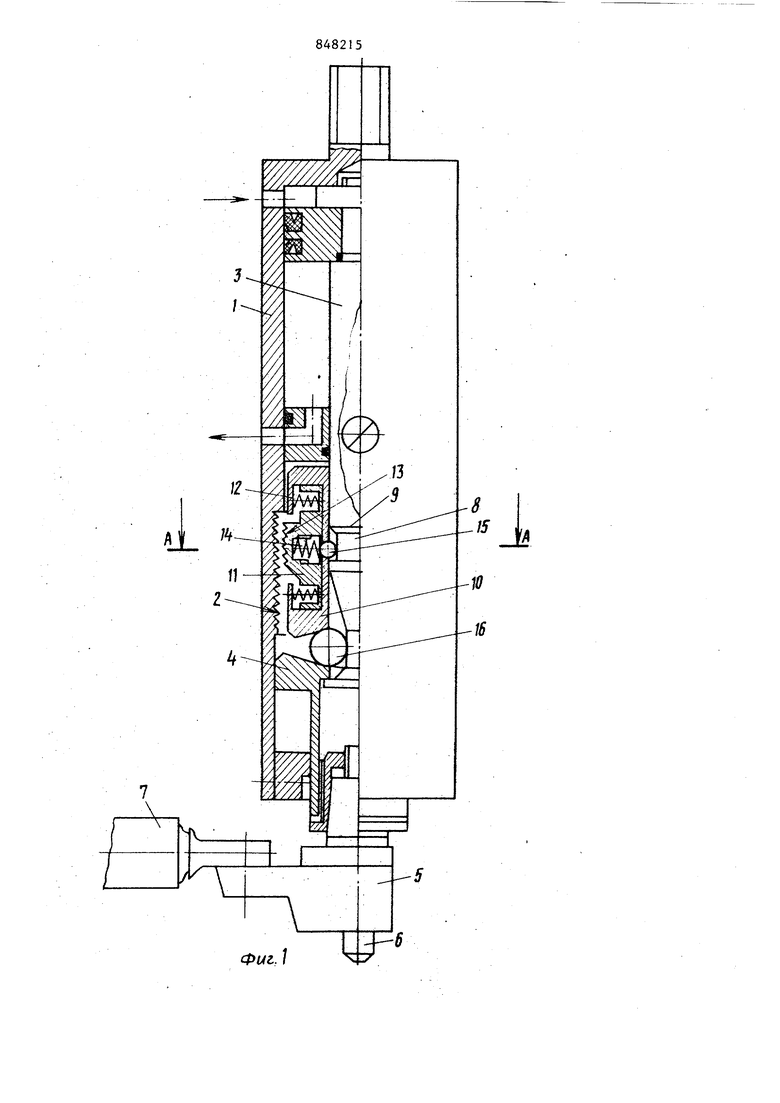
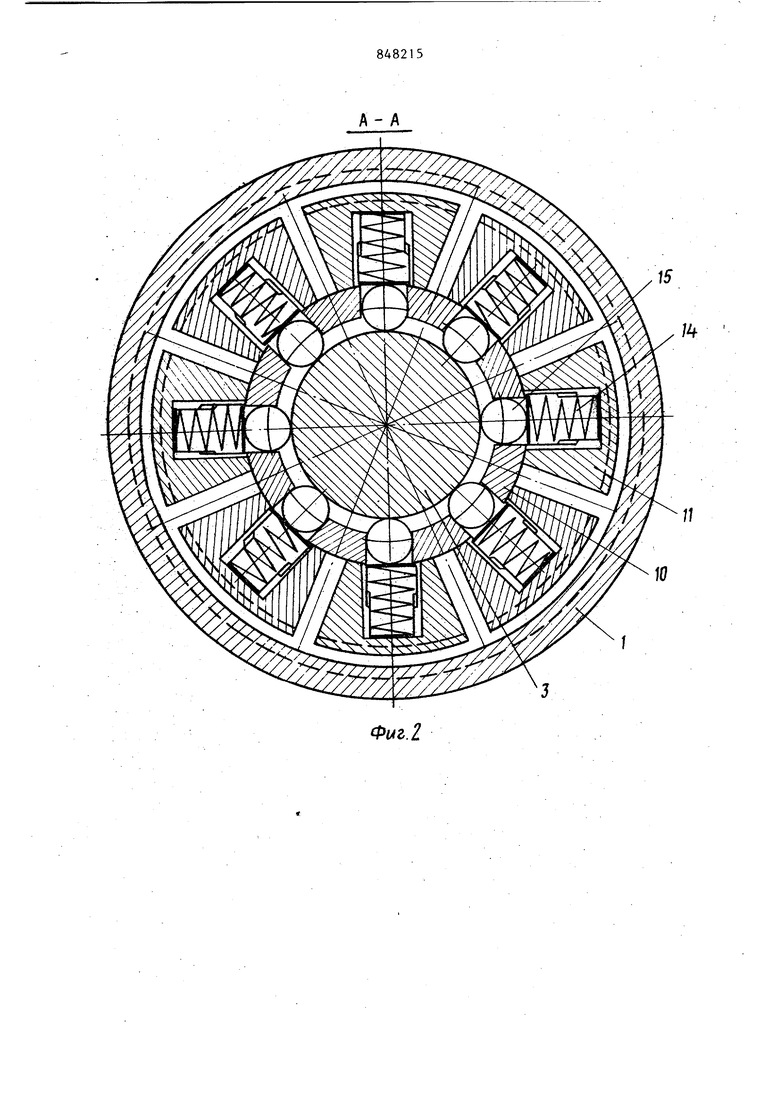
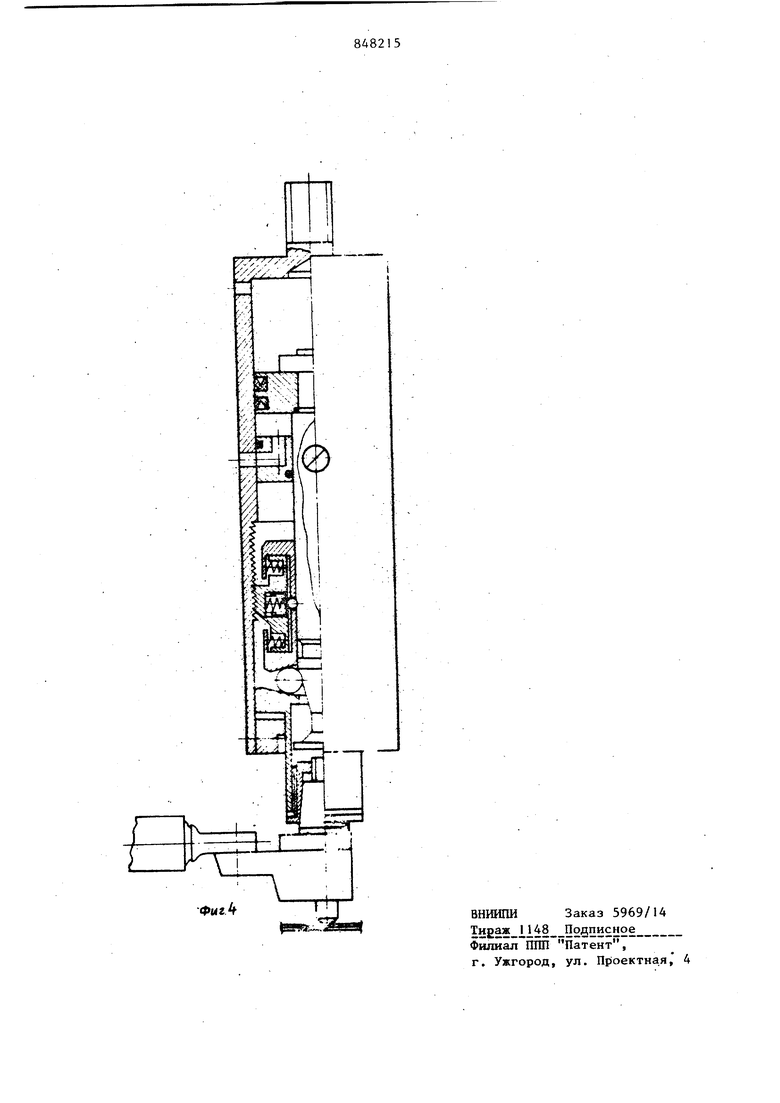
Изобретение относится к машиностроению, в частности, к производству оборудования для контактной точечной и релье.фной сварки. Известен пистолет для точечной сварки, головка которого содержит пневмоцилиндр с подпружиненным штоком, взаимодействующим с электро держателем, и запорным механизмом, выполненным в виде связанной пружинами с электрододержателем втулки с конической наружной поверхностью и сепаратора с роликами, размещенными между внутренней поверхностью пневмоцилиндра и конической поверхностью втулки, и усиливающим механи мом, вмонтированным в расточке элек трододержателя и состоящим из поршн и плунжера, осуществляющих взаимодействие штока пневмоцилиндра с электрододержателем 1 Однако запорный механизм в нем н надежен, так как при отсутствии ста бильной смазки роликов запорного -ме ханизма усилие расклинивания последнего не постоянно, при плохой смазке оно резко возрастает и подводимого давления воздуха оказывается недостаточным для расклинивания стопорного механизма. Наличие утечки жидкости из усиливающего механизма требует периодического ее пополнения, что снижает надежность и долговечность работы пистолета. Кроме того, наличие подпружиненного штока снижает полезное сварочное усилие, так как значительная доля усшшя на штоке расходуется на сжатие пружины. Наиболее близким к предлагаемому является п -.стрлет для контактной точечной сварки, содержащий пневмоцилиндр с корпусом и клиновидным штоком, взаимодействующим с эдектрододержателем, усиливающий механизм с размещенными в клиновидной щели распорными элементами и запорный 3 механизм с втулкой и .упруго поджаты сухарями fZ . Однако в пистолете имеет место ненадежность в работе запорного механизма, так как масло, выносимое штоком из штоковой полости пневмоцилиндра, попадает на рабочую повер ность сухарей, и, следовательно,, влияет на коэффициент трения. Поэто му распорные сухари периодически проскальзывают под воздействием сва рочного усилия. Кроме того, большой процент усилия, развиваемого штоком, затрачивается на сжатие предохранительной пружины, что существенно уменьшает сварочное усилие на электроде. Цель изобретения - повышение нанадежности. Поставленная цель достигается тем, что часть внутренней поверхности корпуса пневмоцилиндра и наружная поверхность сухарей выполнена зубчатьн-1и, на клиновидном штоке выполнена кольцевая проточка с коническ1-1М торцом, а каждый сухарь выполнен с глухим радиальным отверстием и снабжен установленным в нем упругим компенсатором и элементом качения, взаимодействующим с коническим торцом проточки штока. На фиг . 1 представлен пистолет в исходном пололсении, общий вид; на фиг, 2 - зона упругих компенсаторов, поперечньй разрез; на фиг пистолет в момент контакта электрода со свариваемым издeJ:иeм, общий вид; на фиг. 4 - писто:1зт в рабочем положении. Пистолет содержит пневмоцилиндр с корпусом 1, нижняя часть внутрен ней поверхности которого снабжена зубчатым участком 2, образованным кольцевыми канавками или винтовыми типа внутренней упорной резьбы. В корпусе I вмонтирован клиновидны шток 3, взаимодействующий с держателем 4, в котором закреплен элект двигатель 5 с электродом 6 и гибким токоподводом 7. Клиновидный шт 3 снабжен проточкой 8 с конусообра ный торцом 9. Запорный механизм см тирован на штоке 3 и состоит из вт ки 1 О и сухарей 1 1 , поджатых пружи нами 12. Наружная поверхность суха рей снабжена зубчатым участком 13, образованньЕ так же кольцевыми кан ками или же винтовыми типа наружно 54 упорной резьбы, которая совместно с внутренним участком 2 корпуса 1 может образовывать соединение винт-гайка. В каждый сухарь вмонтирован упругий компенсатор 1А, причем исходное усилие компенсатора гарантировано большее, чем усилие пружин 12, поджимающих сухарь 1. Таким образом, компенсатор 14 имеет возможность перемещать сухари 11 в радиальном направлении, не теряя своей формы. Сжиматься компенсатор может только при упоре вершин зубьев сухарей 11 в вершины зубьев корпуса 1. Между компенсаторами и проточкой 8 штока 3 находятся тела качения 15, вставленные в отверстия втулки 10 запорного механизма. Таким образом, конусообразный тор.ец про.точки штока имеет возможность взаимодействовать с сухарями 11 посредством тел качения 15 и упругих компен.саторов 14. При этом величина угла конусообразного торца проточки штока определяет усилие, при котором срабатывает запорный механизм. Величина же этого угла выбрана такой, что запорный механизм надежно преодолевает усилие, действующее на электрододержатель от изгиба токоподвода, и лишь при воздействии электрода на свариваемое изделие срабатывает запорный механизм. Торец втулки 10 запорного механизма и торец держателя 4 образуют клиновидную щель, в которой размещены распорные элементы 16, составляющие совместно с клиновидным штоком 3, втулкой 10 и держателем 4 усиливающий механизм. В момент упора электрода в свариваемое изделие, зубья сухарей могут быть не совмещены с канавками зубчатого участка корпуса. В этом случае упругий компенсатор сжимается, а замыкание на корпус 1 втулки 10 осуществляется путем перемещения ее распорными элементами 16 при заталкивании их в клиновидную щель клиновидным штоком 3. Сварочный пистолет работает следующим образом. При подаче сжатого воздуха в поршневую полость шток 3 совместно с запорным и усиливающим механизмами, перемещается до соприкосновения электрода 6 со свариваемым изделием 17. При Э.ТОМ,, запорный механизм останавливается, а шток, продолжая перемещаться, конусообразным торцом 9
5
проточки 8 выталкивает тела качения 15, которые посредством упругих компенсаторов 14 радиально перемещают сухари 11, зубчатый участок 13 которых входит в зацепление с зубчатым участком 2 корпуса 1 пневмоцилиндра, в результате чего втулка 10 запорного механизма замыкается на корпус пневмоцилиндра. После этого клин штока 3 заталкивает распорные элементы 16 в клинообразную щель, и они, опираясь теперь уже о неподвижную втулку 10 запорного механизма создают на электроде 6 многократно увеличенное сварочное усилие. При этом пружины 12 практически не препятствуют перемещению штока 3.
После сварки сжатый воздух подают в штоковую полость, шток 3, перемещаясь в исходное положение, станоЕится проточкой 8 напротив тел качения 15. Пружины 12 выводят из зацепления сухари 11 и запорный и усиливающий механизмы, увлекаемые штоком 3, занимают исходное положение.
Предлагаемая конструкция сварочного пистолета обеспечивает надежность и долговечность , позволяет решить важную задачу по созданию больших сварочных усилий при минимальных габаритах, что наиболее актуально при сварке больших толщин, при малом шаге между свариваемыми точками и рельефной, сварке для
156
получения проковки свариваемого изделия .
Формула изобретения
Пистолет для контактной точечной сварки, содержащий пневмоцилиндр с корпусом и клиновидным штоком, взаимодействующим с элекгрододержателем усиливающий механизм с размещенными в клиновидной щели распорными элементами и запорный механизм с втулкой и упругоподжатыми сухарями, отличающийся тем, что, с целью повьпиения надежности, часть внутренней поверхности корпуса пневмоцилиндра и наружная поверхность сухарей выполнены зубчатыми, на клиновидном штоке выполнена кольцевая проточка с коническим торцом, а каждый сухарь выполнен с глухим радиальньм отверстием и снабжен установленным в нем упругим компенсатором и элементом качения, взаимодействующим с коническим торцом проточки штока.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №224721, кл. В 23 К 11/10, 1-966.
2.Авторское свидетельство СССР по заявке № 2528436/25-27, 1977.
Л
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Пистолет для контактной точечной сварки | 1977 |
|
SU725843A1 |
| Пистолет для контактной точечной сварки | 1977 |
|
SU656768A1 |
| ГОЛОВКА ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 1966 |
|
SU224721A1 |
| МАШИНА ДЛЯ МНОГОЭЛЕКТРОДНОЙ ТОЧЕЧНОЙ СВАРКИ КОРОБЧАТЫХ КОНСТРУКЦИЙ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU251111A1 |
| Пистолет для контактной точечной сварки | 1988 |
|
SU1539021A1 |
| Устройство для контактнойТОчЕчНОй СВАРКи | 1978 |
|
SU799928A1 |
| Пневмопистолет для контактной точечной сварки | 1986 |
|
SU1294535A1 |
| Пистолет односторонней контактной точечной сварки | 1987 |
|
SU1530378A1 |
| Пистолет для контактной точечной сварки | 1984 |
|
SU1186432A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |