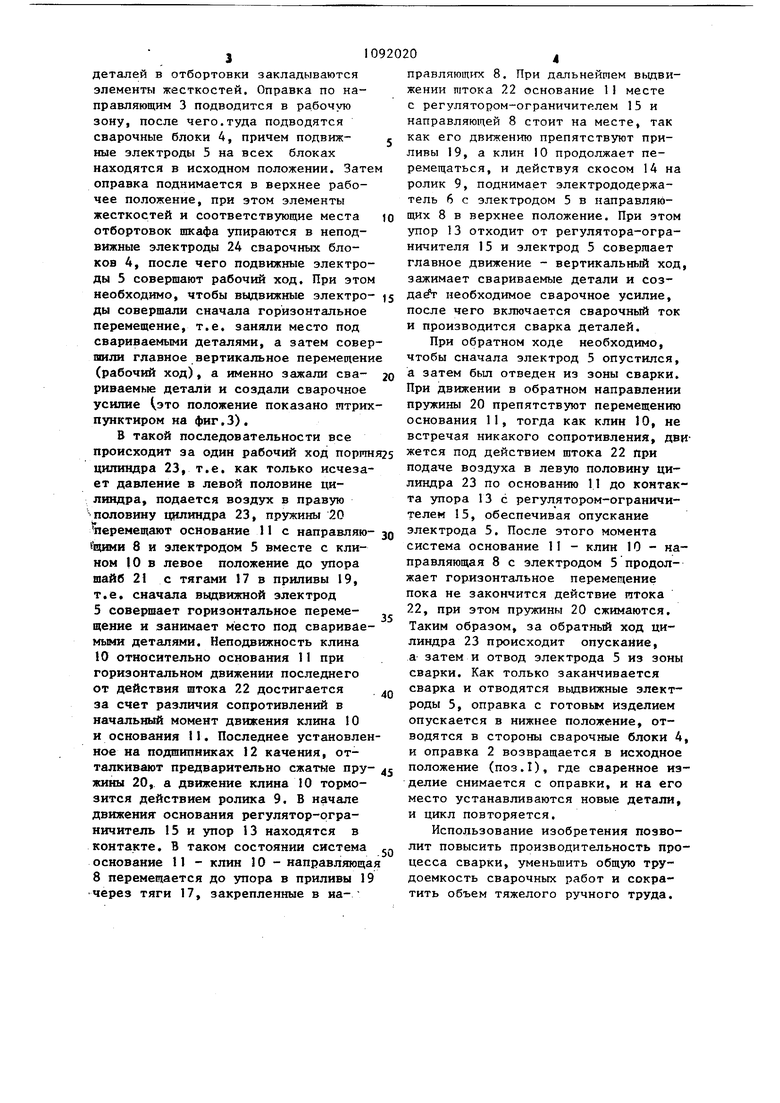
Изобретение относится к матиностроению, в частности к производству оборудования для многоточечной контактной сварки. Известна установка, в которой детали предварительно собираются на оправке - каретке, которая после сборки подается по направляющим в зону сварки, где детали свариваются каретка возвращается в исходное поло жение, и сваренная деталь снимается tl 3. Недостатком этой установки является то, что на ней нельзя сваривать объемные детали, требующие отвода одного из электродов для подачи свариваемого изделия в зону сварки. Известна также установка для мно готочечной контактной сварки, преим щественно элементов жectкocтeй к шкафу холодильников, содержащая ста нину, оправку для сборки и подачи изделия, сварочные блоки, каждый из которых оснащен иеподвижню электродом и подвижнъм электродом с электродержателем и механизмом его перемещения f 2 J , Недостатком известной установки является то, что на ней можно сваривать только детали,расположенные трех сторон, т.е. отсутствует возможность приварки деталей с четырех сторон с одной установки. Цель изобретения - повыгаение про изводительности за счет обеспечения сварки с одной установки деталей, размещенных по углам свариваемого изделия. Указанная цель достигается тем, что в установке для многоточечной контактной сварки, преимущественно элементов жесткостей к шкафу холодильников, содержащей станину, опра ку для сборки и подачи изделия, сварочные блоки, каждый из которых рснащен неподвижным электродом и по вижным электродом с электрододержателем и механизмом его перемещения, электрододержатель подвижного элект рода снабжен роликом, механизм перемещения подвижного электрода выполнен в виде установленного с возможностью перемещения и подпружинен ного относительно корпуса основания с регулятором-ограничителем величи иы перемещения, направляющей с элек рододержателем подвижного электрода и смонтированного с возможностью перемещения относительно основания и взаимодействующего с роликом элек|Трододержателя клина с приводом перемещения и упоромJ установленным с возможностью взаимодействия с регулятором-ограничителем. На фиг,1 показана предлагаемая установка, общий вид; на фиг.2 - разрез А-А на фиг.1 (вид сверху на сварочные блоки);на фиг.З - разрез Б-В на фиг.2 (поперечный разрез по сварочному блоку); на фиг.4 - разрез В-В на фиг.З. Установка состоит из станины 1, оправки 2 для сборки и подачи дета лей в зону сварки, направляющих 3 оправки 2 и четырех сварочных блоков 4, в плане размещенных по углам прямоугольного свариваемого изделия. Сварочный блок 4 состоит из подвижного электрода 5, закрепленного на электрододержателе 6, установленного на ползунке 7, который смонтирован в направляющей 8. Электрододержатель 6 имеет ролик 9 для взаимодействия с клином 10. Основание 11 установлено на подщипниках 12 каче.ния. На клине 10 закреплен упор 13,а сам клин смонтирован на основании 11, являющимся направляющей скольжения для клина. Клин 10 своим скосом 14 взаимодействует с роликом 9, а упор 13 - с регулятором-ограничителем 15, который ввернут в поперечину 16, закрепленную на основании 11. Направляющая 8 тягами 17 связана с корпусом блока 18. Тяги 17 одним концом жестко закреплены в основании 11, несущем направляющие 8, а другим - с зазором вставлены в приливы 19 корпуса блока 18. На тяги 17 чадеты пружины 20, которые, упираясь в приливы 19 корпуса блока через шайбы 21, стремятся отвести основание 11 и направляющую 8 влево; перемещение тяг 17 ограничивается упорными шайбами 21, установленными на тягах справа от приливов 19. Клин 10 соединен со штоком 22 цилиндра 23. К неподвижному электроду 24, закрепленному на корпусе блока 18, и подвижному электроду 5 от сварочного трансформатора подведены токопронодящие шины. Детали внутреннего гакаЛа холодильника устанавливаются на оправке, находящейся в позиции I, и фиксируются. Затем по углам на стыках деталей в отбортовки закладываются элементы жесткостей. Оправка по направляющим 3 подводится в ра.бочую зону, после чего.туда подводятся сварочные блоки 4, причем подвижные электроды 5 на всех блоках находятся в исходном положении. Зат оправка поднимается в верхнее рабочее положение, при этом элементы жесткостей и соответствующие места отбортовок шкафа упираются в неподвижные электроды 24 сварочных блоков 4, после чего подвижные электро ды 5 совершают рабочий ход. При это необходимо, чтобы выдвижнью электро ды совершали сначала горизонтальное перемещение, т.е. заняли место под свариваемыми деталями, а затем сове шили главное вертикальное перемещен (рабочий ход), а именно зажали свариваемые детали и создали сварочное усилие это положение показано птри пунктиром на фиг.3). В такой последовательности все происходит за один рабочий ход порт цилиндра 23, т.е. как только исчеза ет давление в левой половине цилиндра, подается воздух в правую половину цилиндра 23, пружины 20 перемещают основание 11 с направляю (щими 8 и электродом 5 вместе с клином 10 в левое положение до упора шайб 21 с тягами 17 в приливы 19, т.е. сначала выдвижной электрод 5 совершает горизонтальное перемещение и занимает место под сваривае мыми деталями. Неподвижность клина 10 относительно основания 11 при горизонтальном движении последнего от действия штока 22 достигается за счет различия сопротивлений в начальный момент движения клина 10 и основания 11. Последнее установле ное иа подшипниках 12 качения, отталкивают предварительно сжатые пру жины 20, а движение клина 10 тормозится действием ролика 9. В начале движения основания регулятор-ограничитель 15 и упор 13 находятся в контакте. В таком состоянии система основание 11 - клин 10 - направляющ 8 перемещается до упора в приливы через тяги 17, закрепленные в на- 1 04 правлягощттх 8. При дальнейшем выдвижении гатока 22 основание 11 месте с регулятором-ограничителем 15 и направляющей 8 стоит на месте, так как его движению препятствуют приливы 19, а клин 10 продолжает перемещаться, и действуя скосом 14 на ролик 9, поднимает электрододержатель 6 с электродом 5 в направляющих 8 в верхнее положение. При этом упор 13 отходит от регулятора-ограничителя 15 и электрод 5 совершает главное движение - вертикальный ход, зажимает свариваемые детали и создаёт необходимое сварочное усилие, после чего включается сварочный ток и производится сварка деталей. При обратном ходе необходимо, чтобы сначала электрод 5 опустился, а затем был отведен из зоны сварки. При движении в обратном направлении пружины 20 препятствуют перемещению основания 11, тогда как клин 10, не встречая никакого сопротивления, движется под действием штока 22 при подаче воздуха в левую половину цилиндра 23 по основанию 11 до контакта упора 13 с регулятором-ограничителем 15, обеспечивая опускание электрода 5. После этого момента система основание 11 - клин 10 - направляющая 8 с электродом 5 продолжает горизонтальное перемещение пока не закончится действие гатока 22, при этом пружины 20 сжимаются. Таким образом, за обратный ход цилиндра 23 происходит опускание, а затем и отвод электрода 5 из зоны сварки. Как только заканчивается сварка и отводятся выдвижные электроды 5, оправка с готовым изделием опускается в нижнее положение, отводятся в стороны сварочные блоки 4, и оправка 2 возвращается в исходное положение (поз.1), где сваренное изделие снимается с оправки, и на его место устанавливаются новые детали, и цикл повторяется. Использование изобретения позволит повысить производительность процесса сварки, уменьшить общую трудоемкость сварочных работ и сократить объем тяжелого ручного труда.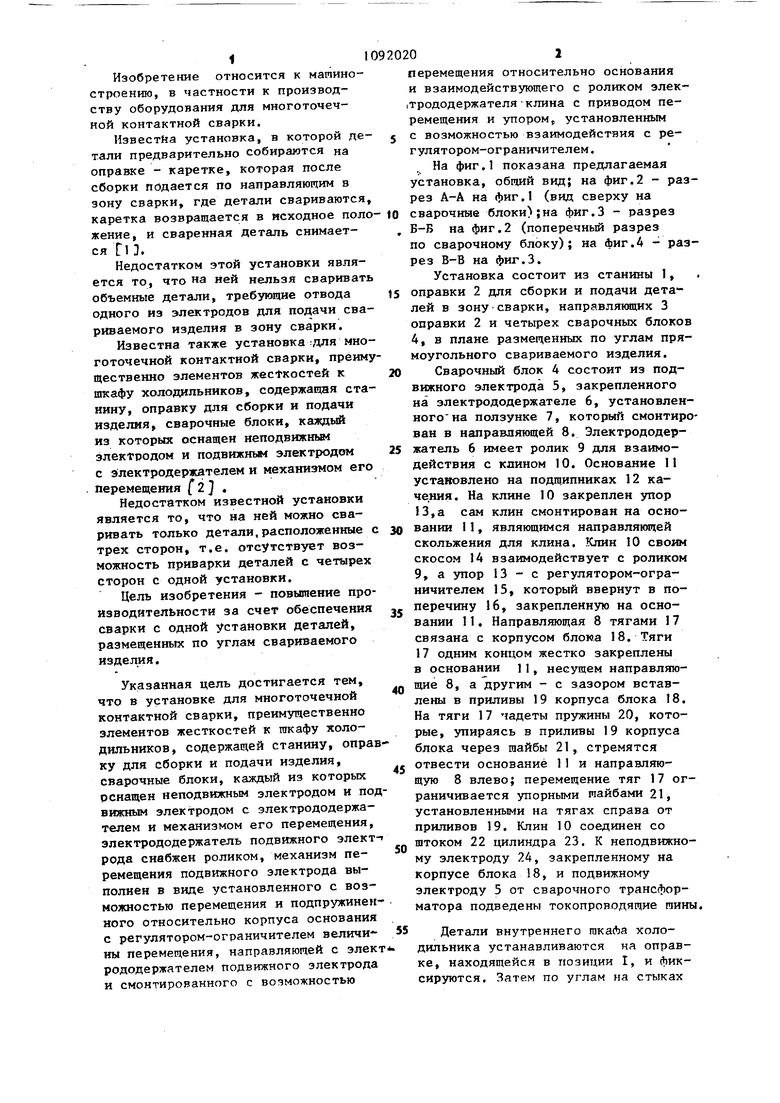
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |
| Машина для контактной многоточечной сварки | 1980 |
|
SU880659A1 |
| СПОСОБ ОЦЕНКИ СТАБИЛЬНОСТИ ЗАЖИГАНИЯ СВАРОЧНОЙ ДУГИ | 1987 |
|
RU2014189C1 |
| Устройство для прецизионной контактной точечной и рельефной микросварки | 1987 |
|
SU1488165A1 |
| Устройство для микросварки | 1988 |
|
SU1593857A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| Устройство для контактной рельефной сварки | 1990 |
|
SU1729716A1 |
| Машина для контактной сварки | 1978 |
|
SU737158A1 |
| Электродный узел для контактной точечной сварки | 1988 |
|
SU1516277A1 |
| Устройство для контактной многоточечной сварки | 1987 |
|
SU1581514A1 |



УСТАНОВКА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ, преимущественно элементов жесткостей к шкафу холодильников, содержащая станину, оправку для сборки и подачи изделия, сварочные блоки, каждый из которых оснащен неподвижным электродом и подвижньм электродом с электрододержателем и механизмом его перемещения, отличающаяся тем, что, с целью повышения производительности за счет обеспечения сварки с одной установки деталей, размещенных по углам свариваемого изделия, электрододержатель подвижного электрода снабжен роликом, механизм перемещения подвижного электрода выполнен в виде установленного с возможностью перемещения и подпружиненного относительно корпуса основания с регулятором-ограничителем, величины перемещения, направляющей с электрододерg жателем подвижного электрода и смонтированного с возможностью перемеще(Л ния относительно основания и взаимодействующего с роликом электрододердателя клина .с приводом перемещения и упором, установленным с возможностью взаимодействия с регулятором ограничителем. о со to о ю о
I
5
N
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для контактной рельефной сварки | 1974 |
|
SU490598A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Краткое обозрение сварочного оборудования Сияки в эксплуатации во всем мире | |||
| ШПАЛОРЕЗНЫЙ СТАНОК | 1922 |
|
SU607A1 |
