направляющая, на которой расположены по меньшей мере два зажима, и стойку, центр которой находится на оси гибки и с концом которой интегрирована по меньшей мере одна гибочная оправка, при этом стойка интегрирована с плитой, установленной на узле вращения.
8. Устройство по п.3, которое содержит первую направляющую, приходящую параллельно оси гибки, при этом на первой направляющей расположены по меньшей мере два контрзажима, поперечный рычаг, вдоль которого проходит вторая направляющая, на которой расположены по меньшей мере два зажима, стойку, центр которой находится на оси гибки и с концом которой интегрирована по меньшей мере одна гибочная оправка, при этом стойка интегрирована с плитой, установленной на узле вращения.
9. Устройство по п.4, которое содержит первую направляющую, приходящую параллельно оси гибки, при этом на первой направляющей расположены по меньшей мере два контрзажима, поперечный рычаг, вдоль которого проходит вторая направляющая, на которой расположены по меньшей мере два зажима, и стойку, центр которой находится на оси гибки и с концом которой интегрирована по меньшей мере одна гибочная оправка, при этом стойка интегрирована с плитой, установленной на узле вращения.
10. Устройство по п.5, которое содержит первую направляющую, приходящую параллельно оси гибки, при этом на первой направляющей расположены по меньшей мере два контрзажима, поперечный рычаг, вдоль которого проходит вторая направляющая, на которой расположены по меньшей мере два зажима, и стойку, центр которой находится на оси гибки и с концом которой интегрирована по меньшей мере одна гибочная оправка, при этом стойка интегрирована с плитой, установленной на узле вращения.
11. Устройство по п.6, которое содержит первую направляющую, приходящую параллельно оси гибки, при этом на первой направляющей расположены по меньшей мере два контрзажима, поперечный рычаг, вдоль которого проходит вторая направляющая, на которой расположены по меньшей мере два зажима, и стойку, центр которой находится на оси гибки и с концом которой интегрирована по меньшей мере одна гибочная оправка, при этом стойка интегрирована с плитой, установленной на узле вращения.
12. Устройство для гибки проходящих вдоль его продольной оси профилированных заготовок, содержащее
по меньшей мере одну гибочную оправку, имеющую периферийную канавку, расположенную радиально вокруг оси гибки, ортогональной к продольной оси, при этом периферийная канавка заканчивается у вертикальной канавки, которая проходит в первом направлении, параллельном оси гибки,
первый вертикальный ряд зажимов, включая по меньшей мере два контрзажима, вертикально расположенных один над другим во втором направлении, параллельном оси гибки, при этом каждый из этих по меньшей мере двух контрзажимов содержит зажимную контрполость для приема профилированной заготовки и каждый из этих по меньшей мере двух контрзажимов имеет вставляемую часть, выполненную с возможностью вставки в вертикальную канавку, при этом зажимная контрполость проходит как продолжение периферийной канавки гибочной оправки, когда вставляемая часть вставлена в вертикальную канавку,
второй вертикальный ряд зажимов, содержащий по меньшей мере два зажима, расположенных один над другим в первом направлении, при этом эти по меньшей мере два зажима содержат зажимные полости, которые являются комплементарными зажимным контрполостям контрзажимов,
первый узел вертикального смещения, выполненный с возможностью перемещения первого вертикального ряда зажимов вперед и назад во втором направлении для позиционирования одного из по меньшей мере двух зажимов первого вертикального ряда в вертикальной канавке,
второй узел вертикального смещения, выполненный с возможностью перемещения второго вертикального ряда зажимов вперед и назад в первом направлении для позиционирования зажимной полости одного из по меньшей мере двух зажимов второго вертикального ряда напротив зажимной контрполости одного из по меньшей мере двух зажимов первого вертикального ряда в вертикальной канавке, и
узел вращения, выполненный с возможностью одновременного вращения по меньшей мере одной гибочной оправки, первого вертикального ряда зажимов и второго вертикального ряда зажимов вокруг оси гибки.
| Приспособление для определения количества, протекающего по трубопроводу пара или газа | 1929 |
|
SU16922A1 |
| Устройство для гибки заготовок в виде желоба | 1989 |
|
SU1606228A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЗАГОТОВОК | 1993 |
|
RU2043178C1 |
| СПОСОБ ГИБКИ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1991 |
|
RU2007241C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2000 |
|
RU2174885C1 |
| Режущая пластина | 1987 |
|
SU1459816A1 |

