131
упрощения конструкции станка, егп кинематической цепи. Станок содержит станину 1, н,а которой размещены шпиндельные головки 2, копир 3, стол 6, на котором размещены резцовые головки (резцедержатели) 16 с черновым и листовым резцами 15, а также копирная система и механизм смены инструмента. В процессе обработки стол 6 получает поступательное перемещение, копирньй щуп 13 через двуплечий рычаг 14 и через два сообщающихся гидроцилиндра, одна из стенок
1
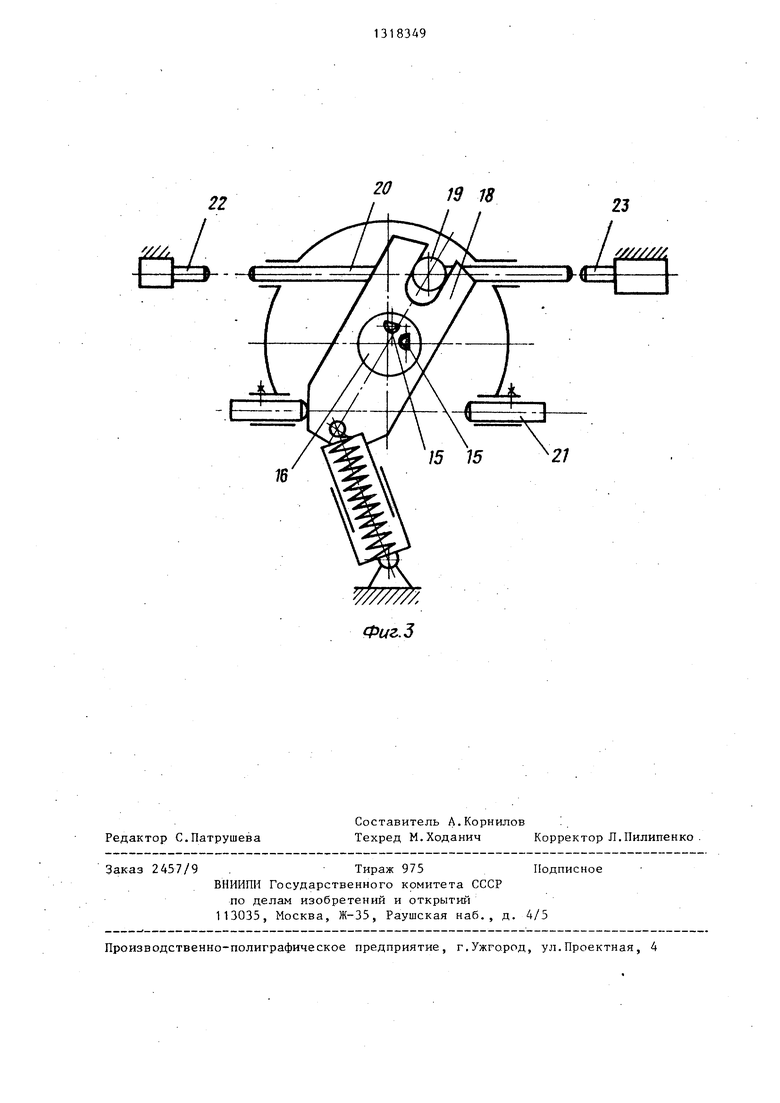
Изобретение относится к станкостроению и может быть использовано при изготовлении, изделий с различным профилем в продольном и поперечном сечениях, например, поверхности пор- щней двигателей внутреннего сгорания.
Цель изобретения - повьш1ение качества обработки деталей путем упрощения конструкции станка.
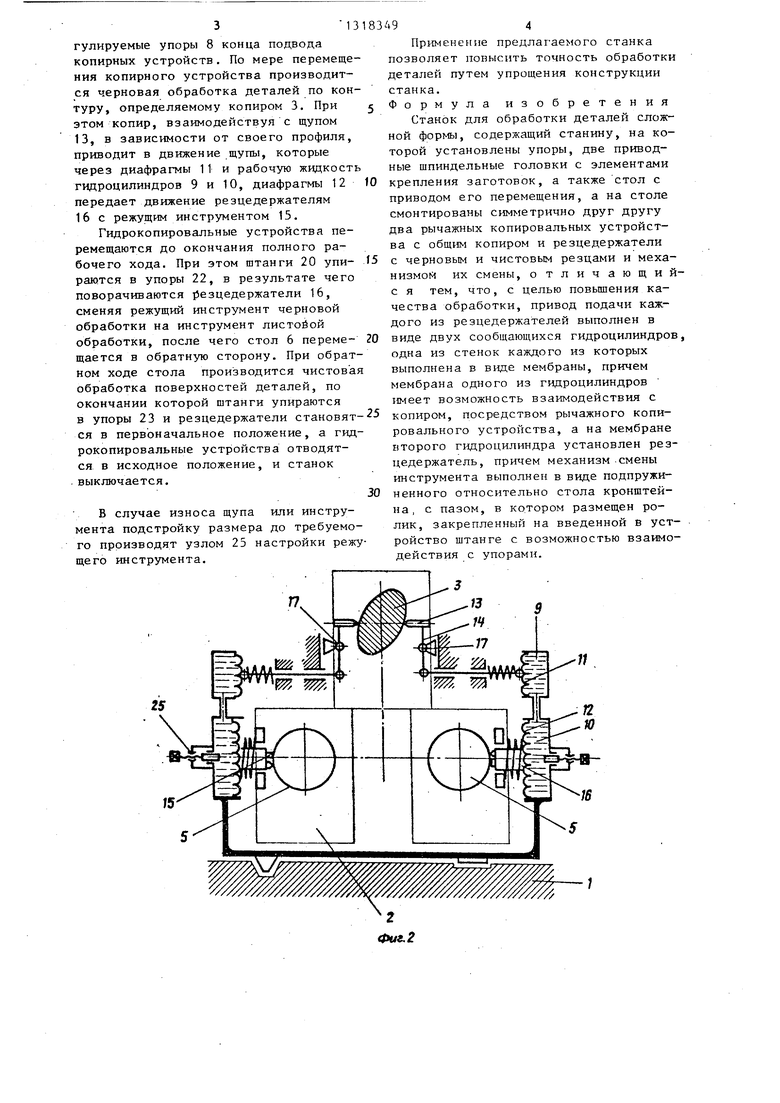
На фиг. 1 изображен станок, общий ВИД5 на фиг. 2 - кинематическая схе- |Ма копировальных устройств станка; на фиг. 3 - схема механизма поворота резцедержателя.
Стано-к для обработки деталей сложной формы содержит станину 1, на которой установлены шпиндельные головки 2, несущие на себе копир 3 и снабженные узлами 4 крепления заготовок 5. Шпиндельные головки и копир связаны жесткой кинематической цепью .и имеют общий привод. На направляющих станины 1 смонтирован стол 6 продольного перемещения со смонтированными на нем гидрокопировальными устройствами 7, снабженными регулируемыми упорами 8. Каждое гидрокопировальное устройство Снабжено гидроцилиндрами 9 и 10 единой замкнутой и герметичной системы, имеющими подпружиненные диафрагмы 11 и 12. Диафрагма 11 гидроцилиндра 9 механически связана со щупом 13 через двуплечий рычаг 14, а циафрагма 12 гидроцилиндра 10 - с режущим инструментом 15 через резцедержатель 16. Двупле- сий рычаг 14 имеет серединный шарнир
349
которых выполнена в виде мембраны, передает заданное перемещение черновому резцу. При взаимодействии штанги с упором осуществляется замена чернового резца на чистовой и обратным ходом стола осуществляется чистовая обработка поршня 5 до контакта штанги с упором 23. Далее деталь снимается, ставится новая, и цикл повторяется. Применение предложенного станка позволит повысить точность обработки деталей путем упрощения кинематической цепи станка. 3 ил.
17, смонтированный с возможностью перемещения вдоль рычага и жестк.ой фиксации его в требуемом положении на рычаге. При помощи шарнира 17 можно изменять масштаб копирования
размеров. Резцедержатель 16, снаб жен- ньй режущим инструментом 15 для черновой и чистовой обработки, выполнен поворотным и имеет механизм
поворота для смены . режущего инструмента черновой обработки на инструмент чистовой обработки в конце рабочего хода по переходам. Механизм поворота резцедержателя 16 содержит подпружиненную кулису 18, кон-. тактирующую с роликом 19, смонтированным на штанге 20, ограничители 21 поворота резцедержателе и упоры 22 и 23. Подвод гидрокопировальных устройств и их отвод от обрабатываемых деталей осуществляется механизмами 24. Гидроцилиндры 9 снабжены узлами 25 настройки режущего инструмента.
Станок для обработки деталей слож- ной формы работает следующим образом. Обтачиваемые детали -устанавливалот и закрепляют узлами 4 крепления.Включают синхронное вращение шпинделей головок и копира, сообщают столу 6
движение вдоль осей шпиндельных головок механизма 24 и подводят гидро- .копировальные устройства 7 таким образом, чтобы щупы 13 образовали контакт с копиром 3, а резцы черновой
обработки заняли положение на заранее настроенный размер. Это положение резцов и щупов обеспечивают ре3 13
гулируемые упоры 8 конца подвода копирных устройств. По мере перемещения копирного устройства производится черновая обработка деталей по кон- ТУРУ определяемому копиром 3. При этом копир, взаимодействуя с щупом 13 в зависимости от своего профиля, приводит в движение щупы, которые через диафрагмы 11 и рабочую жидкость тидроцилиндров 9 и 10, диафрагмы 12 передает движение резцедержателям 16 с режущим инструментом 15.
Гидрокопировальные устройства перемещаются до окончания полного рабочего хода. При этом штанги 20 упираются в упоры 22, в результате чего поворачиваются {)езцедержатели 16, сменяя режущий инструмент черновой обработки на инструмент листойой обработки, после чего стол 6 перемещается в обратную сторону. При обратном ходе стола производится чистова обработка поверхностей деталей, по окончании которой штанги упираются в упоры 23 и резцедержатели становятся в первоначальное положение, а гидрокопировальные устройства отводятся в исходное положение, и станок . выключается.
В случае износа щупа или инструмента подстройку размера до требуемого производят узлом 25 настройки режущего инструмента.
83494
Применение предлагаемого станка позволяет повысить точность обработки деталей путем упрощения конструкции
станка. 5 Формула изобретения
Станок для обработки деталей сложной формы, содержащий станину, на которой установлены упоры, две приводные шпиндельные головки с элементами 10 крепления заготовок, а также стол с приводом его перемещения, а на столе смонтированы симметрично друг другу два рычажных копировальных устройства с общим копиром и резцедержатели 15 с черновым и чистовым резцами и механизмом их смены, отличающий- с я тем, что, с целью повьшения качества обработки, привод подачи каждого из резцедержателей выполнен в 20 виде двух сообщающихся гидроцилиндров, одна из стенок каждого из которых выполнена в виде мембраны, причем мембрана одного из гидроцилиндров имеет возможность взаимодействия с 25 копиром, посредством рычажного копировального устройства, а на мембране второго гидроцилиндра установлен резцедержатель, причем механизм .смены инструмента выполнен в виде подпружи- 30 ненного относительно стола кронштейна, с пазом, в котором размещен ролик, закрепленный на введенной В устройство штанге с возможностью взаимодействия с упорами.
п
1в W
21
Редактор С.Патрушева
Заказ 2457/9 .Тираж 975Подписное
ВНИИПН Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
mz//7/,
Фиг. 5
Составитель А.Корнилов
Техред М.Ходанич Корректор Л.Пилипенко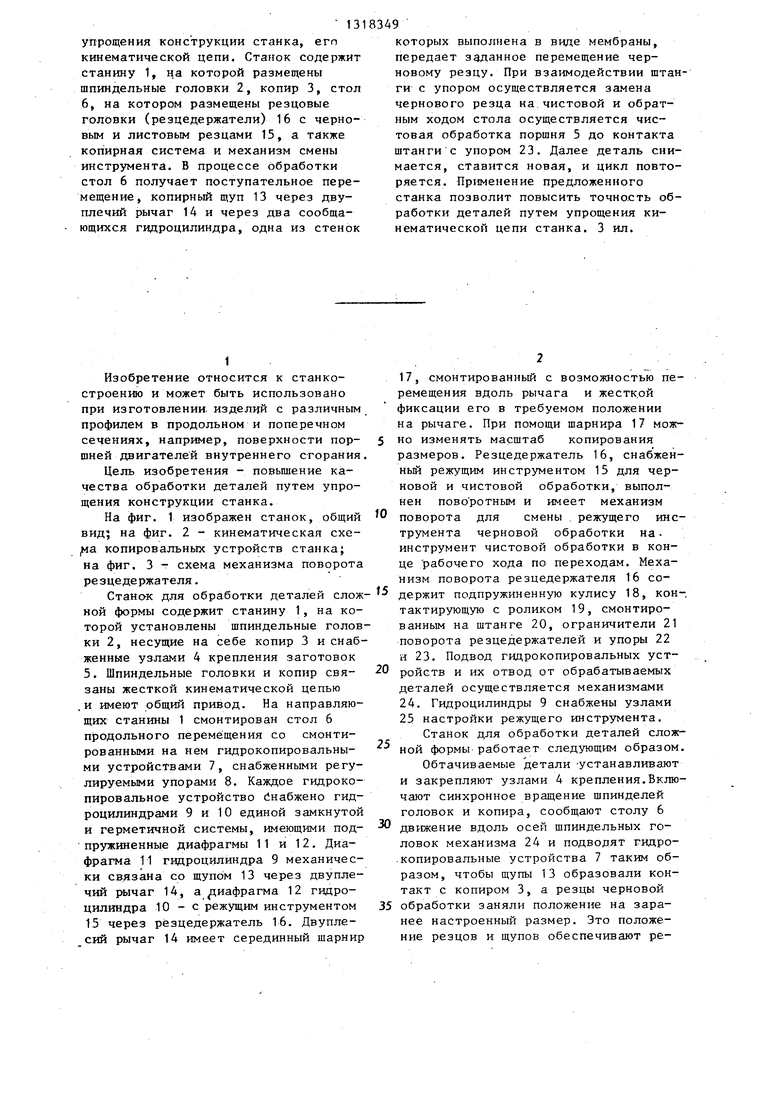
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлическое копировальное устройство | 1980 |
|
SU897473A1 |
| Токарный полуавтомат | 1973 |
|
SU512000A1 |
| Станок для обработки внутренних фасонных поверхностей | 1980 |
|
SU1024175A1 |
| Гидрокопировальный многопроходный суппорт | 1982 |
|
SU1050849A1 |
| Токарно-копировальный станок | 1982 |
|
SU1009720A1 |
| Гидрокопировальный резьботокарный станок | 1983 |
|
SU1140933A1 |
| Гидрокопировальное устройство для универсального токарного станка | 1985 |
|
SU1310115A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1972 |
|
SU341634A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ ОБРАБОТКИ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1969 |
|
SU253527A1 |
| Станок для чистовой обработки деталей с переменным сечением | 1988 |
|
SU1574442A1 |
Изобретение относится к области станкостроения и может быть использовано при изготовлении изделий с различным профилем в продольном и поперечном сечениях, например поршней двигателей внутреннего сгорания. Целью изобретения является повыше- ние качества обработки деталей путем 25 23 (Л д эо 00 ю
| Дружинский И.А | |||
| Методы обработки сложных поверхностей на металлорежущих станках | |||
| М.: Машиностроение, 1965 | |||
| с | |||
| Льночесальная машина | 1923 |
|
SU245A1 |
