Известны гидропрессы-автоматы для изготовления заготовок анизотропных бариевых магнитов из сметанообразной массы, снабженные устройствами объемного дозирования и выталкивания заготовок из пресс-формы, а также снятия ее с торца пуансона и неразъемной матрицей. Однако такие прессы не обеспечивают прессования в мощном магнитном потоке.
В описываемом гидропрессе для осуществления прессования в мощном магнитном потоке с последующим размагничиванием заготовки применены расположенные вне пресс-формы два блока неподвижных электромагнитных катушек, замкнутых «на корпус автомата. Прессформа может быть выполнена в виде полого неподвижного пуансона, внутри которого установлен подвижной шток со знаком, а матрица выполнена скользящей по внешней поверхности пуансона.
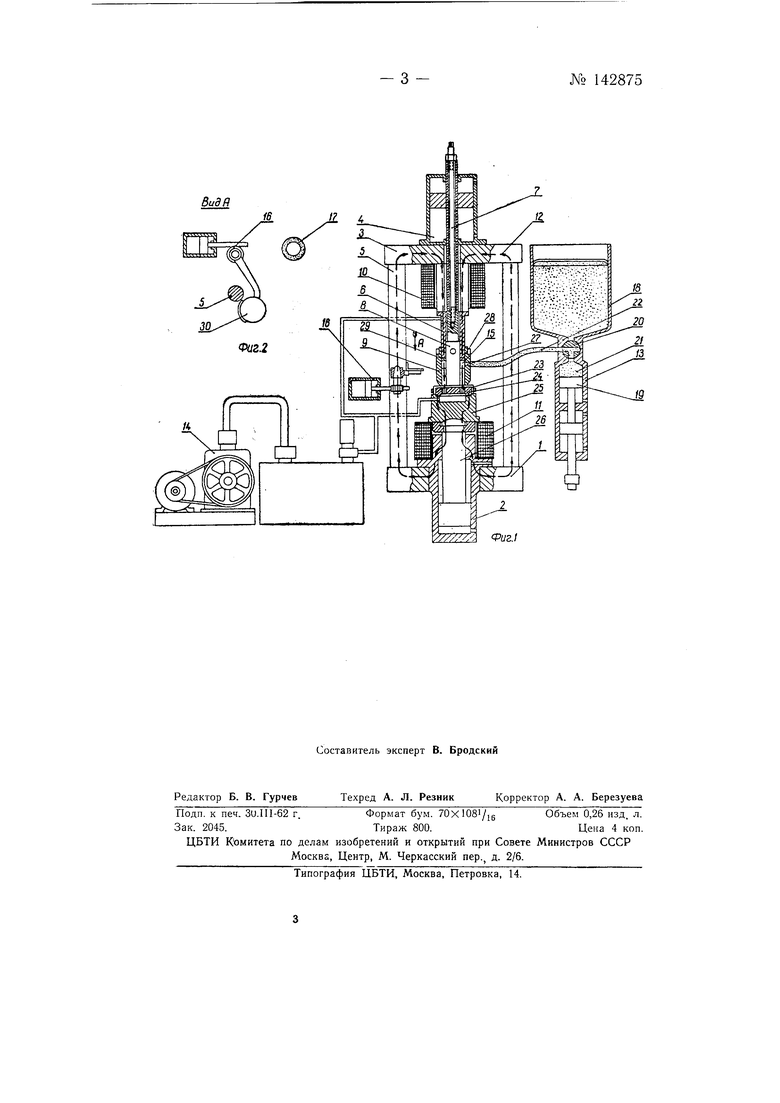
На фиг. 1 изображен гидропресс-автомат, на фиг. 2 - вид по стрелке А на фиг. 1.
Гидропресс-автомат для изготовления заготовок анизотропных бариевых магнитов состоит из основания / с нижним гидравлическим цилиндром 2, траверсы 3 с верхним гидравлическим цилиндром 4, колонн 5, соединяющих основание 1 с траверсой 3, пресс-формы, выполненной в виде неподвижного полого пуансона 6, внутри которого установлен подвижный шток 7 цилиндра 4 со знаком 8, и матрицы 9, блоков 10 и 11 неподвижных электромагнитных катушек, магнитный поток J2 которых замыкается через детали автомата, дозирующего устройства 13, вакуумного устройства 14 для двухстороннего откачивания воды из полости 15 пресс-формы и устройства 16 для снятия готовой заготовки 17.
В бак 18 устройства 13 загружается прессмасса феррита бария сметанообраз-ной консистенции. При движении поршня 19 вниз и соот№ 142875- 2 ,- .; J
ветствующем положении золотника 20 прессмасса поступает в дозатор 21, а при движении поршня 19 вверх и переключенном золотнике 20 она по-гибкому,тдангу 22 подается в полость 15 пресс-формы, матрица 9 которой плотно прижата к нижнему фильтру 23, установленному на подпятни-ре 24бпорного фланца 25. Затем плунжер 26 гидроцилиндра 2 быстро поднимается вместе с опорным фланцем 5 и матрицей 5 вверх, перекрывая при этом впускное отверстие 27, после чего включается направленное магнитное поле, создаваемое блоками 10 и // для ориентирования взвешенных в воде частиц феррита бария и направления их осей легкого намагничивания, вдоль геометрической оси заготовки 17. Одновременно включается устройство 14.
К моменту соприкосновения пуансона 6 с прессмассой скорость движения плунжера 26 замедляется, в результате чего процесс прессования протекает со скоростью, обеспечивающей свободное вытеснение воды из пресс-формы и удаление ее из каналов подпятника 24 и пуансона 6 через нижний фильтр 23 и верхний фильтр 28 наконечника 29. По окончании процесса удаления воды из прессмассы происходит окончательное спрессовывание заготовки 17 под заданным давлением. При этом отключается подмагничивание и во время выдержки, продолжительность которой определяется реле времени, происходит размагничивание заготовки 17. Реле времени подает команду на опускание плунжера 26 гидроцилиндра 2, подвод съемника 30 устройства 16 и распрессовывание заготовки 17 при помощи гидроцилиндра 4. При этом матрица 9 и знак 8 поднимаются вверх, полностью открывая заготовку /7„ которая снимается с торца пуансона 6 и выносится из зоны 1фессования. После этого матрица 9 опускается вниз и снова замыкает полость 15 пресс-формы, вслед за чем описанный цикл прессования повторяется.
Описываемый гидропресс-автомат позволяет механизировать изготовление заготовок анизотропных бариевых магнитов, освободиться от применения ручного труда, увеличить производительность, устранить потери исходного дорогостоящего материала, повысить санитарно-гигиеническое состояние производства, а также улучшить качество продукции и стабильность ее свойств.
Предприятие г. Ленинграда в своем заключении отметило высокие технологические качества этого гидропресса, производительность которого в три раза выше по сравнению с прессами, работающими в промышленности.
Предмет изобретения
1.Гидропресс-автомат для изготовления заготовок анизотропных бариевых магнитов из сметанообразной массы, снабженный устройствами объемного дозирования и выталкивания заготовки из- пресс-формы, а также снятия ее с торца пуансона и Неразъемной матрицей, отличающийся тем, что, с целью осуществления прессования в мощном магнитном потоке с последующим размагничиванием заготовки, в нем применены расположенные вне пресс-формы два блока неподвижных электромагнитных катушек, замкнутых «на корпус автомата.
2.Гидропресс-автомат по п. 1, отличающийся тем, что прессформа выполнена в виде полого неподвижного пуансона, внутри которого установлен подвижный шток со знаком, а матрица выполнена скользящей по внешней поверхности пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ ПРЕССОВАНИЯ МАГНИТОВ | 1967 |
|
SU198891A1 |
| Устройство для прессования анизотропныхМАгНиТОВ C ОСЕВОй ТЕКСТуРОй | 1979 |
|
SU846105A1 |
| РОТОРНАЯ МАШИНА ДЛЯ ПРЕССОВАНИЯ ПОСТОЯННЫХ МАГНИТОВ ИЗ ПОРОШКОВ СПЛАВА НЕОДИМ-ЖЕЛЕЗО-БОР | 1992 |
|
RU2043929C1 |
| ПРЕСС-АВТОМАТ | 1973 |
|
SU365282A1 |
| Устройство для прессования анизотропных магнитов с осевой текстурой | 1982 |
|
SU1060309A1 |
| Установка для формования фрикционных дисков сцепления | 1952 |
|
SU103884A1 |
| Роторная машина для прессования порошкообразных материалов | 1988 |
|
SU1629156A1 |
| Многопозиционный гидравлический пресс-автомат карусельного типа | 1959 |
|
SU125730A1 |
| Устройство для прессования анизотропных магнитов | 1991 |
|
SU1813027A3 |
| Гидравлический пресс | 1977 |
|
SU737242A1 |