(54) ПРЕСС ДЛЯ РАСКАТКИ ОБЕЧАЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для раскатки обечаек | 1983 |
|
SU1134279A2 |
| Пресс для раскатки обечаек | 1979 |
|
SU795714A1 |
| Пресс для кузнечной раскатки | 1984 |
|
SU1278093A1 |
| Способ раскатки обечаек и устройство для его осуществления | 1979 |
|
SU824537A1 |
| Пресс для раскатки обечаек | 1975 |
|
SU567532A1 |
| Пресс для раскатки обечаек | 1975 |
|
SU527307A1 |
| Устройство для раскатки изделий вне зоны пресса | 1985 |
|
SU1402401A1 |
| Пресс для раскатки обечаек | 1979 |
|
SU876248A1 |
| Устройство к прессу для расковки крупных обечаек | 1986 |
|
SU1428528A1 |
| Гидравлический пресс | 1973 |
|
SU424738A1 |
Изобретение относится к области о&I работки металлов аавпениа {, а именно к прессам, используемым для раскатки обечаек,
Известен гидравлический пресс для раскатки обечаек, содержащий станину, noj вижную верхнюю траверсу с закреппейяым на ней бойком, а также поворотную оправку . . .
Недостатком известного пресса являет-ijj ся то, что оправка имеет сцепление с обечайкой при подаче последней на следующе1е обжатие только за счет сип тр&ния, величина которых зависит от веса обечайки и коэффициента трения между обечайкой и оправкой. Это ограничивает степень обжатия условиями захвата обечайки оправкой. Кроме того, имеет место возможность проскальзывания оправки относительно обечайки. В результате 20 снижается производительность работы Пресса при раскатке, находящаяся э прямой заБВсимости от степени обжатия обеч&йки при единичном «оде пресса.
Цель изобретения - повышение производительности работы пресса.
Цель достигается тем, что пресс для раскатки обечаек, содержащий станину, подвижную верхнюю траверсу с закрепленным на ней бойком, а также поворотную оправку, снабжен механизмом зажима об; рабатываемой обечайки, выполненным в Bwe соосно расположенных на оправке и зафиксированных от проворота двух втулок, камсдая из которых снабжена приводом перемещения вдоль оси оправки, размещенным в станине.
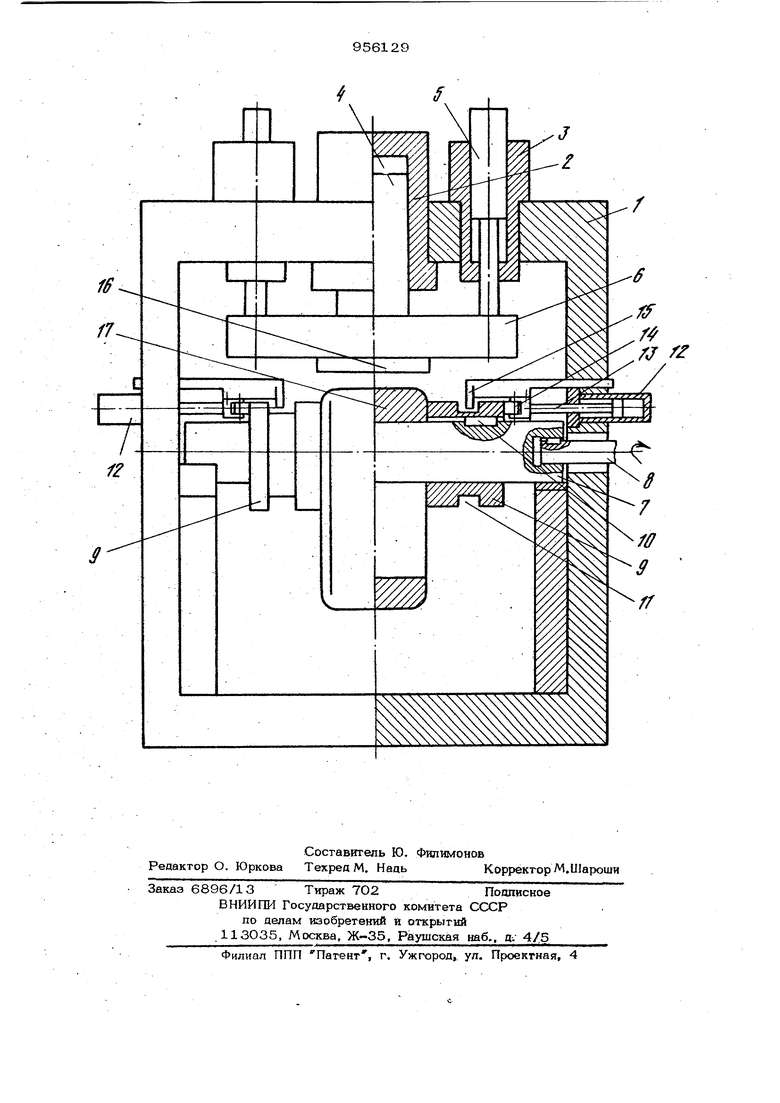
На чертеже изображен предлагаемый пресс.
Пресс содержит станину 1 с размещенными на ней рабочим 2 и возвратным 3 цилиндрами. Плунжер 4 рабочего цилиндра 3 и плунжеры 5 возвратных цилиндров 3 жестко. соединены с подвижной травер-. сой 6. На станине 1 установлена оправка 7 с приводом 8 ее вращения. Пресс снабжен зажимным механизмом, состоящим из двух концентрично расположенных на оправке 7 втулок 9, зафиксированных от проворота на оправке 7 шпонкой 10. В каждой втулке 9 выполнена кольцевая проточка 11. В станине 1 смонтированы цилиндры 12 со штоками 13. На штоке 13 закреплен ролик 14 и фиксатор 15, фиксатор 15 одним концом размещен в кольцевой проточке 11, а другим - ; в станине 1. На траверсе 6 закреплен боек 16.. Работа пресса осуществляется в следующей последовательности. Заготовка 17 одним из известных спо собов устанавливается на оправке 7 меж втулками 9, которые в этот момент находятся на максимальном расстоянии от пресса.. После этого. подается жидкость под давлением в полость цилиндра 2, вследствие чего от плунжера 4 получает движение траверса 6 с закрепленным на ней бойком 16. Боек 16, войдя в кон такт с заготовкой 17, производит ее обжатие. После достижения требуемой ст пени обжатия заготовки 17 подается жидкость под давлением в полость возвратных цилиндров 3. Плунжеры 5 к вме те с ним траверса 6 с бойком 16 подни маются вверх /освобождая заготовку 17 Затем жищсость под давлением подается в рабочую полость цилиндров 12, перемещая штоки 13, которые посредством роликов 14 перемещают втулки 9 к центру пресса, вследствие чего втулки 9 зажимают заготовку 17с усилием, которое развивают цилиндры 12. От взаимодействия втулок 9 с заготовкой 17 воз никают дополнительные сильк трения, свя зывающие заготовку 17с оправкой 7 и тем самым способствующие повороту заготовки вместе с оправкой на требуемый угол. Посредством привода 8 произОДИТСЯ поворот оправки 7 с заготовкой 7 на требуемый угол для следующего обжатия. Ролик 14 способствует снижению силы трения при движении втулки 9 относительно штока 13. После поворота оправки 7 на требуемый угол жидкость под давлением . подается в возвратную по-. лость цилиндров 12, перемещая штоки 13, которые посредством фиксаторов 15 перемещают втулки 9 от центра пресса, освобояадая заготовку. На этом цикл обжатие заготовки-подача заготовки на новое обжатие заканчивается. Указанные циклы повторяются до тех пор, пока обечайка не примет требуемые размеры, после чего обечайка снимаете с оправки одним из известных способов. Изобретение позволяет повысить производительность работы пресса при раокатке обечаек. Формула изобретения. Пресс для раскатки обечаек, содержащий станину, подвижную верхнюю траверсу с закрепленным на ней бойком, а гакже поворотную оправку, отличающийся ,тем, что, с целью повышения производительности работы, он снабжен механизмом зажима обрабатываемой обечайки, выполненным в виде соосно расположенных на оправке и зафиксированных от проворота двух втулок, каждая из которых снабжена приводом перемещения вдоль оси оправки, размещенным в станине. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 424738, кл. В ЗО В 15/06, 1973 (прототип).
