Й7
If 21 в
1 3
9 9
LL
11
К5
00 сл
4 4
8 16 1712 12 В 19 9аг.1
1142
Изобретение относится к сварочной TJexitUKe, а именно к устройствам горелок для сварки неплавящимся элект-i родом в защитных газах дугой косвенного действия.
Цель изобретения - уменьшение габаритов горелки и расхода защитного газа.
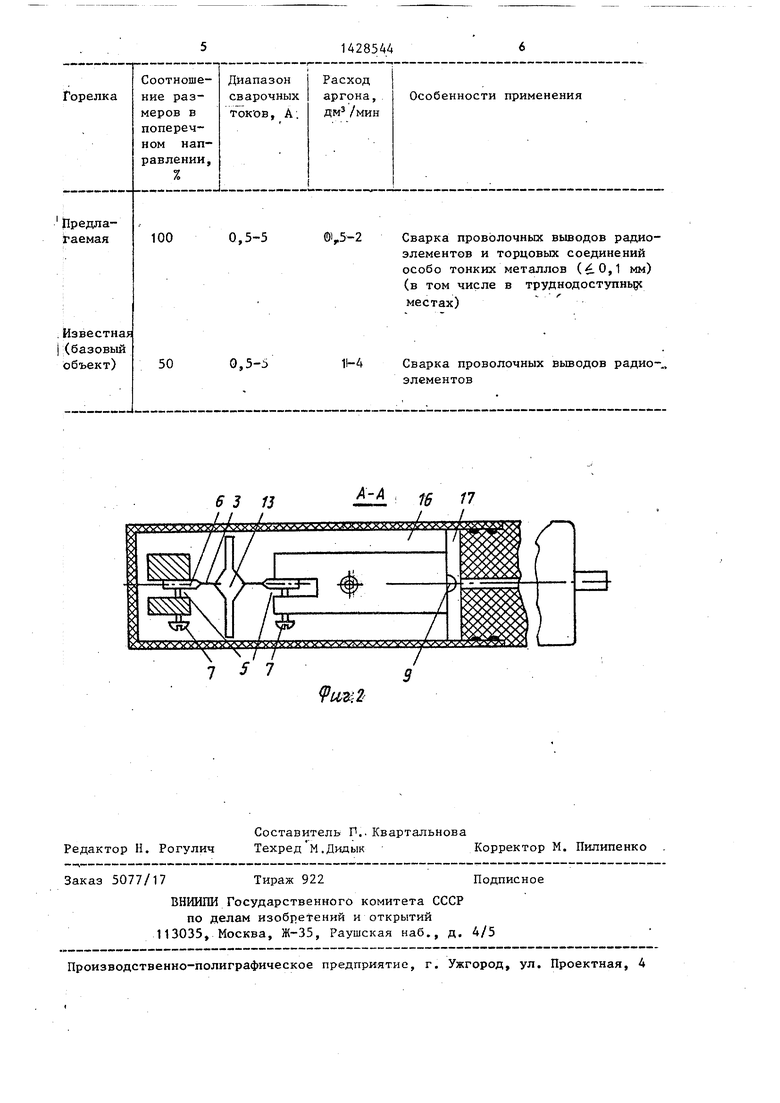
пластинам 1 и 2. Защитная камера сообщается через конструктивный зазор 16 (между пластинами 1 и 2 и кожухом 10) с полостью 17, выполненной в рукояти горелки. Полость 17 соединена каналом 18 с газоподводя- щёй трубкой 19.
Рукоять 11 горелки выполнена из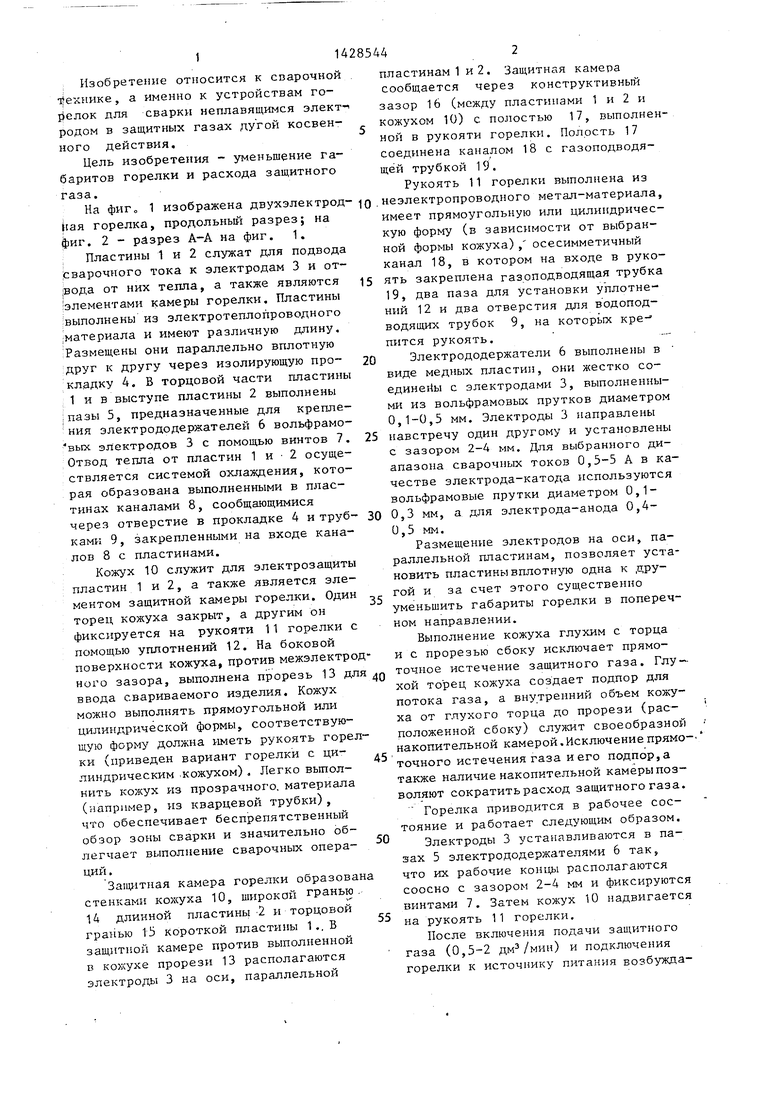
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухэлектродная горелка | 1983 |
|
SU1123808A1 |
| Двухэлектродная горелка | 1986 |
|
SU1412899A1 |
| Горелка для дуговой сварки в защитных газах (ее варианты) | 1984 |
|
SU1175642A1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2047440C1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1074679A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1975 |
|
SU550249A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1986 |
|
SU1375419A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1979 |
|
SU782970A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
Изобретение относится к сварочной технике, а именно к устройствам горелок для сварки негшавящимся электродом в защитных газах дугой косвенного действия. Цель изобретения - уменьшение габаритов горелки и расхода защитного газа. Размещение электродов 3 на оси, параллельной пластинам 1 и 2, позволяет установить пластины I и 2 вплотную одна к, другой и тем существенно уменьшить габариты горелки в поперечном направлении. Выполнение кожуха 10 глухим с торца и с прорезью сбоку исключает прямоточное истечение защитного газа. Глухой торец кожуха 10 создает подпор для потока газа, а внутренний объем кожуха служит накопительной камерой. Исключение прямоточного истечения газа и его подпор, а также наличие накопительной камеры позволяет сократить расход защитного газа. 2 ил,, 1 табл. с « (/; с
На фиГо 1 изображена двухэлектрод--JQ кеэлектропроводного метал-материала,
Пая горелка, продольнь разрез; на фиг. 2 - рАзрез А-А на фиг. 1.
Пластины 1 и 2 служат для подвода сварочного тока к электродам 3 и от- вода от них тепла, а также являются ;элементами камеры горелки. Пластины выполнены из электротеплопроводного :материала и имеют различную длину. :Размещены они параллельно вплотную друг к другу через изолирующую прокладку 4. В торцовой части пластины 1 и в выступе пластины 2 выполнены ;пазы 5, предназначенные для крепления электрододержателей 6 вольфрамо- вых электродов 3 с помощью винтов 7. Отвод тепла от пластин 1 и 2 осуществляется системой охлаждения, которая образована выполненными в пластинах каналами 8, сообщающимися через отверстие в прокладке 4 и трубками 9, закрепленными на входе каналов В с пластинами.
Кожух 10 служит для электрозащиты пластин 1 и 2, а также является элементом защитной камеры горелки. Один торец кожуха закрыт, а другим он фиксируется на рукояти 11 горелки с помощью уплотнений 12. На боковой поверхности кожуха, против межэлектроднего зазора, выполнена прорезь 13 для д точное истечение защитного газа. Глу -
ввода свариваемого изделия. Кожух можно выполнять прямоугольной или цилиндрической формы, соответствующую форму должна viMeTb рукоять горелки (приведен вариант горелки с цилиндрическим .кожухом) , Легко вьшол- нить кожух из прозрачного, материала (например, из кварцевой трубки), что обеспечивает беспрепятственный обзор зоны сварки и значительно облегчает выполнение сварочных операций .
Защитная камера горелки образована стенками кожуха Ю, широкой гранью. 14 длинной пластины 2 и торцовой гра11ью 15 короткой пластины 1., В защитной камере против выполненной в кожухе прорези 13 располагаются электроды 3 на оси, параллельной
45
50
55
хои торец кожуха создает подпор для потока газа, а внутренний объем кожуха от глухого торца до прорези (расположенной сбоку) служит своеобразной накопительной камерой.Исключение прямо- точного истечения газа и его подпор, а также наличие накопительной камеры позволяют сократить расход защитного газа.
Горелка приводится в рабочее состояние и работает следующим образом.
Электроды 3 устанавливаются в пазах 5 электрододержателями 6 так, что их рабочие конн. располагаются соосно с зазором 2-4 мм и фиксируются винтами 7. Затем кожух 10 надвигается на рукоять 11 горелки.
После включения подачи защитного газа (0,5-2 ) и подключения горелки к источнику питания возбуждаимеет прямоугольную или цилиндрическую форму (в зависимости от выбранной формы кожуха) , осесимметичный канал 18, в котором на входе в руко5 ять закреплена газрподводящая трубка 19, два паза для установки уплотнений 12 и два отверстия для водопод- водящих трубок 9, на которьк кре- пится рукоять.
0 Электрододержатели 6 выполнены в виде медных пластин, они жестко со- единейы с электродами 3, выполненными из вольфрамовых прутков диаметром 0,1-0,5 мм. Электроды 3 направлены
5 навстречу один другому и установлены с зазором 2-4 мм. Для выбранного диапазона сварочных токов 0,5-5 А в качестве электрода-катода используются вольфрамовые прутки диаметром 0,10 0,3 мм, а для электрода-анода 0,4- 0,5 мм.
Размещение электродов на оси, параллельной пластинам, позволяет установить пластины вплотную одна к другой и за счет этого существенно уменьшить габариты горелки в поперечном направлении.
Выполнение кожуха глухим с торца и с прорезью сбоку исключает прямо5
5
0
5
хои торец кожуха создает подпор для потока газа, а внутренний объем кожуха от глухого торца до прорези (расположенной сбоку) служит своеобразной накопительной камерой.Исключение прямо- точного истечения газа и его подпор, а также наличие накопительной камеры позволяют сократить расход защитного газа.
Горелка приводится в рабочее состояние и работает следующим образом.
Электроды 3 устанавливаются в пазах 5 электрододержателями 6 так, что их рабочие конн. располагаются соосно с зазором 2-4 мм и фиксируются винтами 7. Затем кожух 10 надвигается на рукоять 11 горелки.
После включения подачи защитного газа (0,5-2 ) и подключения горелки к источнику питания возбужда31428544
rcjT сварочная дуга осциллятором или
со ла ри но ва ме жу дл пр
замыканием дугового промежутка графитовым карандашом. Величину сварочного тока устанавливают в зависимост от типа соединения и толщины (диамет та) свариваемого металла. Горелкой можно выполнять торцовые соединения тонколистовых металлов и проволочных выводов. При выполнении торцового соединения под собранные под сварку листы перемещают в прорези кожуха (чаще перемещают горелку относительн листов) так, чтобы подлежащие сварке кромки постоянно находились в зоне действия дуги. Использование прозрачного кожуха позволяет оператору наблюдать за формированием сварочного шва. Особое значение это имеет при выполнении сварки вручную, когда one ратор после возбуждения дуги наводит сварочную ванну, т.е. формирует единую для обеих кромок каплю жидкого металла за счет их расплавления. Сформировав.сварочную ванну, он на протяги-вдоль
линии шва. При этом скорость перемещения горелки корректируется .оператором так, чтобы обеспечить нормальное формирование шва.
Сварка проволочных выводов осуществляется аналогично, с той лишь разницей, что сразу после сформирования единой для проводов капли жидког металла они выводятся из зоны действия дуги.
чинает перемещать горелку, вая каплю жидкого металла
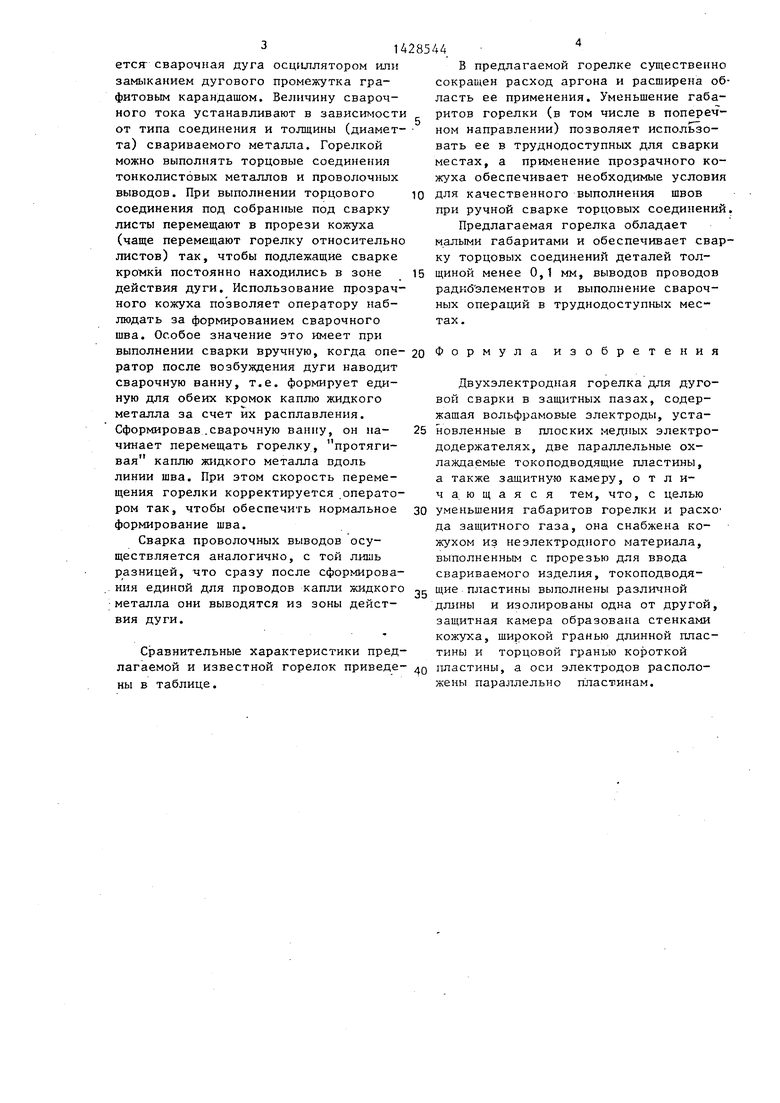
С завнительные характеристики предлагаемой и известной горелок приведе- о ны в таблице.
В предлагаемой горелке существенно сокращен расход аргона и расширена область ее применения. Уменьшение габаритов горелки (в том числе в поперечном направлении) позволяет использовать ее в труднодоступных для сварки местах, а применение прозрачного кожуха обеспечивает необходимые условия для качественного выполнения швов при ручной сварке торцовых соединений.
Предлагаемая горелка обладает малыми габаритами и обеспечивает сварку торцовых соединений деталей толщиной менее О,1 мм, выводов проводов радиб элементов и выполнение сварочных операций в труднодоступных местах.
Формула изобретения
Двухэлектродная горелка для дуговой сварки в защитных пазах, содержащая вольфрамовые электроды, установленные в плоских медных электро- додержателях, две параллельные охлаждаемые токоподводящие пластины, а также защитную камеру, о т л и- ч а. ю щ а я с я тем, что, с целью уменьшения габаритов горелки и расхо да защитного газа, она снабжена кожухом из неэлектродного материала, выполненным с прорезью для ввода свариваемого изделия, токоподводя- щие пластины выполнены различной
длины и изолированы одна от другой, защитная камера образована стенками кожуха, широкой гранью длинной пластины и торцовой гранью короткой пластины, а оси электродов расположены параллельно пластинам.
орелка
Соотношение размеров в поперечном направлении.
Диапазон сварочных ток ов, А.
14285W
Расход аргона, дм /мин
Предла- аемая
100 0,5-5 01,,5-2 Сварка проволочных выводов радиоэлементов и торцовых соединений особо тонких металлов (0,1 мм) (в том числе в труднодоступнь с
местах)
6 3 13
Особенности применения
16 17
| Бродский А.Я | |||
| Аргоно-дуговая сварка вольфрамовым электродом | |||
| - М.; Машгиз, 1956, с | |||
| Устройство для телефонирования по проводам токами высокой частоты | 1921 |
|
SU374A1 |
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
