Изобретение относится к контактной стыковой сварке и может быть использовано в машиностроении.
Цель изобретения - повышение производительности сварки и снижение энернозатрат при ней.
Поставленная цель достигается тем что во время сварки горячий металл по мере его выдавливания за пери- фетр заготовки удаляют возвратно- Колебательным перемещением режущего |1нструмента.
Удаление грата непосредственно пр фварке возможно благодаря тому, что рат в момент осадки при стыковке Авух прутков выдавливается за пери- йстр заготовки и удалить этот вы- i aвлeнный металл можно удалением фго в стороны. В связи с тем, что Дальнейшей технологией обработки заготовки может быть предусмотрено снятие грата только в заданных плос- остях заготовки, выдавливаемый горячий металл удаляют только в этих плоскостях заготовки. Поэтому для удаления грата используют инструмент, которому придают возвратно-колебательное перемещение относительно .заданных плоскостей заготовки.
На фиг, 1 представлена установка для осуществления способа; на фиг, 2 узел I на фиг. 1; на фиг, 3 - съема осуществления способа.
Установка содержит стыкосварочную машину 15, к неподвижной верхней части которой крепится кронштейн 2, . гаарнирно соединенный с кронштейном 3 через ось 4, На оси 5 кронштейна 3 шарнирно закреплен съемник 6 грата, который шаркирно соединен через ось 7 с шатунно-кривошипным механизмом 8, вращающимся от привода 9 Положение съемника 6 относительно : Свариваемой плети 10 регулируется талрепом 11, Прутки плетч 10 подаются к сварке с одной стороны установки и укладываются на ролики 12 и зажимные губки 13, которые после поворота подвижной части стыкосвароч аой машины 1 в вертикальное положение оказываются прижатыми друг к дру гу вплотную. Включается источник питания и осуществляется контактная сварка прутков в гшеть 10, Одновременно включается привод 9, который вращает шатунно-кривощипный механизм 8,, передающий съемнику 6 возврат0.
5
0
5
0
5
0
5
0
5
НС-колебательное перемещение относительно его вертикальной оси,
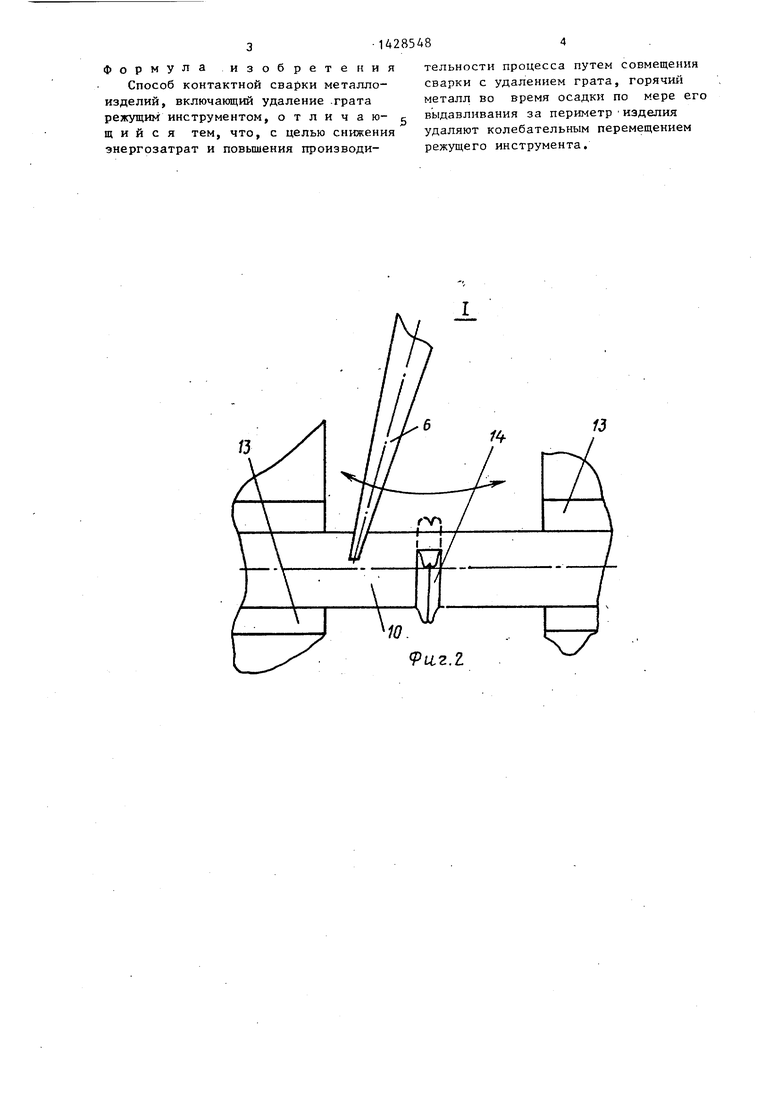
Съемник 6 выполнен в виде вилки, огибающей полусферу плети 10 при возвратно-колебательном перемещении съемника 6, С указанной полусферы плети 10 необходимо снять грат 14.
Поэтому при возвратно-колебательном движении съемника 6 последний снимает и отбрасывает в сторону горячий металл, вьщавливаемый за полусферу плети, после чего сваренная плеть 10 с очищенной от грата полусферой подается на промежуточную навивку арматуры, предусмотренную технологией,
Пример, При строительстве используется большое количество бетон- ньк армированных родоводов, диаметр которых достигает 7,5 м и больше. Прочность водоводов достигается за счет их армирования. Усиливающая арматура представляет собой плеть, которую перед навивкой на водород сваривают встык из отдельных прутков 32; 36; 40 мм в непрерывную плеть стыкосварочной машиной типа К-617, В пе.риод сварки плети в месте стыков, расплавленный металл выдавливается за диаметр заготовки и образуется грат, который при навивке на водовод мешает плотному прилеганию арматуры к оболочке водовода, а также препятствует равномерному натягу арматуры, в результате чего снижается несущая способность водорода. Кроме того, при навивке сваренной плети в форму промежуточной спирали (.в со- - ответствии с существующей технологией навивки армокаркаса на водовод) с помощью гибочных роликов образовавшийся грат затрудняет навивку плети - возможны резкие местные- изломы плети, что приводит к заеданию и останову роликов. Поэтому необходимо удалять горячий металл сразу по мере его .выдавливания за диаметр заготовки непосредственно из зоны свар- IcH, Такое удаление, горячего металла осуществляется предлагаемым способам.
Предлагаемый способ позволяет снизить усилия снятия грата за счет даления грата в горячем состоянии и повысить надежность оборудования для осуществления продесса.
Формула изобретения
Способ контактной сварки металлоизделий, включающий удаление .грата режущим инструментом, отличаю- щ и и с я тем, что, с целью снижения энергозатрат и повышения производительности процесса путем совмещения сварки с удалением грата, горячий металл во время осадки по мере его выдавливания за периметр изделия удаляют колебательным перемещением режущего инструмента.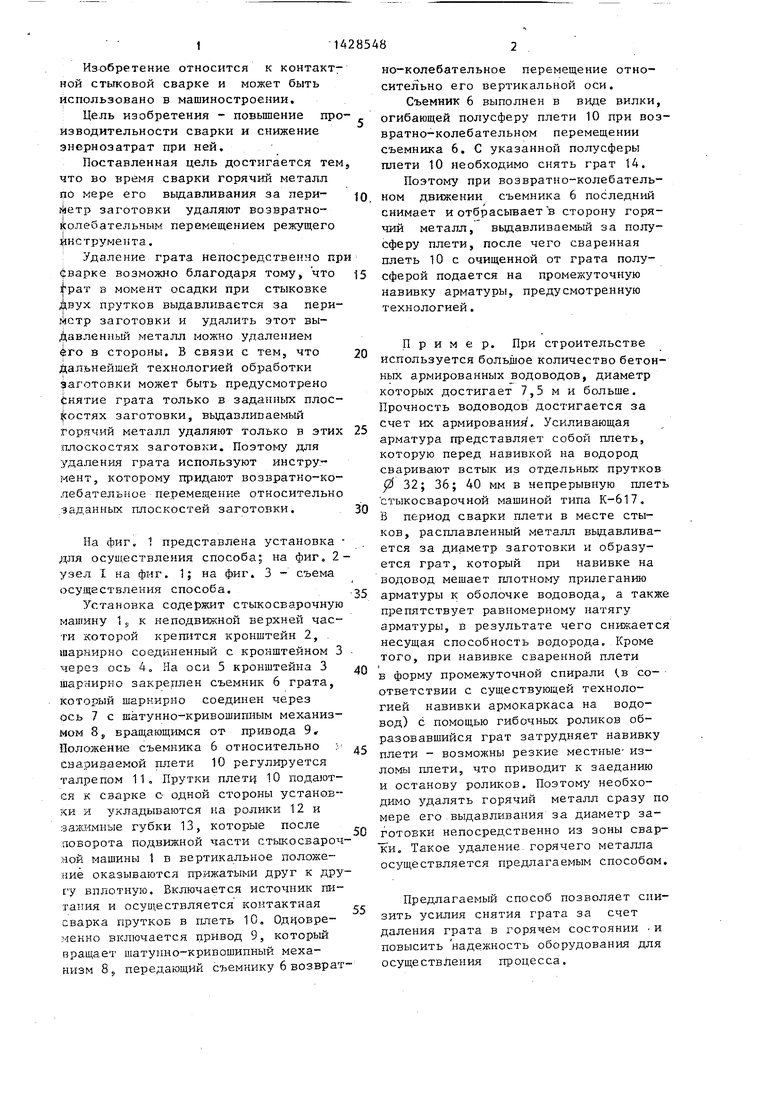
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2427456C1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2011 |
|
RU2467848C1 |
| Поточная линия для безотходной заготовки мерных цилиндрических изделий | 1990 |
|
SU1801717A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Способ стыковой сварки | 1975 |
|
SU650753A1 |
| Устройство для удаления грата | 1990 |
|
SU1830324A1 |
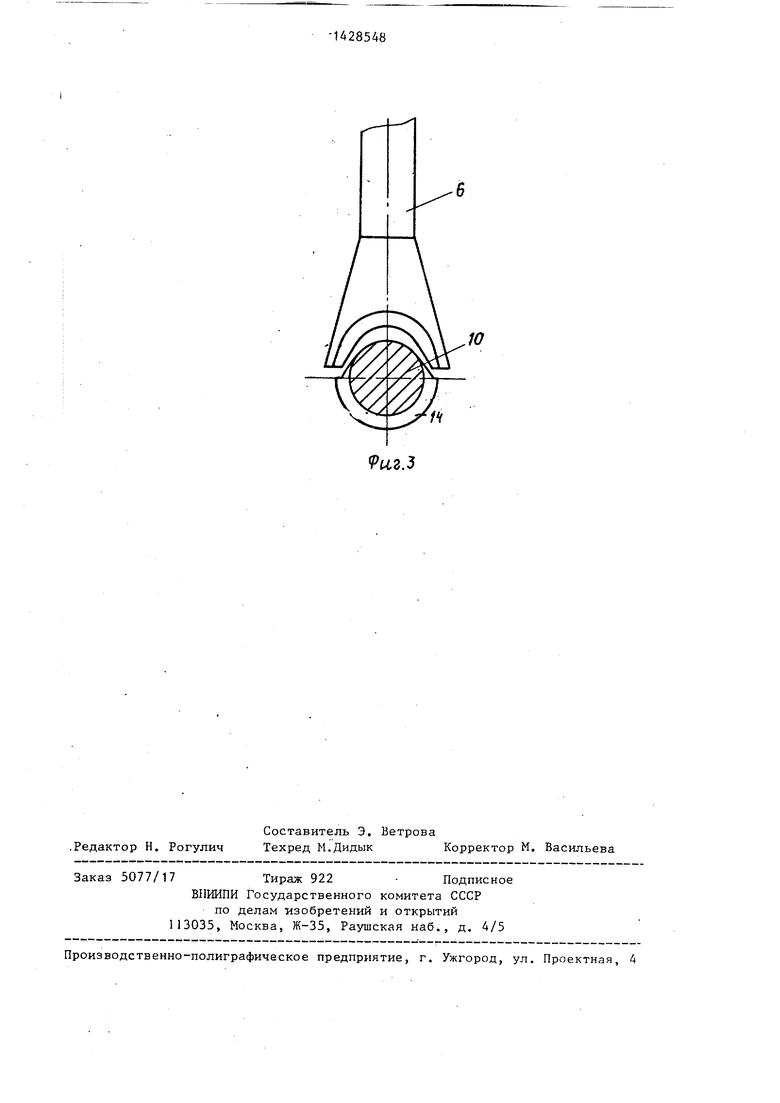
Изобретение относится к контактной стыковой сварке. Цель изобретения --.повышение производительности сварки и снижение трудоемкости процесса. При стыковой сварке прутков в плеть 10 во время осадки выдавленный горячий грат удаляют с части периметра плети 10 съемником 6. Съемнику 6 посредством кривошипно- шатунного механизма от привода 9 сообщают возвратно-колебательные перемещения во время стыковой сварг) ки. Изобретение позволяет снизить усилие снятия грата за счет удаления грата в горячем состоянии и повысить надежность оборудования для осуществления процесса. 3 ил. сл to 00 СП 4 ОС 9иг.1
/3
14
9иг,3
| Машина для контактной стыкойвой сварки | 1971 |
|
SU521092A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
