4 ГО
00
сл
о
4
Изобретение относится к машиностроению и может быть использовано При изготовлении валов, подвергавшихся значительным циклическим нагрузка с высокими требованиями по точности.
Цель изобретения - повышение точности обрабатываемой подступичной части вала и снижение шероховатости Поверхности при сохранении достаточ- його уровня сопротивления усталости. ; Поставленная цель достигается тем tiTo непосредственное обеспечение высокого уровня сопротивления усталос- |ги достигается за счет поверхностно Ьо пластичного деформирования (ППД), рричем окончательная чистовая механическая обработкаэ обеспечивает высокий уровень сопротивления усталости.,
ППД выполняется так (т.е.. на та- кук глубину наклепанного слоя) , чтобы, сохраняя высокий уровень сопротивления усталости, обеспечить возможность снять определенный слой дл повьт1ения точности, при этом ППД здесь косвенно обеспечивает точность. Таким образом, в рамках предлагаемого способа операция окончателной механической обработки преобре-, тает функции обеспечения сопротивления усталости, а операция ППД - обеспечения точности
Чисто вая обработка должна проводиться строго по определенным пара- метрам с тем, чтобы сохранился достаточный уровень сопротивления усталости,,
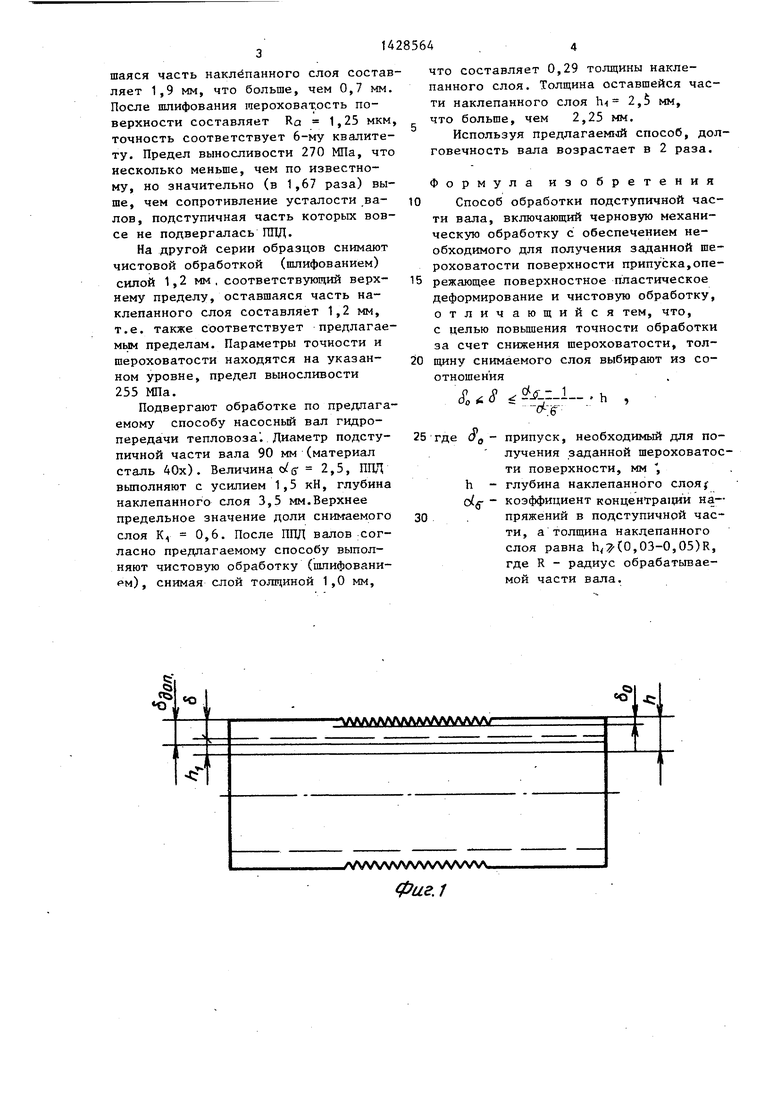
На фиг.1 показана схема обработки вала с ц1-тиндрической подступичной частьюJ на фиг.2 - то же с конической.
Способ, осуществляют следующим об- разома
Сначала осуществляют предварительную термическую обработку (отжиг) и черновую механическую обработку, затем - окончательную термическую обработку, например нормализ-ацию или тер угическое улучшение. После термической, черновой и чистовой обра ботки вал поступает для выполнения ГШД, При этом ППД выполняется так, чтобы полная глубина наклепанного слоя была не менее, чем сумма снимаемого последующей чистовой обработкой слоя ((р и требуемого остающегося наклепанного слоя h, т.е.
h 7%
,
8.
V
2
hv
(1)
величина
Вьшолняют окончательную чистовую механическую обработку (чистовое точение или шлифование), при которой снимается слой толщиной , достаточной для обеспечения заданной точности (Sip 7 0 ) ио не более, чем
otff-1 ,
ичина
Если К (2)
(3)
величина
Тогда на основании соотношения(1) глубина наклепанного слоя составляет
h 7
h Т - KI
(4)
Q
5
0
5
0
5
Пример. Выполняют обработку подступичной части цилиндрических образцов из стали 45 диаметром 28 мм для усталостных испытаний. Формообразование (черновую механическую обработку) осуществляют по 11-му ква- литету (степени точности). В качестве окончательной чистовой обработки . применяют шлифование. Пробными щли- фовками устанавливают минимальную величину припуска на радиус, для получения 6 квалитета который составляет сгоJ 0,6 мм. В результате шлифования обеспечивают RQ 1,25 мкм. Далее осуществляют напресовку втулок по поН7
садке -г (сАд- 2) , а затем производят (для последующего сравнения) установочные испытания образцов, подсту- пичную часть которых обрабатьшают без применения 1ШД. Предел вьшосливости (база испытаний во всех испытаниях равняется 5 млн циклов) 165 МПа.
Выполняют серию испытаний образцов, подступичную часть которых обра-, батьшают по предлагаемому способу. ППД ВЬШОЛНЯЮТ с усилием обкатки 4 кН, глубина наклепа h 2,5 мм. После ППД подступичную часть образцов подвергают шлифованию, снимая слой минимально допустимой в данных условиях толщины р 0,6 мм. Отношение /h Oj24,4To меньше,чем предлагаемый верхний предел / ( )/о(,5, а оставшаяся часть наклёпанного слоя составляет 1,9 мм, что больше, чем 0,7 мм. После шлифования шероховат.ость поверхности составляет Ra 1,25 мкм точность соответствует 6-му квалите- ту. Предел выносливости 270 МПа, что несколько меньше, чем по известному, но значительно (в 1,67 раза) выше, чем сопротивление усталости валов, подступичная часть которых вовсе не подвергалась Ш1Д.
На другой серии образцов снимают чистовой обработкой (шлифованием) силой 1,2 мм , соответствующий верхнему пределу, оставшаяся часть наклепанного слоя составляет 1,2 мм, т.е. также соответствует предлагаемым пределам. Параметры точности и шероховатости находятся на указанном уровне, предел выносливости 255 МПа.
Подвергают обработке по предлагаемому способу насосный вал гидропередачи тепловоза . Диаметр подсту- пичной части вала 90 мм (материал сталь 40х) . Величина с/6 2,5, ПИЛ вьтолняют с усилием 1,5 кН, глубина наклепанного слоя 3,5 мм.Верхнее предельное значение доли снимаемого слоя К 0,6. После ППД валов согласно предлагаемому способу выполняют чистовую обработку (шлифовани- РМ), снимая слой толщиной 1,0 мм.
что составляет 0,29 толщины наклепанного слоя. Толщина оставшейся части наклепанного слоя h 2,5 мм, что больше, чем 2,25 мм.
Используя предлагаемый способ, долговечность вала возрастает в 2 раза.
Формула изобретения Способ обработки подступичной части вала, включающий черновую механическую обработку с обеспечением необходимого для получения заданной шероховатости поверхности припуска,опе- режающее поверхностное пластическое деформирование и чистовую обработку, отличающийся тем, что, с целью повышения точности обработки за счет снижения шероховатости, тол- щину снимаемого слоя выбирают из соотношения
..h ,
(--Q где Од - припуск, необходимый для получения заданной шероховатости поверхности, мм , h - глубина наклепанного слоя cf. - коэффициент концентрации на-
. пряжений в подступичной части, а толщина наклепанного слоя равна h(0,03-0,05)R, где R - радиус обрабатЕ гаае- мой части вала.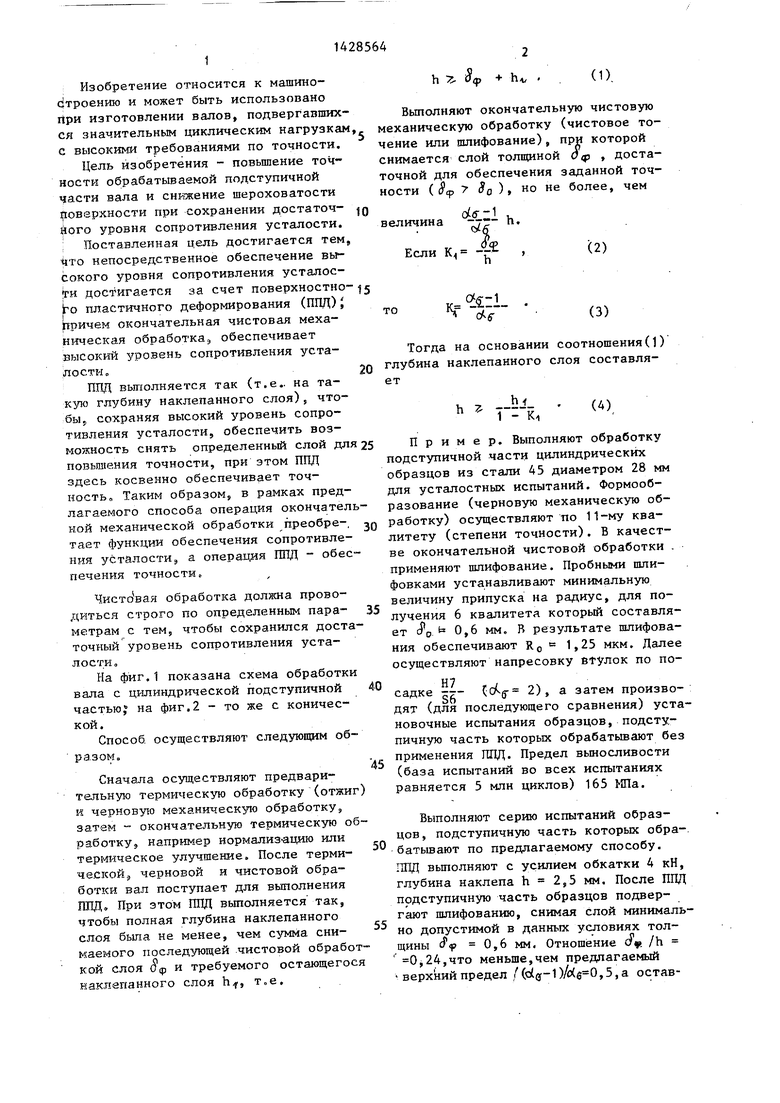
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО С ДЕМПФЕРОМ ДЛЯ ОБРАБОТКИ ППД | 2009 |
|
RU2408452C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ППД С ПНЕВМАТИЧЕСКИМ БУФЕРОМ | 2009 |
|
RU2411118C1 |
| ДЕМПФЕРНЫЙ СПОСОБ ОБРАБОТКИ ППД | 2009 |
|
RU2408453C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПУТЕМ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328368C2 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ППД С ПНЕВМАТИЧЕСКИМ БУФЕРОМ | 2009 |
|
RU2411117C1 |
| УДАРНО-ОБКАТНОЙ ИНСТРУМЕНТ С АКСИАЛЬНО СМЕЩЕННЫМИ ИНДЕНТОРАМИ | 2009 |
|
RU2412038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ТИПА ВАЛ-СТУПИЦА СТАЛЬНЫХ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2012 |
|
RU2501986C2 |
| СПОСОБ УДАРНОЙ ОБКАТКИ | 2009 |
|
RU2412039C1 |
| КОМБИНИРОВАННЫЙ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2438850C2 |
| Способ упрочнения трубчатых валов | 1987 |
|
SU1447645A1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении валов, подвергающихся значительным циклическим нагрузкам, с высокими требованиями по точности. Цель - повышение точности. Поверхностное пластическое деформирование выполняют перед.окончательной чистовой обработкой, при зтом толщину снимаемого чистовой обработкой слоя и ширину наклепанного слоя определяют по приведенным соотношениям. Подсту- пичную часть вала подвергают опере- жакнцему пластическому деформированию. Леталь щлифуют, снимая минимально допустимый слой, и оставляют толщину g наклепанного слоя согласно расчетной зависимости. 2 ил. (Л
I
«О
45
лллллллллллллллллллг
ы УЛЛЛЛЛЛЛЛЛЛЛЛЛЛ.
Фиг,1
4S
I
O Ч)
УИЛЛЛЛЛЛАЛЛАЛЛГ
/С
7
.AAMAfVWWWWXA.
Фиг. 2
| Размерно-чистовая и упрочняющая обработка деталей давлением ЦИНТИАМ.- М., 1963, с | |||
| Приспособление для картограмм | 1921 |
|
SU247A1 |
