Изобретение относится к области сварки и может быть использовано для контактной многоточечной сварки листовых конструкций с наложением точек по сложному ломаному контуру, образованному из прямых линий, с последующим шаговым смещением точек по контуру.
Известны многоточечные машины, имеющие стационарные сварочные головки по всему свариваемому контуру, вводимые попеременно в работу 1. Эти машины конструктивно сложны и имеют большие габариты (на каждую точку имеется своя сварочная головка), шаг между точками не изменяется, что ограничивает применяемость машины.
Известна также машина для контактной многоточечной сварки, содержащая станину, на которой размещены каретки со сварочными головками и расположенные в местах пересечения путей движения кареток узлы изменения направления движения кареток, связанные с приводом шагового перемещения 2. Однако в этих машинах отсутствует возможность выбора оптимальных направлений движения кареток для получения качественного сварного шва, так как гибкая связь работает только на растяжение, не допуская одновременного перемещения некоторого количества кареток в разных направлениях (одна или несколько кареток двигаются но часовой
стрелке, остальные - против часовой), чтобы исключить образование «хлоиунов неплотного прилегания свариваемых листов в углах свариваемого изделия - из-за пластической деформации листов сварочными электродами Н веточной сборки.
Цель изобретения - улучшение качества сварного шва путем выбора оптимальных направлений движения кареток, несущих сварочные головки. Это достигается тем, что узлы изменения направления движения кареток выполнены в виде закрепленных на них реек с двусторонними зубьями и находящихся в зацеплении с ними попарно соединенных шеетереи, установленных на станине в местах пересечения путей движения кареток.
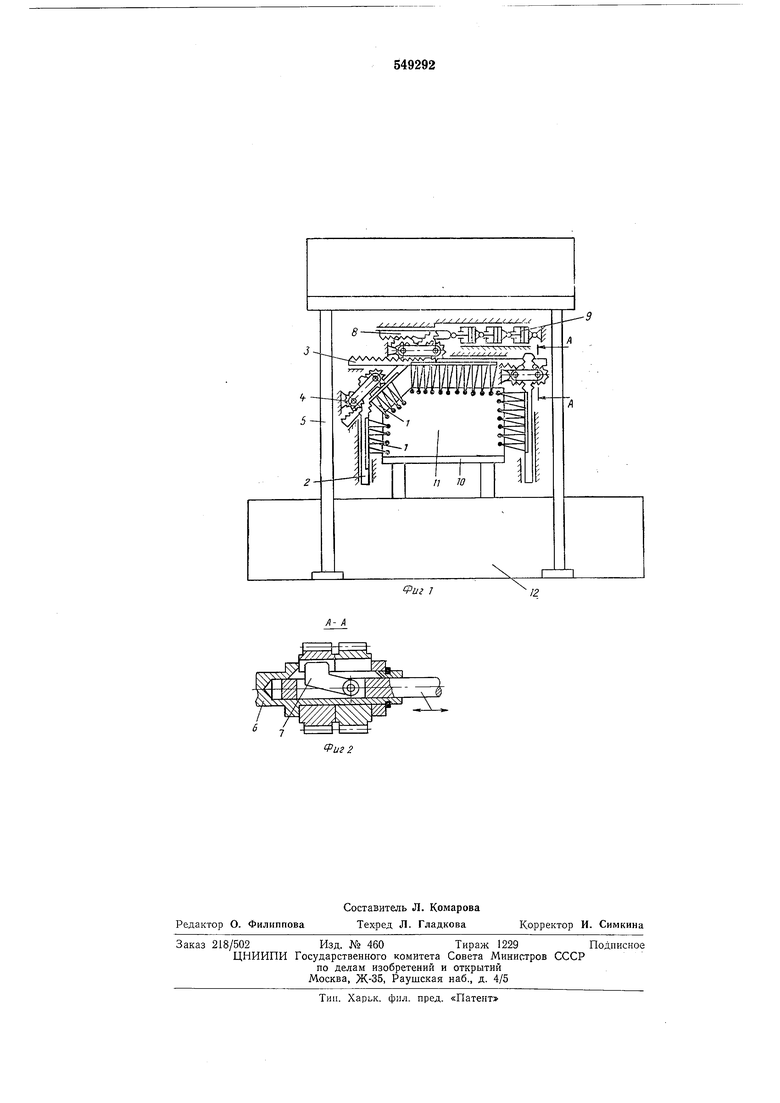
На фиг. 1 представлена схема машины; на фиг. 2 - разрез А-А фиг. 1 по узлу изменения направлений движения.
Машина состоит из сварочиых головок / (клещей с электродами и трансформатора), установленных на каретках 2, к которым прикреплены рейки 3, имеющие двусторонние зубья и находящиеся в зацеплении с шестерними 4, смонтированными на станине 5 в двух смежных углах, образованных рейками 3. На каждом валу 6 смонтировано но две одинаковых шестерни 4, постоянно сцепленных со своей рейкой 3. Для передачи движения от ведущей рейки к ведомой на валу 6 имеется вытяжная шпонка 7, соединяющая воедино две ш:естерни 4, фиксируя выбранное направление движения каретки 2. Одна из шестерен сцеплена с рейкой 8 шагового механизма 9. Машина имеет подъемный механизм 10, на который одевается изделие // (шкаф), и подающий конвейер 12.
Машина имеет два аналогичных сварочных контура, работающих в автоматическом режиме.
Работа машины начинается с выбора оператором оптимальных направлений движения кареток 2, обеспечивающих сварку без «хлопунов, и последующей фиксации этих направлений путем переключения вытяжных шпонок 7. Конвейером 12 подается собранное под сварку изделие // и закрепляется на столе подъемного механизма 10, который подводит изделие 11 под разведенные электроды, отведенные механизмом 9 в исходное положение. Затем ставится первая группа точек, затем подается команда на смещение кареток 2 со сварочны ли головками / на нужный щаг. Для этого срабатывает один гидроцилиндр шагового механизма Я вращая при помощи рейки Л шестерню 4 узла изменения направления движения, кинематически связанную с рейками ., которые в свою очередь приводят в движение шестерни 4 других узлов, а последние перемещают рейки, к которым прикреплены каретки 2 с головками /.
После постановки последней группы точек каретки 2 щаговым механизмом 9 возвращаются в исходное положение. Сваренное изделие 11 сходит со стола подъемного механизма и перемещается на конвейер 12.
Такое техническое рещение машины повыщает технологическую маневренность, что
улучшает качества сварного шва, повышает
производительность в два раза, удешевляет
эксплуатационные расходы в 1,5 раза.
Формула изобретения
Машина для контактной многоточечной
сварки, преимущественно изделий с ломаным прямолинейным контуром, содержащая станину, на которой размещены каретки со сварочными головками и расположенные п местах пересечения путей движения кареток
узлы изменения направления кареток, связанные с приводом шагового перемещения, отличающаяся тем, что, с целью повыщения качества сварного соединения путем выбора оптимального направления движения кареток, узлы изменения направления движения кареток выполнены в виде закрепленных на них реек с двусторонними зубьями и находящихся в зацеплении с ними попарно соединенных шестерен, установленных на станине в местах пересечения путей движения кареток.
Источники информации, принятые при экспертизе:
1.Баранов Л. С. «Технология производства сварных конструкций, ;«Мащиностроение, М., 1966, стр. 137.
2.Аксельрод Ф. А. и др. «Контактная сварка, М., Профтехиздат, 1962, стр. 429-430,
рис. 238.
ipuz 7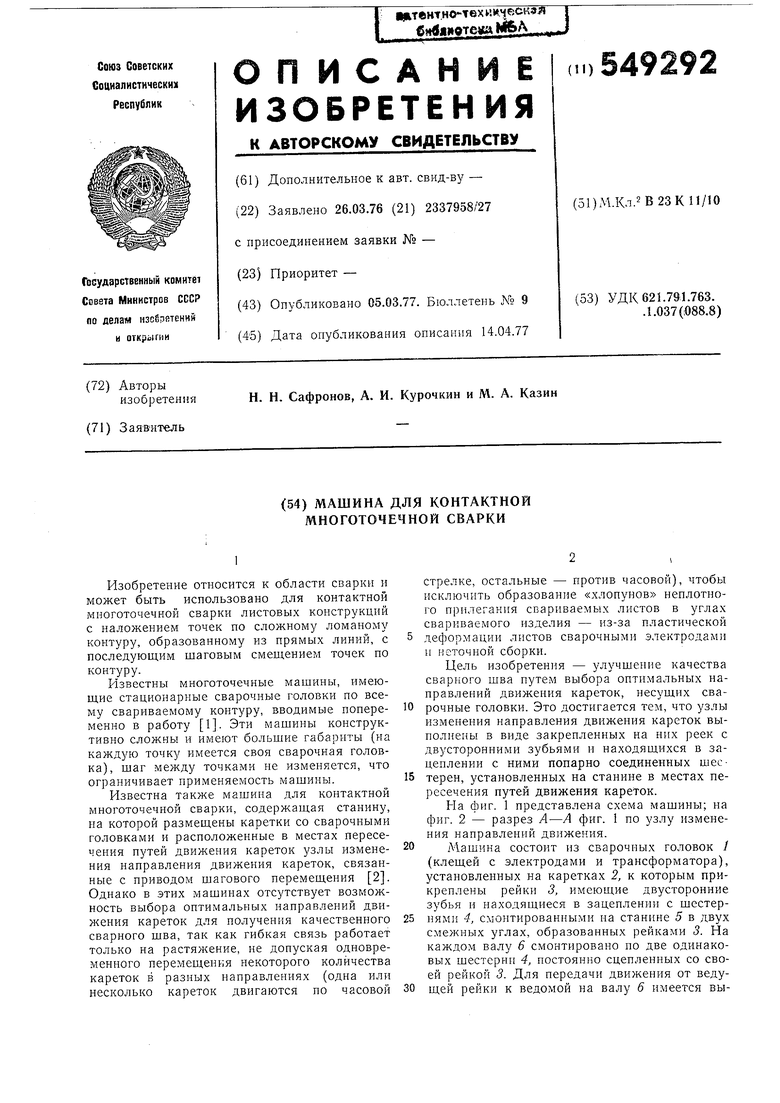
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для многоточечной контактной сварки | 1977 |
|
SU707725A1 |
| Машина для многоточечной контактной сварки | 1979 |
|
SU867563A1 |
| СВАРОЧНАЯ КАРЕТКА | 2024 |
|
RU2829165C1 |
| Установка для контактной многоточечной сварки | 1978 |
|
SU774851A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU507422A1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОЙ ПОДАЧИ СВАРОЧНЫХ КЛЕЩЕЙ | 1994 |
|
RU2065805C1 |
| Машина для контактной шовнойСВАРКи | 1978 |
|
SU795811A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ СИЛЬФОНОВ | 1995 |
|
RU2087284C1 |
| МАШИНА ДЛЯ МНОГОЭЛЕКТРОДНОЙ ТОЧЕЧНОЙ СВАРКИ КОРОБЧАТЫХ КОНСТРУКЦИЙ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU251111A1 |