Фиъ. f
Изобретение относится к сварке, в частности к устройствам горелок для сварки дугой косвенного действия в защитных газах.
Целью изобретения является уменьшение габаритов горелки и повьшение устойчивости малоамперной дуги.
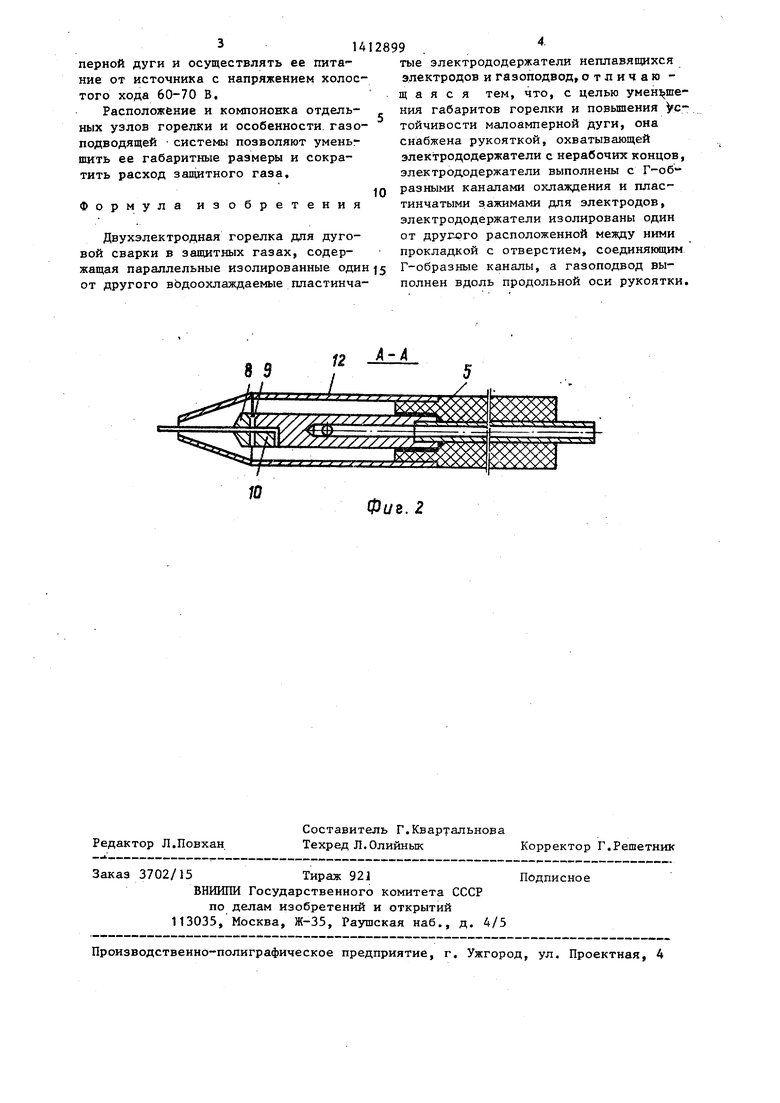
На фиг,1 изображена горелка, раз- peslj на фиг.2 - разрез А-А на фиг.1.
Корпус горелки образован электродо держателями 1, представляющими собой пластины квадратного или прямоугольного сечения, расположенные паргш- лельно и изготовленные из меди или другого электро- и теплопроводного материала. Электрододержатели 1 имеют Г- образиые канаты 2 охлаждения, со- oбщшoш ecя . между собой через отверстие в изолирующей прокладке 3 Чтобы не оказывать возм -щающего воздействия на поток защитного газа, прокладка 3 в сечении, перпендикулярном .оси отверстия, имеет форму зллипса. На задних торцах электрододержателей 1 закреплены патрубки 4 для подвода и отвода охлаждающей жидкости и токоподвода, В рукоятке 5, выполненной из диэлектрика, имеются отверстия для патрубков 4 системы охлаждения и осевой га- зоподводящий канал 6 с закрепленными в нем штуцером 7 для подвода защитного газа. Быстур1ы. 8 на электрододержа- телях J и прижимаемые к ним винтами 9 пластины JO образуют пластинчатые зажимы, в которых устанавливаются электроды Jl. .Задние торцовые грани пластин 10 и сопрягаемые с ними грани электрододержателей 1 расположены под углом к продольной оси горелки, что предотвращает проворачивание пластин 10 при закреплении электродов 31. Кожух 12 выполнен из нержавеющей ста- ,ли и имеет коробчатое сечение. Передняя суженцая часть его. служит соплом. Кожух 12 закрепляется на рукоятке 5 и удерживается за счет сил трения.
Горелка приводится в рабочее состояние и работает следующим образом. Электроды 11 устанавливаются под углом друг к другу в пластинчатых зажимах таким образом, чтобы вылет их составлял 15-16 мм,,а расстояние между их рабочими концами наход1-шосъ в пределах 2-4 мм. Затем устанавливается кожух 12 и включаются источники питания, подача защитного газа и охлаждающей воды. Возбуждение дуги производят замыканием дугового промежут
28992
ка графитовым карандашом. Величину тока дуги устанавливают в зависимости от размеров свариваемых элементов, Горелка может при еняться для выполнения торцовых соединений металла толщиной Оj05-0,15 мм и сварки проволочных выводов диаметром 0,05- 0,5 мм,
IQ Изотермические поверхности факела дуги в предлагаемой горелке имеет форму параболоидов, вид которых меняется с изменением расхода защитного газа и -тока дуги. При токе дуги 8 А
5 и расходе защитного газа 3 дм /мин температура по оси факела дуги распределяется следуюш$1М образом: на расстоянии 6 мм от дуги температура составляет 860°С, 10 мм - ,
20 16 мм - 300 С. Это обеспечивает возможность использования горедки для пайки.
При выполнении торцового соединения горелка располагается так, чтобы
15 свариваемые кромки находились между электродами. Перемещение горелки осуществляется после образования ванночки расплавленного металла. Меняя скорость сварки, можно получать разлип30 ное усилие шва. Сварку можно производить в автоматическом режиме, при этом получаются швы высокого качества с красивым внешним видом.
Дпя выбранного диапазона сварочных
с токов (1-10 А) экспериментальным путем был определен оптимальный диапазон диаметров вольфрамовых электродов, применяемых в качестве катода, который находится в пределах (0, 0,3 мм). Дпя электродов, используемых в качестве анода, этот диапазон составляет ( мм). Выход из указанных пределов в сторону умень- . шения или увеличения диаметра элект. родов приводит соответственно к снижению их стойкости и уменьшению устойчивости дуги.
Экспериментальным путем было установлено, -что уменьшение расстояния между рабочими концами электродов менее 2 мм приводит к увеличению из-, гиба дуги и ее блужданию, а увеличение этого расстояния более 4 мм затрудняет возбуждение дуги графитовым карандашом.
Конструкция предложенной горелки позволяет использовать электроды диаметром (0,2-1 мм), что дает возможность повысить устойчивость малоам-
50
55
314
перной дуги и осуществлять ее питание от источника с напряжением холостого хода 60-70 В,
Расположение и компоновка отдельных узлов горелки и особенности газо- подводящей системы позволяют уменьшить ее габаритные размеры и сократить расход защитного газа.
Формула изобретения
Двухэлектродная горелка для дуговой сварки в защитных газах, содержащая параллельные изолированные один от другого вЬдоохлаждаемые пластинча9 .
тые электрододержатели неплавящихся электродов и газоподвод, отличаю - щ а я с я тем, что, с целью ния габаритов горелки и повьшения Устойчивости малоамперной дуги, оиа снабжена рукояткой, охватывающей электрододержатели с нерабочих концов, электрододержатели выполнены с Г-образными каналами охлаждения и пластинчатыми з.ажимами для электродов, электрододержатели изолированы один от другого расположенной между ними прокладкой с отверстием, соединяющим
Г-образные каналы, а газоподвод выполнен вдоль продольной оси рукоятки.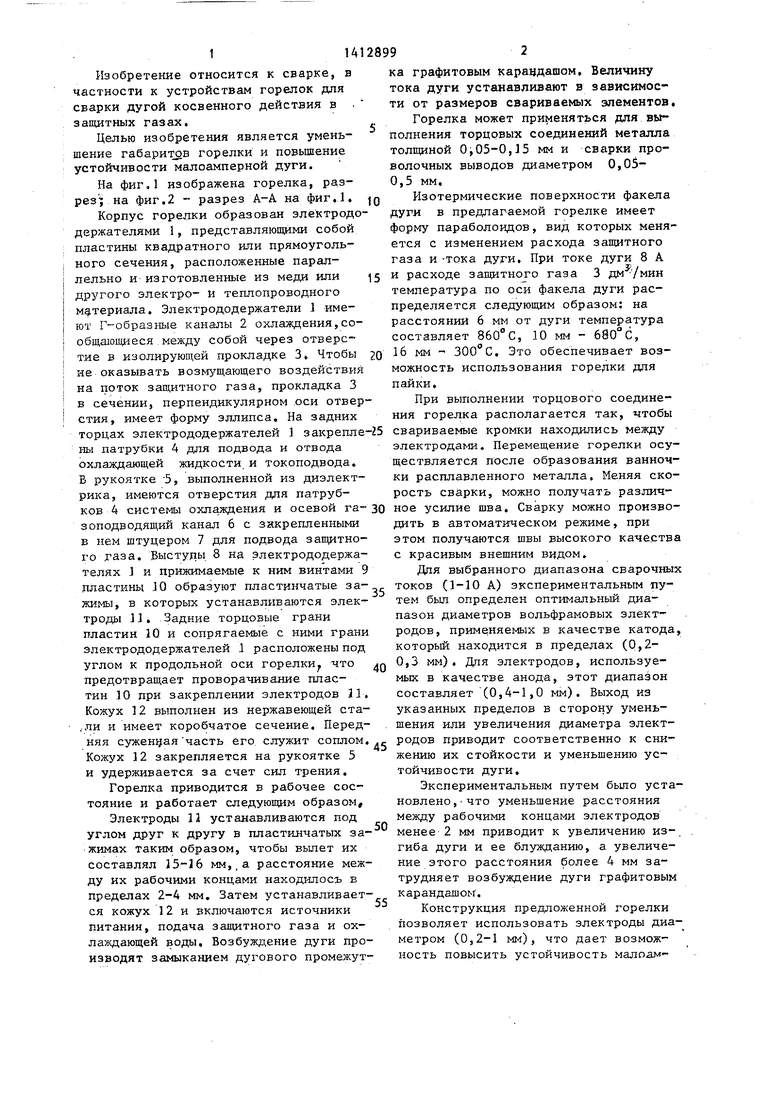
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухэлектродная горелка | 1986 |
|
SU1428544A1 |
| Двухэлектродная горелка | 1983 |
|
SU1123808A1 |
| Двухэлектродная горелка | 1989 |
|
SU1706799A1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2047440C1 |
| Горелка для дуговой сварки в защитных газах неплавящимся электродом | 1982 |
|
SU1088899A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| Устройство для двухдуговой сварки | 1979 |
|
SU872101A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1979 |
|
SU782970A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1986 |
|
SU1375419A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2014 |
|
RU2571677C2 |
Изобретение относится к сварке, в частности, к устройствам горелок для сварки дугой косвенного действия в saaoiTHMX гаэа: :. Цель - уменьшение габаритов горелки и повышение устой- чивос ти малоамлерной дуги. Электродо- держатели 1 горелки выполнены с Г-об- . . разными каналами охлаждения 2, сообщающимися между собой через отверстие в изолирующей прокладке 3. Рукоятка выполнена из диэлектрика и охватывает нерабочие концы электродбдер- жателей , которые выполнены с пластинчатыми зажимами для электродов 11. По оси рукоятки выполнен газоподводя- щий канал 6. На рукоятке закреплен кожух, выполняющий роль сопла. Конструкция горелки позволяет использовать электроды диаметром 0,2- мм, что по- вьшает устойчивость малоамперной дуги. 2 ил... S 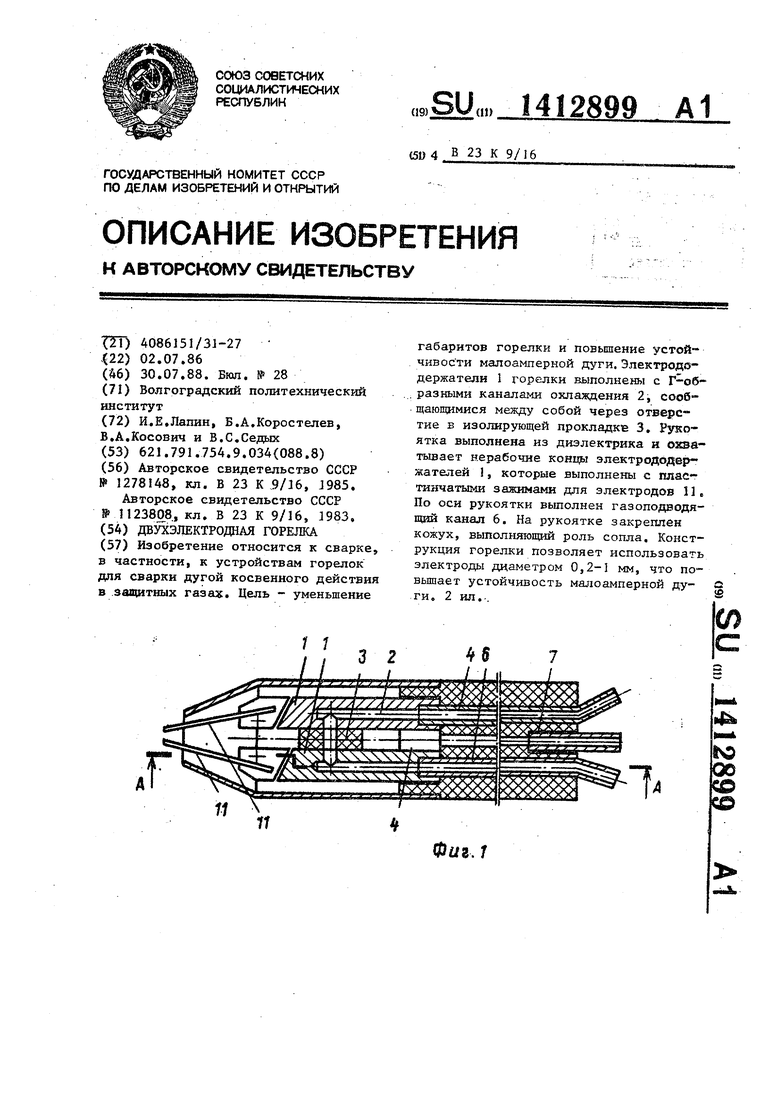
10
А-А
Фиг. 2
| Двухэлектродная горелка | 1985 |
|
SU1278148A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Двухэлектродная горелка | 1983 |
|
SU1123808A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
