18
И;з68ретение относится к деревооб- рйбвтывающцм станкам и может быть использовано при производстве изделий круглого сечения сложной формы из с древесины.
Цель изобретения - повьшение производительности за счет обеспечения возможности использования времени обратного хода , продольного суппорта на ю обработку изделия.
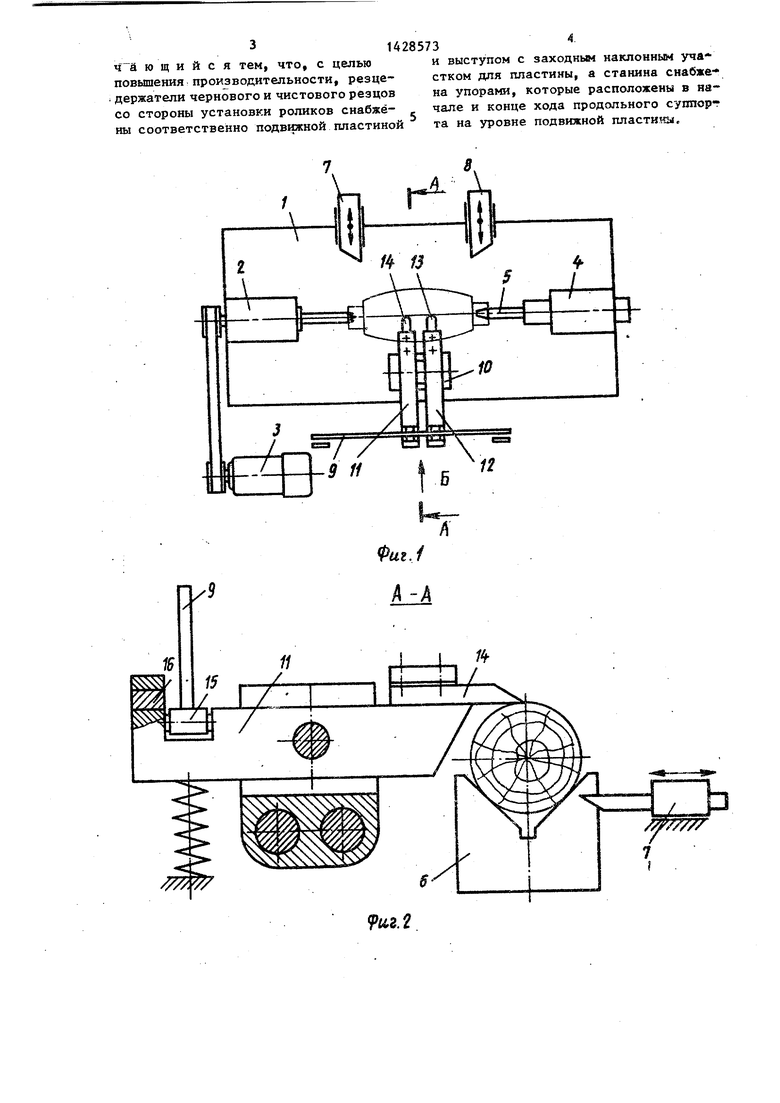
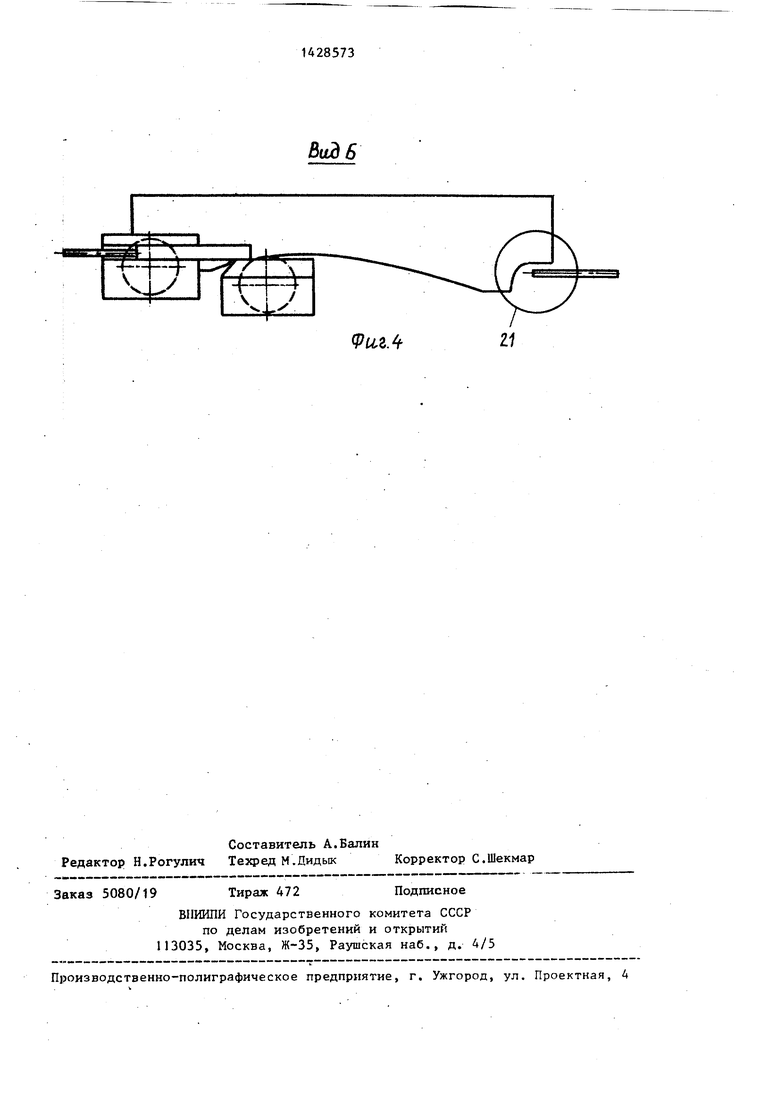
На фиг.1 изображена схема станка; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.1 (при рабочем ходе суппорта); .на фиг.4 - то же, в fg момент отвода чистового резца, Станок включает станицу 1 и уста- новленные на ней переднюю бабку 2 с приводом 3, заднюю бабку 4 с пинолью 5, загрузочное устройство с ложемен-.20 том 6, поперечные суппорты 7 и 8, ко- лир 9, продольный суппорт 10 с поворотными резцедержателями 11 и 12, на одном конце которых установлены чистовой 13 и черновой 14 резцы, а на 25 другом конце взаимодействующие с ко- пиром 9 ролики 15. Резцедержатель 11 снабжен подвижной пластиной 16, а резцедержатель 12 - выступом 17с заходным наклонным участком для зО пластины 16. пои этом станина снабжена упорами 18 и 19, расположенными в начале и в конце хода продоль- ного суппорта 10 на уровне пластины 16. На копире 9 выполнены концевые , выемки 20 и 21.
Сталок работает следующим образом. Подлежащая обработке заготовка изделия укладывается на находящийся в исходном верхнем положении ложемент 40 6 за.грузочного устройства и зажимается перемещением пиноли 5 задней бабки 4. Ложемент 6 отводится в нижнее положение, включается привод 3 передней бабки 2, и после сообщения заго- 45 товке вращения производится рабочий ход продольного суппорта 10 в сторону передней бабки 2. При перемещении продольного суппорта 10 поворотные резцедержатели: 11, И 12 роликами 15 rg отслеживают профиль копира 9, при этом черновым 14 и чистовым 13 резцами производится профильная обработа заготовки.
Во время рабочего хода продольного ,, Уппорта 10 перемещением поперечного суппорта 7 производится обработка дной из концевых частей заготовки. конце рабочего хода ролик 15 резцедержателя 11 попадает в концевую выемку 20 копира 9, резцедержатель 11 поворачивается относительно резцедержателя 12, при этом упор 18 сдвигает пластину 16 в положение над выступом 17, после чего начинается обратный ход продольного суппорта 10. В начале обратного хода ролик 15 резцедержателя 11 выходит из концевой выемки 20 копира 9, при зтом резцедержатель 11 за счет взаимодействия пластины 16 с выступом 17 поворачивает резцедержатель 12 и тем самым отводит чистовой резец 13 от обработанной поверхности заготовки. Во время обратного хода продольного суппорта 10 перемещением поперечного суппорта 8 осуществляется обработка второй концевой части заготовки. В конце обратного хода ynoip 19 сдвигает пластину 16 в исходное положение, выводит ее из контакта с выступом 17, в результате чего резцедержатель 12 воз-, вращается в исходное положение, при этом плавность возврата обеспечивается концевой выемкой 21 копира 9. Ло жемент 6 загрузочного устройства после остановки привода 3 передней бабки 2 поднимается в верхнее исходное положение, пиноль 5 возвращается в исходное положение, разжимая обработанную заготовку. На этом цикл обработки заготовки изделия заканчивается.
Таким образом, в предлагаемом то- карно-копировальном станке возможность использования времени обратного хода продольного суппорта для обработки заготовки обеспечивается отводом чистового резца на время обратного хода и предотвращения его контакта с заготовкой при упругом восстановлении древесины и соответствующем увеличе- нии размеров заготовки по обработан- ным поверхностям, что позволяет повысить производительность станка.
Формула изоб р;е тения
Токарно-копировальный станок,вклю- ча15ций станину,, переднюю и заднюю бабки, поперечный и продольный суппорты, смонтированные на продольном - суппорте поворотные резцедержатели с чистовым и черновым резцами на одном конце и роликами на другом, взаимодействующий в роликами копир, загрузочное устройство и привод, о т л и чающийся тем, что, с целью повышения производительности, резце- держатели чернового и чистового резцов со стороны установки роликов снабжены соответственно подвижной пластиной
- в ой
1428573
и выступом с заходньм наклонным уча стком для пластины, а станина снабже- на упорами, которые расположены в начале и конце хода продольного суппорт та на уровне подвижной пластины.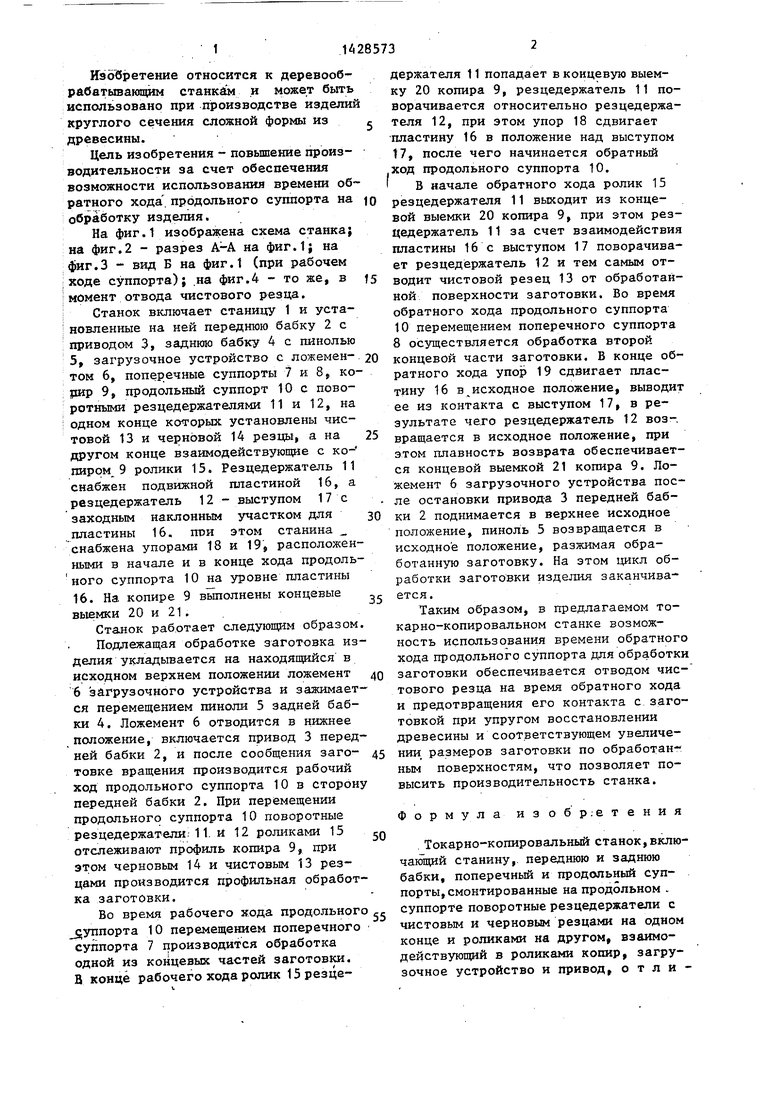
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный полуавтомат | 1973 |
|
SU512000A1 |
| ВСЕСОЮЗНАЯ ПАТЕНТНО-ТаШ'"П1МБЧБЛИО'ТНА | 1972 |
|
SU338367A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| Станок для изготовления черенков | 1981 |
|
SU1016159A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Самооткрывающаяся многорезцовая головка для нарезания резьб на токарных станках | 1947 |
|
SU82053A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| Станок для обработки деталей сложной формы | 1986 |
|
SU1318349A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
Изобретение относится к деревообработке и может быть использовано при производстве изделий круглого сечения сложной формы из древесины. Цель изобретения - повышение производительности. Станок включает установ- вленные на станине переднюю и заднюю бабки, поперечные и продольный суппорты. Продольный суппорт имеет поворотные резцедержатели 11 и 12с чистовым и черновым резцами, закрепленными соответственно на резцедержателях 12 и 11. На другом конце поворотных резцедержателей закреплены ролики 15, взаимодействующие с копиром 9. Разцедержатель 11 снабжен подвижной пластиной 16, а резцедержатель 12 выступом 17 с заходным наклонным участком для пластины 16. Станина снабжена упорами 18 и 19, расположенными в начале и в конце хода продольного суппорта на уровне пластины 16. На копире 9 выполнены концевые .выемки 20 и 21. Обрабатываемая заготовка зажимается в центрах передней и задней бабок. При рабочем ходе продольного суппорта (влево) резцы резцедержателей 11 и 12 производят черновое и чистовое обтачивание заготовки. Обтачивание производится по копиру 9 через ролики 15. В это время одна из концевых частей заготовки обрабатывается поперечным суппортом. В конце рабочего хода продольного суппорта, когда ролик 15 попадает в выемку 20, пластина 16 при взаимодействии с упором 18 вьщвигается, заходит на выступ 17 и фиксирует тем самым чистовой резец в отведенном положении. Осуществляются обратный ход продольного суппорта, а также обработка другой концевой части заготовки вторым поперечным суппортом. В конце обратного хода упор 19 сдвиг гает пластину 16 в исходное положе-. ние. 4 ил, ВиЭВ (Л С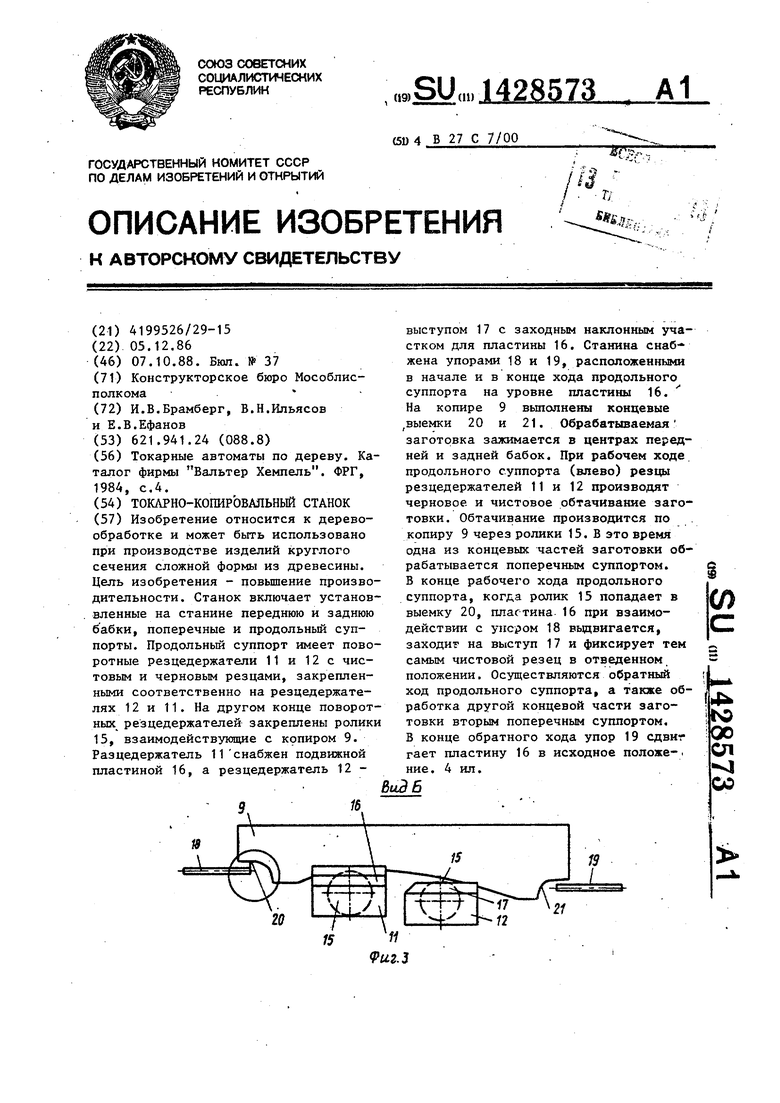
/5
16
/
/1ш
ЕЭ
9UB.2
Риг.
| Токарные автоматы по дереву | |||
| Каталог фирмы Вальтер Хемпель | |||
| ФРГ, 1984, с.4. |
