К воздунараспреВе-
го
i
сл
СГ
р4 1с
00 СП 4
VyXXXKxS
// а 12 S 17 1В
19
электродов. Устройство 12 оснащено . г|орИ1невым гидронасосом с ручным и
йневматическим приводами. Сжатый воз- Йух подается в полости б и в, и . каретка 2 с блоком 5 перемещается вниз, а поршневая группа устройства. 12 вправо. Пружина 17 сжимается и полость а сообщается с бачком подпитки 20, Верхние электроды дбстигают Изделия и останавливаются, а блок 5 продолжает движение вниз, вытеснял асло из своих полостей в нижний |бпок. Вследствие этого нижние
электроды поднимаются до упора в свариваемое изделие. После замыкания всех электродов на свариваемом изделии возрастает давление в гидросистеме и по достижении установленного значения электроконтактный монометр дает команду на включение сварочного тока. Устойство обеспечивает автономный ход каждого электрода и позволяет получить качественную сварку за счет выравнивания усилия по всем одновременно свариваемым точкам. 1 ил. 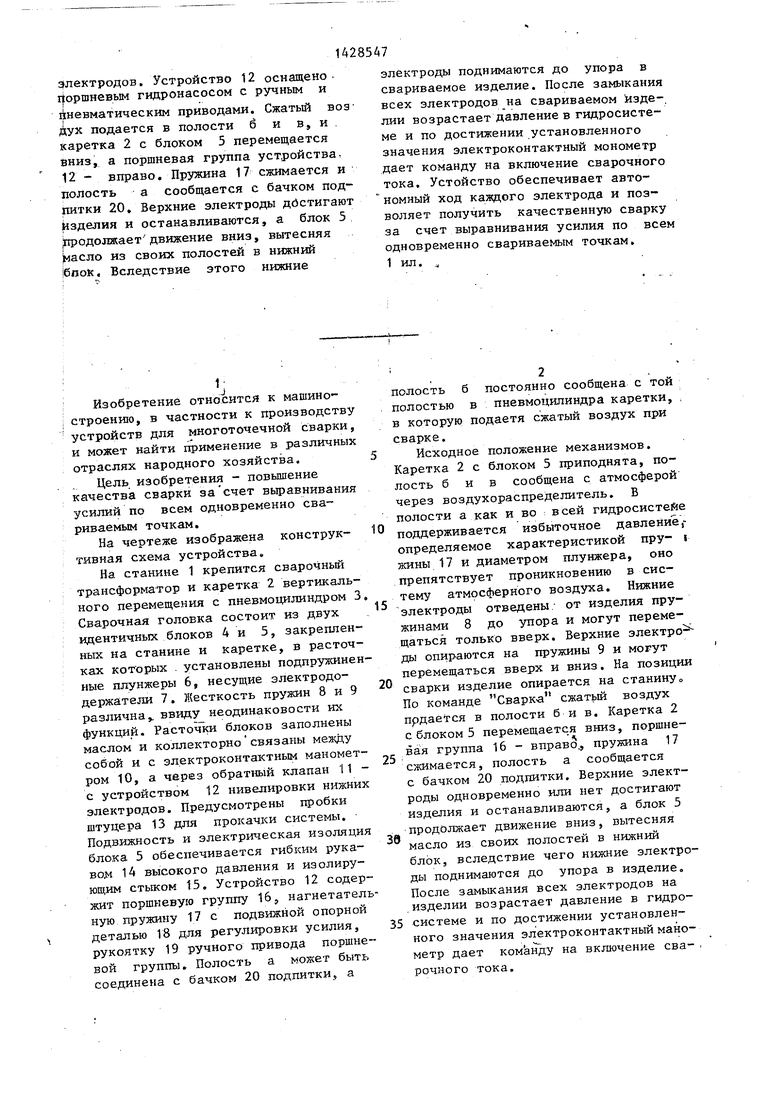
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для многоточечной контактной сварки | 1982 |
|
SU1092020A1 |
| Машина для контактной рельефной сварки | 1973 |
|
SU466082A1 |
| Машина для контактной многоточечной сварки | 1976 |
|
SU549292A1 |
| Установка для рельефной сварки | 1985 |
|
SU1299741A1 |
| Устройство для многоточечнойКОНТАКТНОй СВАРКи | 1979 |
|
SU816721A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| Пистолет для контактной точечнойСВАРКи ОРлОВА | 1979 |
|
SU848215A1 |
| Машина для многоточечной контактной сварки | 1986 |
|
SU1368134A1 |
| Машина для контактной точечной сварки | 1983 |
|
SU1247211A1 |
Изобретение относится к области машиностроения, в частности к производству устройств для многоточечной сварки, и может найти применение в различных отраслях народного хозяйства. Цель - повышение качества сварки за счет выравнивания усилий по всем одновременно свариваемым точкам. Устройство содержит две идентичные сварочные головки 4 и 5, гидравлически связанные меладу собой, и устройство 12 нивелировки нижних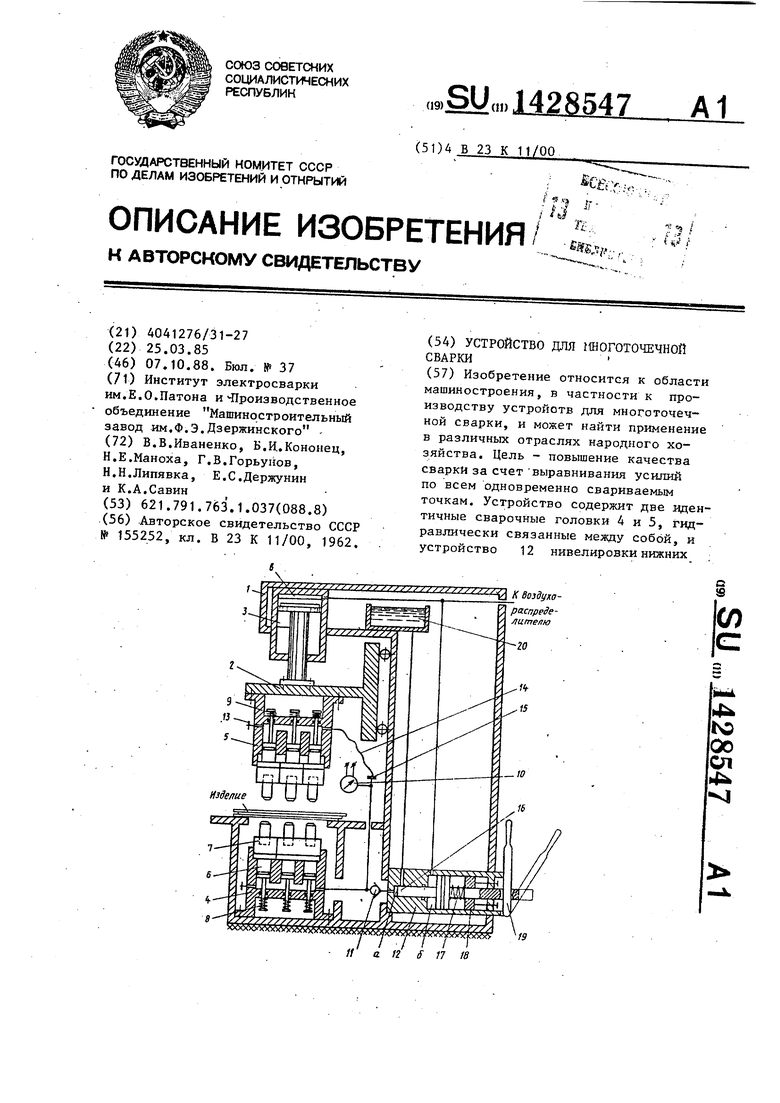
Изобретение относится к машиностроению, в частности к производству устройств для многоточечной сварки, и может найти применение в различных отраслях народного хозяйства.
Цель изобретения - повышение качества сварки за счет выравнивания усилий по всем одновременно свариваемым точкам.
На чертеже изображена конструктивная схема устройства.
На станине 1 крепится сварочньй трансформатор и каретка 2 вертикального перемещения с пневмоцилиндром 3 Сварочная головка состоит из двух идентичных блоков 4 и 5, закрепленных на станине и каретке, в расточках которых . установлены подпружиненные плунжеры 6, несущие электродо- держатели 7. Жесткость пружин 8 и 9 различна,, ввиду неодинаковости их функций, Расточки блоков заполнены маслом и коллекторно связаны между собой и с электроконтактным манометром 10, а через обратный клапан 11 - с устройством 12 нивелировки нижних электродов. Предусмотрены пробки штуцера 13 для прокачки системы. Подвижность и электрическая изоляция блока 5 обеспечивается гибким рукавом 14 высокого давления и изолирующим стыком 15. Устройство 12 содержит поршневую группу 16, нагнетательную пружину 17 с подвижной опорной деталью 18 для регулировки усилия, рукоятку 19 ручного привода поршневой группы. Полость а может быть соединена с бачком 20 подпитки, а
5
0
5
Э
5
полость б постоянно сообщена с той полостью в пневмоцилиндра каретки, , в которую подаетя сжатый воздух при сварке.
Исходное положение механизмов. Каретка 2 с блоком 5 приподнята, полость б и в сообщена с атмосферой через воздухораспределитель. В полости а как и во всей гидросистейе поддерживается избыточное давление ,- определяемое характеристикой пру- i жины 17 и диаметром плунжера, оно препятствует проникновению в систему атмосферного воздуха. Нижние электроды отведены . от изделия пружинами 8 до упора и могут перемещаться только вверх. Верхние электро- ды опираются на пружины 9 и могут перемещаться вверх и вниз. На позиции сварки изделие опирается на станину По команде Сварк а сжатьй воздух прдаеТся в полости бив. Каретка 2 с блоком 5 перемещается вниз, поршне- группа 16 - вправо пружина 17 сжимается, полость а сообщается с бачком 20 подпитки. Верхние электроды одновременно или нет достигают изделия и останавливаются, а блок 5 продолжает движение вниз, вытесняя масло из своих полостей в нижний блок, вследствие чего нижние электроды поднимаются до упора в изделие. После замыкания всех электродов на изделии возрастает давление в гидросистеме и по достижении установленного значения электроконтактньй манометр дает команду на включение сва- рочного тока.
Подпитка производится автоматически после каждого цикла сварки, что повьшает работоспособность система. Ручная прокачка используется для подведения нижних электродов к изделию по мере необходимости, например, после их реставрации и при заполнении системы маслом.
Таким образом, специальная конструкция сварочной головки, обеспечивающая автономный ход каждого верхнего и нижнего электрода при сварке, существенно отличает ее от известных
решений и позволяет получить стабилы is нь§4 клапаном, гидравлически связываю jip качественну10 сварку полотен пильных шин путем выравнивания усилий по всем одновременно свариваемым точкам. Формула изобретения
Устройство для многоточечной сварки, содержащее станину, сварочною
20
щими обе сварочные головки, и устр- ройством нивелировки нижних электродов, выполненньм в виде поршневого гидронасоса с ручньм и . пневматическим приводами.
головку, выполненную в виде электро- .додержателей, закрепленных на подпружиненных плунжерах, установленные в расточках корпуса, заполненных ,передаточной средой и гидравлически связанных между собой, отличающееся тем, что, с целью по- вьппения качества сварки за счет выравнивания усилий по всем одновременно свариваемым точкам, оно снабжено дополнительной, вь,полненной так же, как и основная, электродной головкой, электроконтактным манометром, обратнь§4 клапаном, гидравлически связываю
щими обе сварочные головки, и устр- ройством нивелировки нижних электродов, выполненньм в виде поршневого гидронасоса с ручньм и . пневматическим приводами.
| 0 |
|
SU155252A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
