Известны .многошпиндельные станки для доводки отверстий с несущими притиры шпинделями, получающими вращательное и осевое возвратно-поступательное движения относительно обрабатываемых деталей вращающихся в направлении, обратном вращению щпинделей.
Детали закрепляются в плаваюп их оправках, обеспечивающих самоустанавливаемость по притирам. Однако эти станки не обеспечивают авто.матического регулирования осевого движения притира в обрабатываемом отверстии в зависимости от встречаемых сопротивлений при наличии конусности, эллиптичности и т. п.
В предлагаемом станке этот недостаток устранен благодаря тому, что зажимной патрон каждого притира снабжен полым цилиндрическим хвостовиком, в полости которого имеется винтовая пружина, на которую воздействует щпиндель при его осевом поступательном движении.
Еще одной отличительной особенностью предлагаемого станка является то, что взаимодействующий с винтовой канавкой щпинделя рабочий конец неподвижного пальца снабжен свободно сидящей на нем втулкой, самоустанавливающейся по углу наклона винтовой канавки.
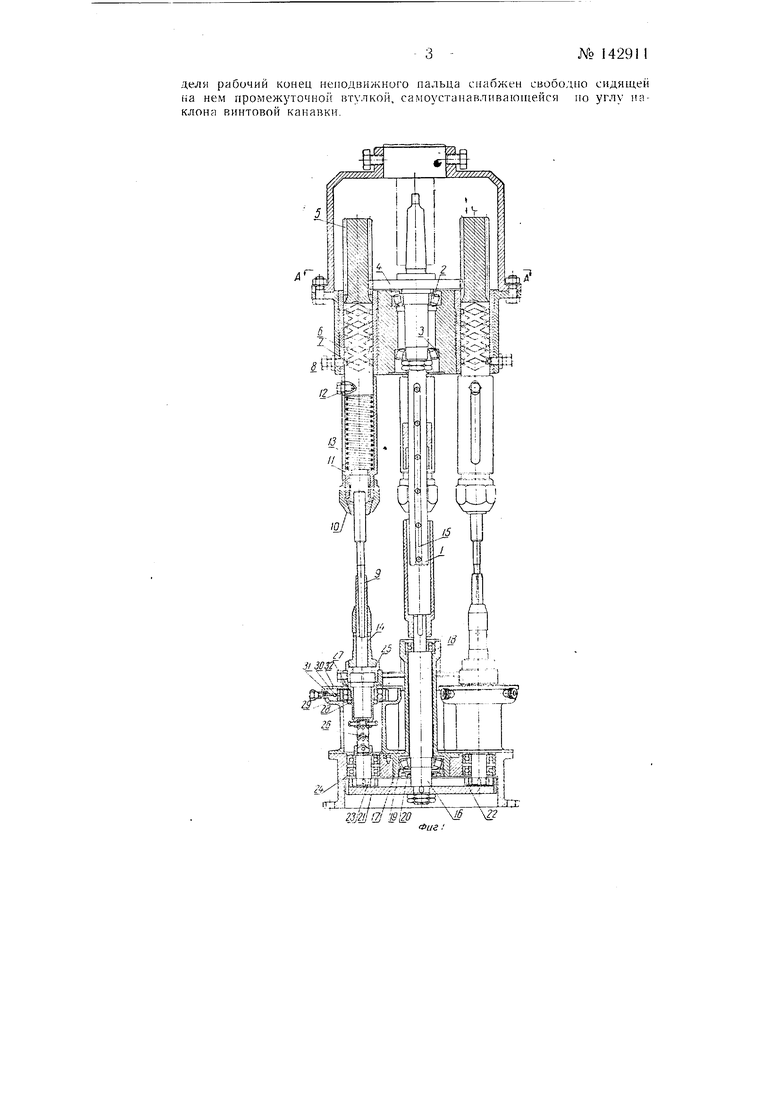
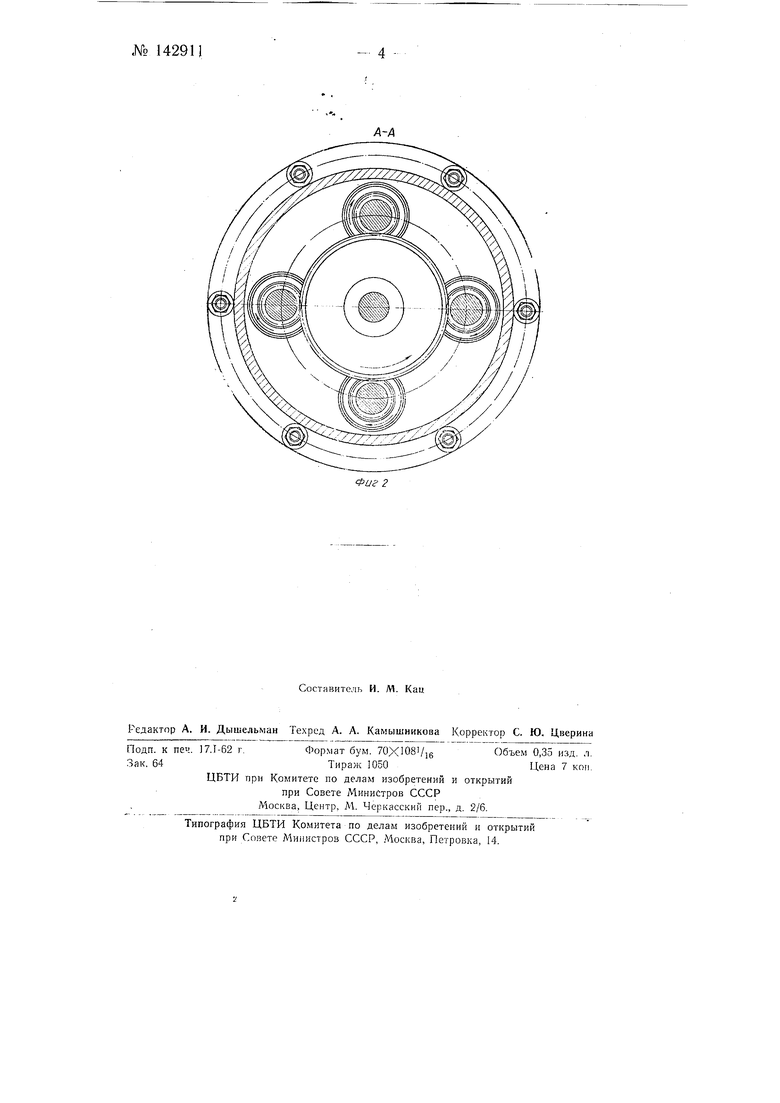
На фиг. 1 изобрал ен предлагаемый станок с частичным разрезом; на фиг. 2 - то же, разрез по А-А на фиг. 1.
От главного приводного вала / станка, вращающегося в двух роликовых конических подщипниках 2 и 3, через укрепленную на нем шестерню 4, вращение передается четырем скалкам-щестерням 5, находящимся в постоянном зацеплении с щестерней 4. На наружной поверхности скалок-щестерен 5 нарезаны винтовые канавки б, в которых установлен плавающий челнок 7, представляющий собой втулку, свободно вращающуюся на конце регулировочного болта 8. Эта втулка обесте№ 142911- 2 чивает осевое воз ратно-поступательное движение вращающихся скалок-шестерен. Причем, за четыре-пять оборотов скалки OEia совершает одно возвратно-поступательное движение.
Скалки-шестерни являются сменными и подбираются в зависимости от требуем го хода нритира.
Притир 9 крепится в цанговом патроне 10, полый корпус // которого насажен на хвостовик скалки-шестерни 5 и зафиксирован болтом 12, таким образом притиру передается возвратно-винтовое движение. Помешенная в полом корпусе // патрона 10 пружина 5 передает притиру осевое давление, и если притир на своем пути в обрабатываемой делали 4 встречает повышенное сопротивление, вызваппое наличием конусности, эллиптичности и т. п. и благодаря этому либо останав.чивается, либо замедляет ход, продолжая вращаться, то скалка-nieстерня будет входить в корпус патрона, дополнительно сжимая пружину, увеличивая осевое давление на притир до тех пор, пока последний не преодолеет встреченного сопротивления.
От главно1-о приводного вала / вращательное движение передается через шпоночное соединение 15 ведомому валу 75, установленному к корпусе 17 на двух подшипниках 18 и 19. Осевой разбег вала 16 регулируется гайкой 20. На нижнем конце вала 16 насажепа шестерня 21 с внутренним зацеплением, сцепленная с шестернями 22, насаженнымп на валики 23, которые приводятся во вращение от вала 16. Валики 23 вращаются в подшипниках 24 и соединены с оправкой 25, в которой кренится деталь 14 двойным шарниром 26 Тука. Для обеспечения са.моустанавливаемости детали по коииру в любом направлении в фостранстве оправка 25 вставляется во внутреннюю обойму двухрядного сферического подщипника 27 и крепится в нем специальной гайкой 28. Наружная обойма подшипника 27 запрессована во втулку 29 с четырьмя штифтами 30, которыми она подвешивается на четырех пружинах 3 растяжения. При рабочем ходе притира втулка 29 упирается в стол, при обратном ходе - в крышку 32 стола.
На указанном станке кроме внутренних можно производить при гирку наружных цилиндрических поверхностей, для этого меняется только оправка, в которой крепится притир.
При небольиюм переоборудовании нижней части станка на нем можно притирать плоские поверхности.
Предмет изобретения
1.Многошниндельный станок для доводки отверстий с несущими притиры шпинделями, получающими вращательное и осевое возвратнопоступательное движения относительно обрабатываемых деталей, совершающих вращение в направлении, обратном вращению шпинделей и закрепленных в, плавающих оправках для обеспечения самоустанав.ливаемости по притирам, отличающийся тем, что, с целью автоматического регулирования осевого движения притира в обрабатываемом отверстии в зависимости от встречаемых сонроти1 лепий при наличии конусности, эллиптичности и т. п., зажимной патрон каждого нритира снабжен полым цилиндрическим хвостовиком, несущим в своей полости винтовую пружину, находящуюся под воздействием шпинделя при его осевом поступательном движении.
2..Миогощцнндельпый станок по п. 1 с использованием для сообщения осевого возвратно-поступательного движения шпинделя винтовых канавок на наружной поверхности каждого щпинделя, отличающийся тем, что взаимодействующий с винтовой канавкой щпинделя рабочий конец неподвижного пальца снабжен СВОООЛЕЮ сидящей на нем промежуточной втулкой, самоустанавливаюшейся но углу наклона винтовой канавки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ФАСОК НА ДИСКАХ | 1973 |
|
SU364416A1 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ЧЕРВЯЧНЫХ КОЛЕС | 1923 |
|
SU7809A1 |
| Устройство для навивки пружин | 1980 |
|
SU990387A1 |
| Станок для доводки отверстий | 1983 |
|
SU1093512A1 |
| СТАНОК ДЛЯ ДОВОДКИ КОНИЧЕСКИХ ОТВЕРСТИЙ | 1973 |
|
SU396257A1 |
| Полуавтоматический станок для доводки отверстий | 1961 |
|
SU150378A1 |
| Полировальный станок | 1931 |
|
SU33422A1 |
| Станок для притирки деталей | 1980 |
|
SU944882A1 |
| ПЕРЕКЛЮЧАТЕЛЬНЫЙ МЕХАНИЗМ ДЛЯ ПЕРЕМЕННО-ВОЗВРАТНОГО ДВИЖЕНИЯ СТОЛА ШЛИФОВАЛЬНОГО СТАНКА | 1926 |
|
SU20979A1 |
23j2jj/Z istio V Мг
ffue:
