(Л
со оо со со
ND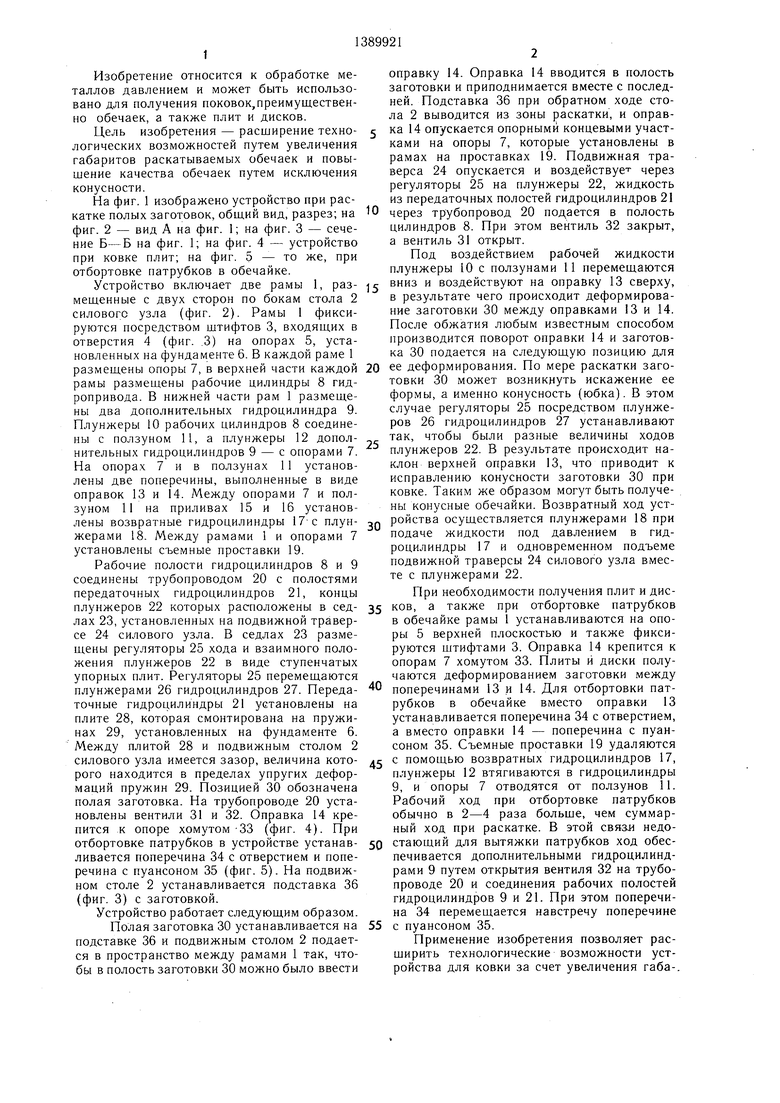
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскатки изделий вне зоны пресса | 1985 |
|
SU1402401A1 |
| Пресс для раскатки обечаек | 1983 |
|
SU1134279A2 |
| Пресс для раскатки обечаек | 1981 |
|
SU1015538A2 |
| Гидравлический пресс | 1973 |
|
SU424738A1 |
| Пресс для раскатки обечаек | 1988 |
|
SU1620201A1 |
| Пресс для кузнечной раскатки | 1984 |
|
SU1278093A1 |
| Вертикальный гидравлический пресс для ковки на оправке обечаек | 1984 |
|
SU1155465A1 |
| КОВОЧНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2592710C2 |
| Пресс для раскатки обечаек | 1979 |
|
SU820071A1 |
| Устройство к прессу для изготовления крупногабаритных колец | 1987 |
|
SU1489920A1 |
Изобретение относится к обработке металлов давлением, в частности к устройству для ковки, и может быть использовано для получения поковок обечаек, а также плит и дисков. Цель - расширение технологических возможностей устройства для ковки и повышение качества изделий. Для этого устройство снабжено регулятором 25 наклона поперечин. Последние установлены в рабочей зоне силового узла. Имеются также дополнительные гидроци,яиндры 9, установленные в опорах нижних поперечин. Устройство позволяет расширить типоразмеры раскатываемых обечаек, выравнить их конусность при раскатке. 5 ил.
.
28 23
5
игЛ
Изобретение относится к обработке металлов давлением и может быть использовано для получения поковок,преимуш,ествен- но обечаек, а также плит и дисков.
Цель изобретения - расширение техно- 5 логических возможностей путем увеличения габаритов раскатываемых обечаек и повышение качества обечаек путем исключения конусности.
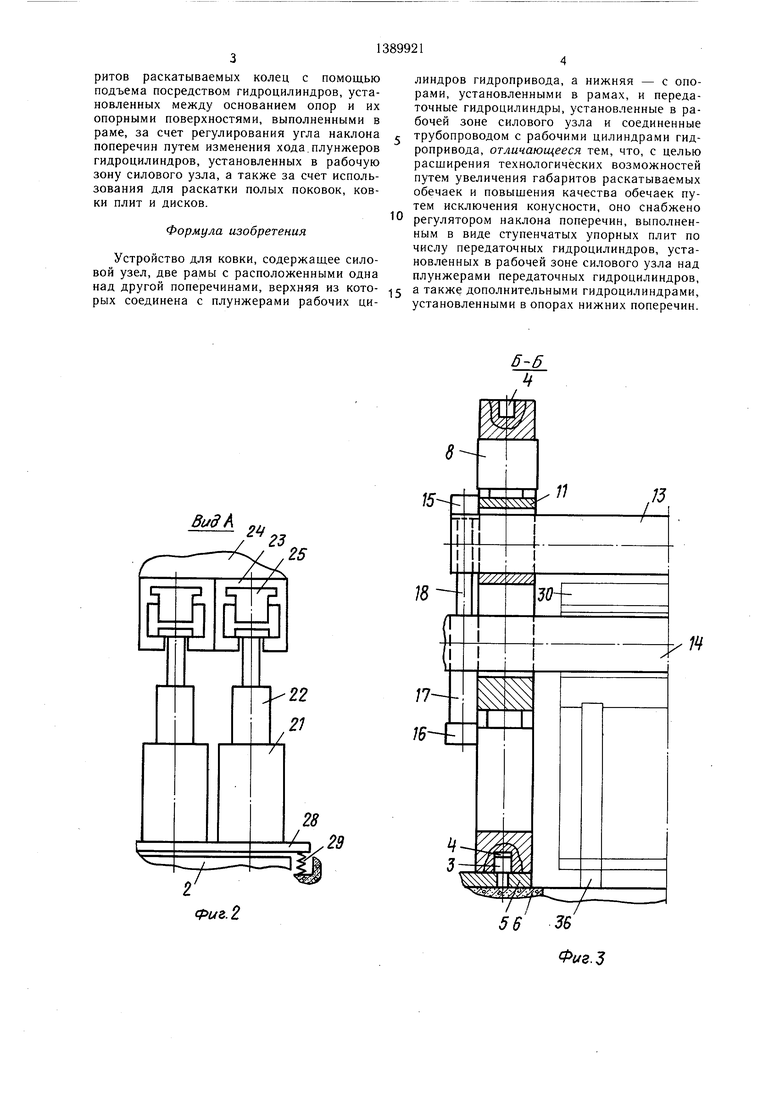
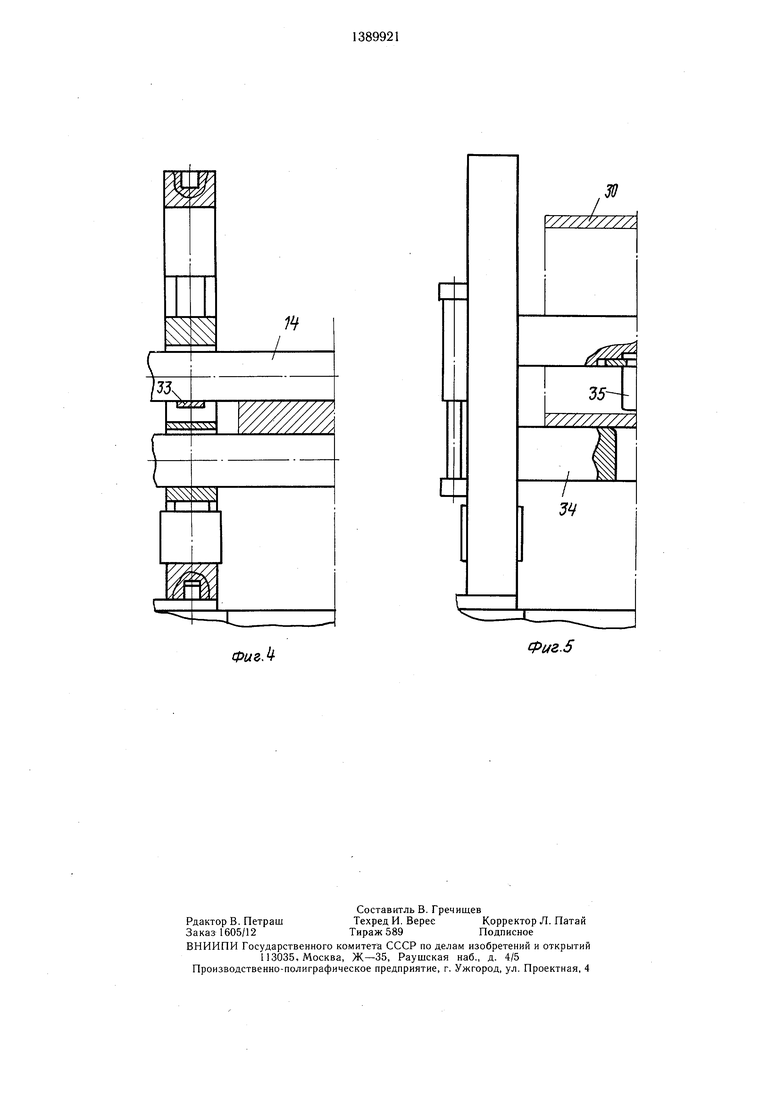
На фиг. 1 изображено устройство при раскатке полых заготовок, общий вид, разрез; на О фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - устройство при ковке плит; на фиг. 5 то же, при отбортовке патрубков в обечайке.
оправку 14. Оправка 14 вводится в полость заготовки и приподнимается вместе с последней. Подставка 36 при обратном ходе стола 2 выводится из зоны раскатки, и оправка 14 опускается опорными концевыми участками на опоры 7, которые установлены в рамах на проставках 19. Подвижная траверса 24 опускается и воздействует через регуляторы 25 на плунжеры 22, жидкость из передаточных полостей гидроцилиндров 21 через трубопровод 20 подается в полость цилиндров 8. При этом вентиль 32 закрыт, а вентиль 31 открыт.
Под воздействием рабочей жидкости плунжеры 10 с ползунами 11 перемеш,аются
Устройство включает две рамы 1, раз-15 воздействуют на оправку 13 сверху,
мешенные с двух сторон по бокам стола 2в результате чего происходит деформировасилового узла (фиг. 2). Рамы 1 фикси-ние заготовки 30 между оправками 13 и 14.
руются посредством штифтов 3, входяш.их вПосле обжатия любым известным способом
отверстия 4 (фиг. 3) на опорах 5, уста-производится поворот оправки 14 и заготовновленных на фундаменте 6. В каждой раме 1ка 30 подается на следуюшую позицию для
размеш,ены опоры 7, в верхней части каждой20 ее деформирования. По мере раскатки загорамы размешены рабочие цилиндры 8 гид-товки 30 может возникнуть искажение ее
ропривода. В нижней части рам 1 размеще-формы, а именно конусность (юбка). В этом
ны два дополнительных гидроцилиндра 9.случае регуляторы 25 посредством плунжеПлунжеры 10 рабочих цилиндров 8 соедине-ров 26 гидроцилиндров 27 устанавливают
ны с ползуном 11, а плунжеры 12 допол-- так, нительных гидроцилиндров 9 - с опорами 7.
На опорах 7 и в ползунах 11 установлены две поперечины, выполненные в виде оправок 13 и 14. Между опорами 7 и ползуном 11 на приливах 15 и 16 установлены возвратные гидроцилиндры 17-с плуп- о жерами 18. Между рамами 1 и опорами 7 установлены съемные проставки 19.
Рабочие полости гидроцилиндров 8 и 9 соединены трубопроводом 20 с полостями передаточных гидроцилиндров 21, концы плунжеров 22 которых расположены в сед- 35 лах 23, установленных на подвижной траверсе 24 силового узла. В седлах 23 размещены регуляторы 25 хода и взаимного положения плунжеров 22 в виде ступенчатых упорных плит. Регуляторы 25 перемешаются
чтобы были разные величины ходов плунжеров 22. В результате происходит наклон верхней оправки 13, что приводит к исправлению конусности заготовки 30 при ковке. Таким же образом могут быть получены конусные обечайки. Возвратный ход устройства осушествляется плунжерами 18 при подаче жидкости под давлением в гидроцилиндры 17 и одновременном подъеме подвижной траверсы 24 силового узла вместе с плунжерами 22.
При необходимости получения плит и дисков, а также при отбортовке патрубков в обечайке рамы 1 устанавливаются на опоры 5 верхней плоскостью и также фиксируются штифтами 3. Оправка 14 крепится к опорам 7 хомутом 33. Плиты и диски получаются деформированием заготовки между
плунжерами 26 гидроцилиндров 27. Переда- поперечинами 13 и 14. Для отбортовки пат- точные гидроцилиндры 21 установлены нарубков в обечайке вместо оправки 13
плите 28, которая смонтирована на пружинах 29, установленных на фундаменте 6. Между плитой 28 и подвижным столом 2 силового узла имеется зазор, величина которого находится в пределах упругих деформаций пружин 29. Позицией 30 обозначена полая заготовка. На трубопроводе 20 установлены вентили 31 и 32. Оправка 14 крепится к опоре хомутом-33 (фиг. 4). При отбортовке патрубков в устройстве устанавливается поперечина 34 с отверстием и поперечина с пуансоном 35 (фиг. 5). На подвижном столе 2 устанавливается подставка 36 (фиг. 3) с заготовкой.
Устройство работает следующим образом. Полая заготовка 30 устанавливается на подставке 36 и подвижным столом 2 подается в пространство между рамами 1 так, чтобы в полость заготовки 30 можно было ввести
устанавливается поперечина 34 с отверстием, а вместо оправки 14 - поперечина с пуансоном 35. Съемные проставки 19 удаляются
Д5 с помощью возвратных гидроцилиндров 17, плунжеры 12 втягиваются в гидроцилиндры 9, и опоры 7 отводятся от ползунов 11. Рабочий ход при отбортовке патрубков обычно в 2-4 раза больше, чем суммарный ход при раскатке. В этой свяаи недо50 стаюший для вытяжки патрубков ход обеспечивается дополнительными гидроцилиндрами 9 путем открытия вентиля 32 на трубопроводе 20 и соединения рабочих полостей гидроцилиндров 9 и 21. При этом поперечина 34 перемещается навстречу поперечине
55 с пуансоном 35.
Применение изобретения позволяет расширить технологические возможности устройства для ковки за счет увеличения габа-.
оправку 14. Оправка 14 вводится в полость заготовки и приподнимается вместе с последней. Подставка 36 при обратном ходе стола 2 выводится из зоны раскатки, и оправка 14 опускается опорными концевыми участками на опоры 7, которые установлены в рамах на проставках 19. Подвижная траверса 24 опускается и воздействует через регуляторы 25 на плунжеры 22, жидкость из передаточных полостей гидроцилиндров 21 через трубопровод 20 подается в полость цилиндров 8. При этом вентиль 32 закрыт, а вентиль 31 открыт.
Под воздействием рабочей жидкости плунжеры 10 с ползунами 11 перемеш,аются
воздействуют на оправку 13 сверху,
ров 26 гидроцилиндров 27 устанавливают
так,
чтобы были разные величины ходов плунжеров 22. В результате происходит наклон верхней оправки 13, что приводит к исправлению конусности заготовки 30 при ковке. Таким же образом могут быть получены конусные обечайки. Возвратный ход устройства осушествляется плунжерами 18 при подаче жидкости под давлением в гидроцилиндры 17 и одновременном подъеме подвижной траверсы 24 силового узла вместе с плунжерами 22.
При необходимости получения плит и дисков, а также при отбортовке патрубков в обечайке рамы 1 устанавливаются на опоры 5 верхней плоскостью и также фиксируются штифтами 3. Оправка 14 крепится к опорам 7 хомутом 33. Плиты и диски получаются деформированием заготовки между
поперечинами 13 и 14. Для отбортовки пат- рубков в обечайке вместо оправки 13
поперечинами 13 и 14. Для отбортовки пат- рубков в обечайке вместо оправки 13
устанавливается поперечина 34 с отверстием, а вместо оправки 14 - поперечина с пуансоном 35. Съемные проставки 19 удаляются
с помощью возвратных гидроцилиндров 17, плунжеры 12 втягиваются в гидроцилиндры 9, и опоры 7 отводятся от ползунов 11. Рабочий ход при отбортовке патрубков обычно в 2-4 раза больше, чем суммарный ход при раскатке. В этой свяаи недостаюший для вытяжки патрубков ход обеспечивается дополнительными гидроцилиндрами 9 путем открытия вентиля 32 на трубопроводе 20 и соединения рабочих полостей гидроцилиндров 9 и 21. При этом поперечина 34 перемещается навстречу поперечине
с пуансоном 35.
Применение изобретения позволяет расширить технологические возможности устройства для ковки за счет увеличения габа-.
ритов раскатываемых колец с помощью подъема посредством гидроцилиндров, установленных между основанием опор и их опорными поверхностями, выполненными в раме, за счет регулирования угла наклона поперечин путем изменения хода.плунжеров гидроцилиндров, установленных в рабочую зону силового узла, а также за счет использования для раскатки полых поковок, ковки плит и дисков.
Формула изобретения
Устройство для ковки, содержащее силовой узел, две рамы с расположенными одна над другой поперечинами, верхняя из которых соединена с плунжерами рабочих циBuff А
П
П
22 21
(.2
линдров гидропривода, а нижняя - с опорами, установленными в рамах, и передаточные гидроцилиндры, установленные в рабочей зоне силового узла и соединенные трубопроводом с рабочими цилиндрами гидропривода, отличающееся тем, что, с целью расщирения технологических возможностей путем увеличения габаритов раскатываемых обечаек и повыщения качества обечаек путем исключения конусности, оно снабжено регулятором наклона поперечин, выполненным в виде ступенчатых упорных плит по числу передаточных гидроцилиндров, установленных в рабочей зоне силового узла над плунжерами передаточных гидроцилиндров, 5 а также дополнительными гидроцилиндрами, установленными в опорах нижних поперечин.
0
П
ФигЛ
I
//// /////А
35I J4/
Фиг. 5
| Гидравлический ковочный пресс | 1975 |
|
SU530725A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
