Изобретение относится к обработке металлов давлением, а именно, к Оборудованию для раскаткн полых заготовок обечаек. По основному авт,св. № 956129 известен пресс для рйскатки обечаек содержащий станину, подвижную верхнюю траверсу с закрепленным на ней бойком, а также поворотную оправку который, снабжен механизмом зажима . обрабатываемой обечайки, выполненньм в виде сооснб расположеннйх на оправке и зафиксированных от провойота двух втулок, каждая из которых снабжена приводом перемещения вдоль оси оправки, размещенным в станине СП. . Недостатком данной конструкции является невозможность исправления торцовых искажений обечаек, так как боковые цилиндры служат только для привода боковых втулок вдоль оси оправки. Цель изобретения - расширение технологических возможностей пресса. Поставленная цель достигается тем, что в прессе для раскатки обечаек каждая.из втулок зажимного механизма вьшолнена с отверстием, ось которого параллельна оси оправки и снабжена размещённым в указанном отверстии подпружиненным бойком установленным с возможностью возвра .но-поступательного перемещения вдол оси оправки от привода перемещения втулок На чертеже показана схема предлагаемого пресса. Пресс содержит станину 1 с размещенными на ней рабочим цилиндром с плунжером 5. Плунжер 3 рабочего цилиндра 2 и плунжер 5 возвратных цилиндров 4 жестко соединены с подв ной траверсой 6. На станине 1 установлена оправка 7 с приводом 8 ее вращения. Пресс снабжен зажимным механизмом, состоящим из концентрич ко расположенных на оправке 7 двух втулок 9, зафиксированных от провор та на оправке 7 шпонкшчи 10. В каядои втулке 9 выполнены отверстия 11 и 12 с осями параллельными оси обечайки, и бойками 13 и 14 со штоками 15 и 16, расположенными в этих отверстиях. Бойки 13 и-14 фиксируются в и ходном положении пружина-ми 17. В станине 1 смонтированы цилиндры 18 со штоками 9, На втул9ках 9 выполнены выступы 20, через которые штоками 19 осуществляется отвод втулок 9. На траверсе 6 закреплен боек 21 для раскатки заготовки 22, Пресс работает следующим образом. Заготовка 22 одним из известных способов устанавливается на оправке 7 между втулками 9, которые в этот момент находятся на максималь-ном расстоянии от оси пресса. Подается жидкость под давлением в полость цилиндра 2, вследствии чего от плунжера 4 получает движение -траверса 6 с- закрепленным на ней бойком 21. Последний войдя в контакт с заготовкой 22, производит ее обжатие. После достижения требуемой степени обжатия заготовки 22 жидкость под давлением подается в полость возвратных цилиндров 4 : Плунжеры 5 и траверса 6 с бойком 21 поднимаются вверх, освобождая заготовку 22. Затем жидкость под давлением подается в рабочую полость цилиндров 18, переме щая штоки 19, которые, упираясь н торец втулки 9, перемешают последH,.;. к центру пресса, вследствие чего втулки 9 зажимают заготозку 22 с усилнам, которое развивается в цилиндрах. 18, От взаимодействия втулок 9 с заготовкой 22 возникают допо.пнительные силы трения, связывающие заготовку 22 с оправкой 7 и способствуюзцие повороту заготовки вместе с оправкой на требуег ый угол.Посредст Еом привода 8 зшоивводится/поворот оправки 7 с заготовкой 22 на требуемый угол .для следующего обжатия,, После поворота оправки 7. на требуе Ф1й угол жидкость под давлением подается в возвратную полость цилиндров 18, перемещая ютокл 19, которые, воздейстBJTCT через выступ 20 на втулки 9, перемещают последние от центра пресса, освобождая заготовку. На этом цикл: обжатие заготовки - подача заготовки на новое обжатие, заканчивается. Указанные цик,шз повторяются до тех . пор J пока обечайка не примет требуемые размеры, пос.пе чего обечайка снимается с оправки одним из известньгх способов. Но при ковке обечаек работа раскатного пресса по описанному циклу часто наруагается из-за неточностей reoMBTpH ecKiix размеров заготовки 22,
3n
поэтому необходимо останавливать процесс раскатки и осущестгзлять исправление дефектов геометрических форм, возникающих у обечайки при раскатке.
Одним нз распростране Ш 1х дефектов раскатываемой заготовки 22 являются различные ее искажения по торцам. В случае их возникновения вращением оправки 7 и втулок 9 заготовка 22 устанавливается таким образом, чтобы торцовое искажение находилось напротив одного из бойков 13 или 14, в данном случае напротив бойка 14. После этого подается жидкость в рабочую полость цилиндра 16. При этом шток цилиндра 19 перемещается и передает рабочее усилие через шток 16 на боек 14, а через него на торец заготовки 22. Противоположный торец заготовки опирается на гладкий участок втулки 9 и. в результате того, что опорные поверхности бойка 14 и
42794
втулки 9 различны, обжатие заготовки по торцу осуществляется со стороны бойка 14, торцовый дефект заготовки в этом месте исправляется. 5 Затем подается жидкость под давлением в возвратную полость боковых цш индров 18 и штока 19. Взаимодействуя с выступом 20, отводят втулки от центра пресса в исходное положение. При этом боек 14 под действием пружины 15 тоже устанавливается в исходное положение. После чего снова, прокручиваяоправку 7 с различной возвратно-поступательной скоростью,
5 устанавливаем новый участок торца заготовки с дефектом перед требуемым бойком 14 или 14 для его дальнейшего исправления.
Изобретение по сравнению с базовым
20 объектом позволяет добиться исправления торцовых дефектов, заготовки, в результате чего обладает расширенными технологическими возможностями.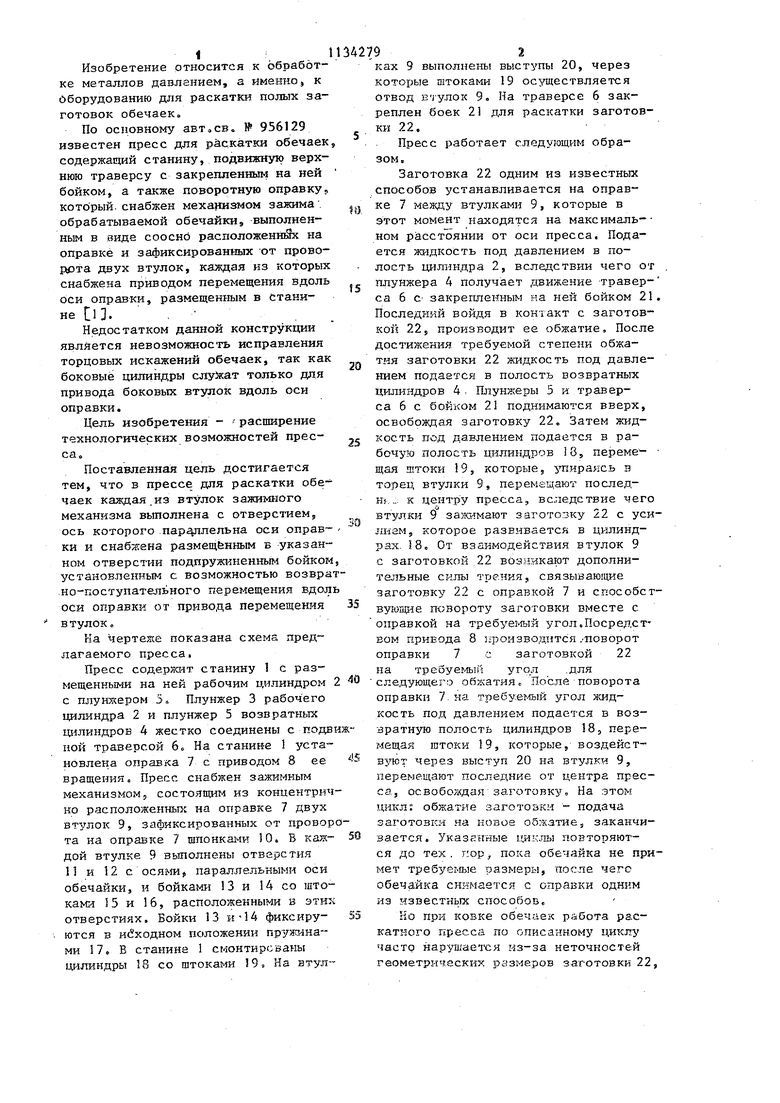
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для раскатки обечаек | 1980 |
|
SU956129A1 |
| Пресс для кузнечной раскатки | 1984 |
|
SU1278093A1 |
| Устройство для раскатки изделий вне зоны пресса | 1985 |
|
SU1402401A1 |
| Устройство для ковки | 1985 |
|
SU1389921A1 |
| Пресс для раскатки обечаек | 1975 |
|
SU937230A2 |
| Пресс для раскатки обечаек | 1979 |
|
SU876248A1 |
| Способ раскатки обечаек и устройство для его осуществления | 1979 |
|
SU824537A1 |
| Пресс для раскатки обечаек | 1981 |
|
SU1015538A2 |
| Устройство к прессу для раскатки крупногабаритных колец | 1987 |
|
SU1493377A1 |
| Инструмент для ковки | 1975 |
|
SU592506A1 |
ПРЕСС ДЛЯ РАСКАТКИ ОБЕЧАЕК по авт.св. № 956129, отличающийся тем, что, с целью расширения технологических возможностей, каждая из втулок зажимного механизма выполнена с отверстием, ось которого нараллельна оси оправки и снабжена размещенным в указанном отверстии лодпр жиненнь м бойком, установленным с возможностью возвратно-поступательного перемещения вдоль оси оправки от привода перемещения втулок. (« f7 гв тт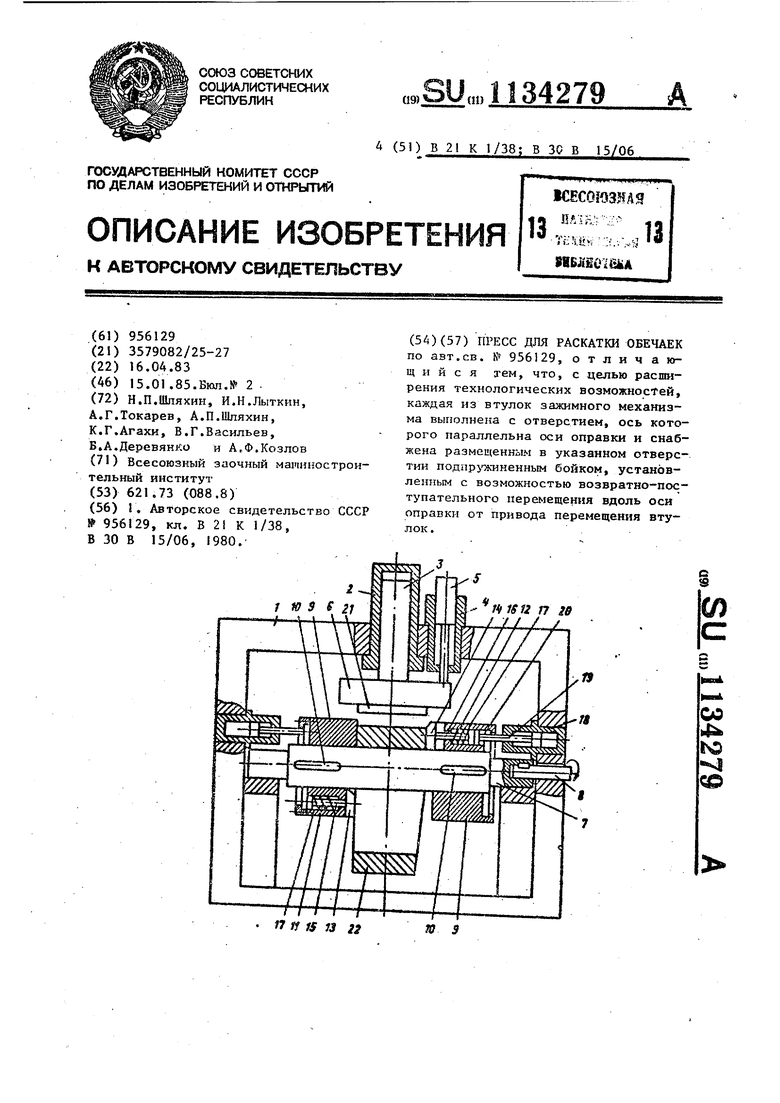
| I | |||
| Пресс для раскатки обечаек | 1980 |
|
SU956129A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
