Изобретение относится к трубному производству, в частности, к.оборудованию для- безостаточного раскроя цилиндрических (трубной заготовки), полученных методом контактно-стыковой сварки заготовок в плеть,
Целью изобретения является повышение эффективности использования оборудования путем обеспечения обработки торцов трубной заготовки одним станком.
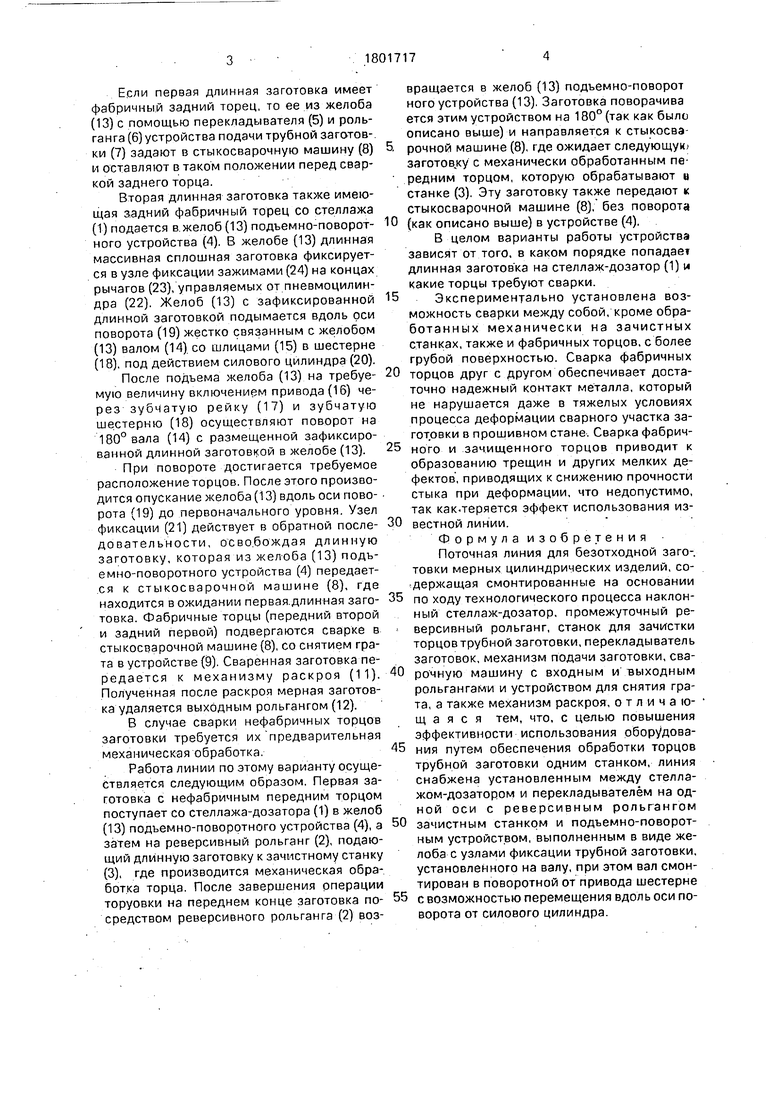
На фиг. 1 представлена схема поточной линии для безотходного получения (трубной заготовки) мерных цилиндрических изделий; на фиг. 2 - разрез по А-А; на фиг. 3 - разрез подъемно-поворотного механизма Б-Б.
Предлагаемая поточная линия для безотходного получения трубной заготовки ме- тоДом контактной стыковой сварки содержит наклонный стеллаж с дозатором
(1), промежуточный реверсивный рольганг
(2), станок для зачистки торцов (3), подъемно-поворотное устройство (4), перекладыватель (5). выходной рольганг (6), механизм подачи заготовок (7) в стыкосварочную машину (8), устройство для снятия грата (9), средний рольганг (10), механизм раскроя- (11), выходной рольганг (12), а также желоб (13) установленный на валу (14) со шлицами (15) смонтированный в поворотной от привода (16), с зубчатой рейкой (17), шестерне (18) с возможностью перемещения вдоль оси поворота (19) от силового цилиндра (20). При этом подъемно-поворотное устройство (4) представляет собой горизонтально расположенный желоб(13), имеющий узлы фиксации трубной заготовки (21), включающий пневмоцилиндр (22) с рычагами (23) и оканчивающимися зажимами (24).
Работа предлагаемой поточной линии осуществляется следующим образом.
Пакет длинных заготовок в виде штанг укладывают на стеллаж-дозатор (1) и поштучно передают в желоб (13) подъемно-поворотного устройства (4).
С
ivi
Если первая длинная заготовка имеет фабричный задний торец, то ее из желоба (13) с помощью перекладывателя (5) и рольганга (6) устройства подачи трубной заготовки (7) задают в стыкосварочную машину (8) и оставляют в таком положении перед сваркой заднего торца.
Вторая длинная заготовка также имеющая задний фабричный торец со стеллажа (1) подается в.желоб (13) подъемно-поворотного устройства (4). В желобе (13) длинная массивная сплошная заготовка фиксируется в узле фиксации зажимами (24) на концах рычагов (23), управляемых от пневмоцилин- дра (22). Желоб (13) с зафиксированной длинной заготовкой подымается вдоль оси поворота (19) жестко связанным с желобом (13) валом (14) со шлицами (15) в шестерне (18), под действием силового цилиндра (20).
После подъема желоба (13) на требуемую величину включением привода (16) через зубчатую рейку (17) и зубчатую шестерню (18) осуществляют поворот на 180° вала (14) с размещенной зафиксированной длинной заготовкой в желобе (13).
При повороте достигается требуемое расположение торцов. После этого производится опускание желоба (13) вдоль оси пово- рота (19) до первоначального уровня. Узел фиксации (21) действует в обратной последовательности, осво.бождая длинную заготовку, которая из жел-оба (13) подъемно-поворотного устройства (4) передается к стыкосварочной машине (8), где находится в ожидании первая.длинная заготовка. Фабричные торцы (передний второй и задний первой) подвергаются сварке в стыкосварочной машине (8), со снятием грата в устройстве (9). Сваренная заготовка передается к механизму раскроя (11). Полученная после раскроя мерная заготовка удаляется выходным рольгангом (12).
В случае сварки нефабричных торцов заготовки требуется их предварительная механическая обработка.
Работа линии по этому варианту осуществляется следующим образом. Первая заготовка с нефабричным передним торцом поступает со стеллажа-дозатора (1) в желоб (13) подъемно-поворотного устройства (4), а затем на реверсивный рольганг (2), подающий длинную заготовку к зачпстному станку (3), где производится механическая обработка торца. После завершения операции торуовки на переднем конце заготовка посредством реверсивного рольганга (2) возвращается в желоб (13) подъемно-поворот ного устройства (13). Заготовка поворачива ется этим устройством на 180° (так как было описано выше) и направляется к стыкосварочной машине (8), где ожидает следующую
заготовку с механически обработанным передним торцом, которую обрабатывают и
станке (3). Эту заготовку также передают к
стыкосварочной машине (8); без поворота
(как описано выше) в устройстве (4),
В целом варианты работы устройства зависят от того, в каком порядке попадает длинная заготовка на стеллаж-дозатор (1) и какие торцы требуют сварки.
Экспериментально установлена возможность сварки между собой/кроме обработанных механически на зачистных станках, также и фабричных торцов, с более грубой поверхностью. Сварка фабричных
торцов друг с другом обеспечивает достаточно надежный контакт металла, который не нарушается даже в тяжелых условиях процесса деформации сварного участка заготовки в прошивном стане. Сварка фабрич
ного и зачищенного торцов приводит к
образованию трещин и других мелких дефектов, приводящих к снижению прочности стыка при деформации, что недопустимо, так как-теряется эффект использования известной линии.
Формула изобретения Поточная линия для безотходной зато-, товки мерных цилиндрических изделий, со- держащая смонтированные на основании
по ходу технологического процесса наклонный стеллаж-дозатор, промежуточный ре- версивный рольганг, станок для зачистки торцов трубной заготовки, перекладыватель заготовок, механизм подачи заготовки, сварочную машину с входным и выходным рольгангами и устройством для снятия грата, а также механизм раскроя, отличающаяся тем, что, с целью повышения эффективности использования рборудования путем обеспечения обработки торцов трубной заготовки одним станком, линия снабжена установленным между стеллажом-дозатором и перекладывателём на одной оси с реверсивным рольгангом
зачистным станком и подъемно-поворотным устройством, выполненным в виде желоба с узлами фиксации трубной заготовки, установленного на валу, при этом вал смонтирован в поворотной от привода шестерне
с возможностью перемещения вдоль оси поворота от силового цилиндра.
фиг.З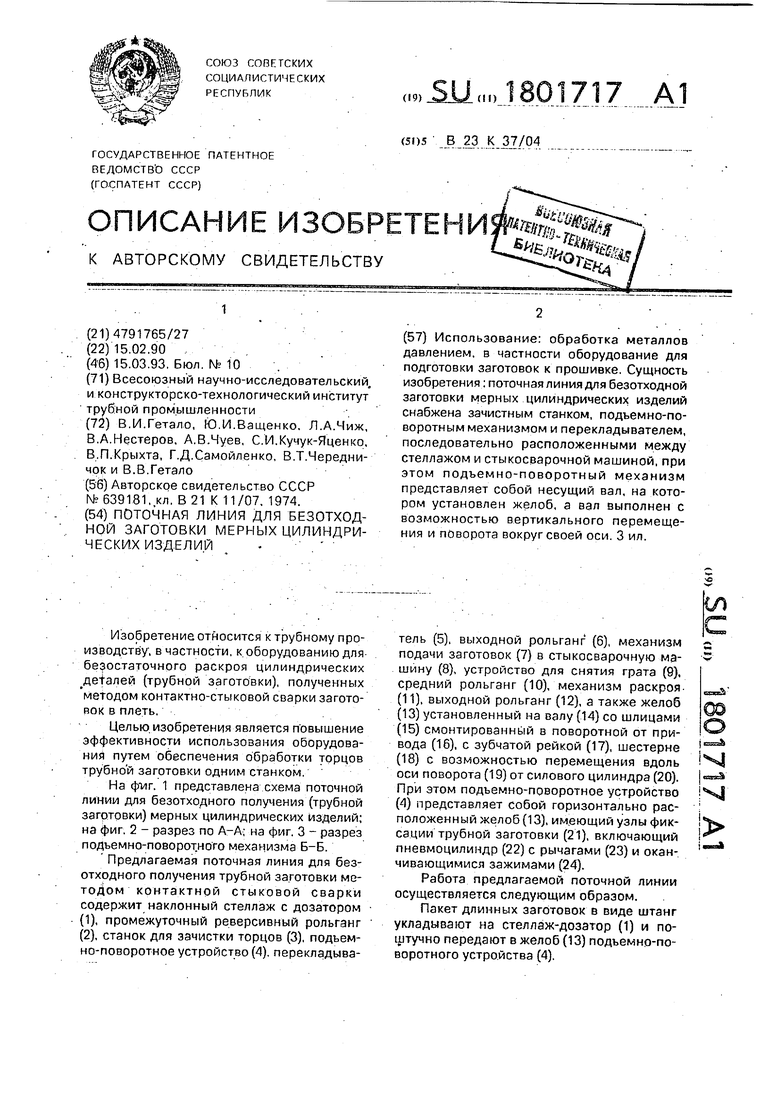
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Способ подготовки трубных заготовок из углеродистых и легированных сталей к прошивке | 1990 |
|
SU1708560A1 |
| Линия для изготовления змеевиков | 1979 |
|
SU961816A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| АГРЕГАТ ДЛЯ ЗАКАТКИ КОНЦОВ ТРУБНЫХ ИЗДЕЛИЙ | 1989 |
|
SU1783677A1 |
| Автоматическая линия заготовки мерных изделий | 1990 |
|
SU1808803A1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| Устройство для поперечной передачи труб | 1982 |
|
SU1091959A1 |
| Поточная линия для производства заготовок двухслойных труб | 1983 |
|
SU1098718A1 |

Использование: обработка металлов давлением, в частности оборудование для подготовки заготовок к прошивке. Сущность изобретения: поточная линия для безотходной заготовки мерных цилиндрических изделий снабжена зачистным станком, подъемно-поворотным механизмом и перекладывателем, последовательно расположенными между стеллажом и стыкосварочной машиной, при этом подъемно-поворотный механизм представляет собой несущий вал, на котором установлен желоб, а вал выполнен с возможностью вертикального перемещения и поворота вокруг своей оси. 3 ил.
| Авторское свидетельство СССР № 639181, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
