Способы правки листового металла путем одновременного воздействия на него нагрева и давления известны. Однако в этом случае операции нагрева и правки выполняют раздельно.
Предлагаемый способ отличается от известных те.м, что применяют нагреваемые электрическим током пресс-плиты, между которыми укладывают обрабатываемый лист. Лист подвергают отжигу-правке под давлением 15-30 г в течение 5-10 сек при температуре на 100-200° выше обычной температуры отжига.
Применение сов.мещенного процесса полистного отжига-правки повышает производительность по этим двум операциям в 20-30 раз.
Экспериментальная проверка предлагаемого способа показала, что структура металла в листах получается однородной, мелкозернистой, а механические свойства постоянные.
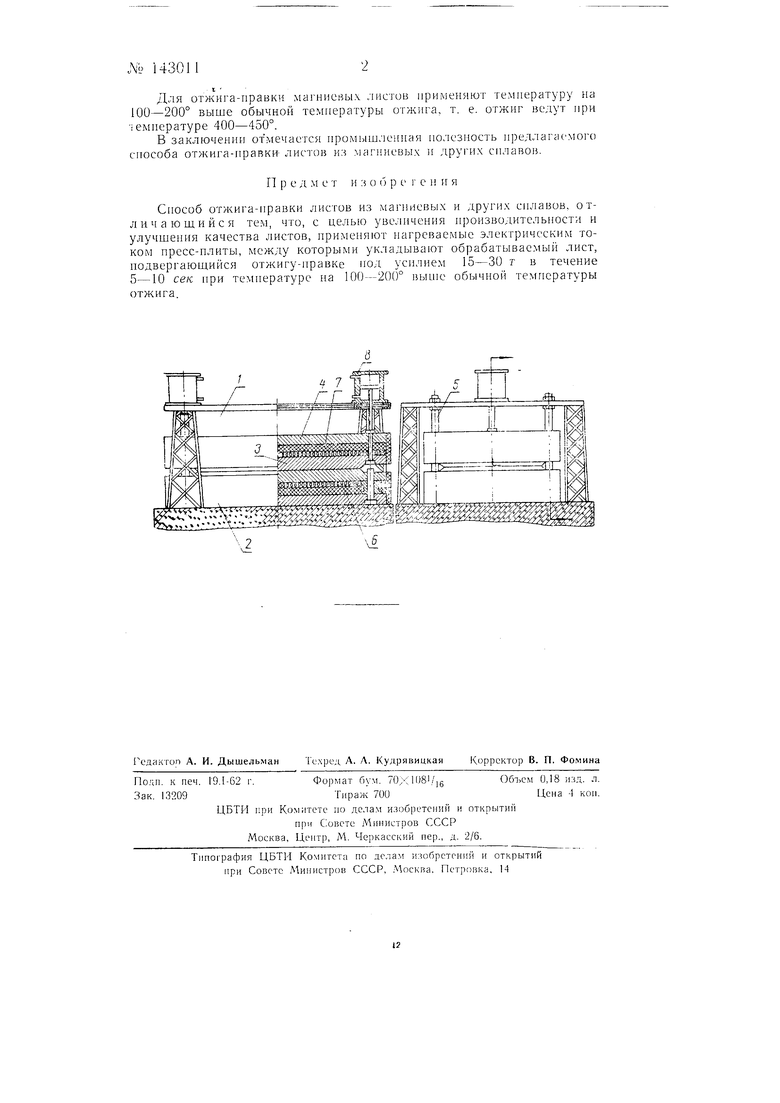
На чертеже показано возможное устройство для осупдествления предлагаемого способа отжига-правки листов из магниевых и других сплавов.
Устройство состоит из верхпего / и нижнего 2 электрических нагревательных устройств. Каждое электронагревательное устройство выиолнепо из рабочей и опорной металлических плит 3 и 4, связанных между собой направлярощими стержнями 5. Между pa6o4eii и onopnoii плитой помещены нагревательные элементы 6, изолированные от опорных плит слоем теплоизоляции 7. Гидравлические цилин.т,ры 8 служат для создания давления на плиту.
Лист для правки и отжига кладут па нижнюю плиту, верхнюю плигу опускают и прижимают к нижней с усилием 15-30 т. После выдержки в течение 5-10 сек заканчивается процесс отжига-правки. Верхнюю илиту пoдни vIaют и готовый лист снимают с нижней плиты.
Предлагаемый способ пригоден для отжига-правки листов из металлов и сплавов, температура для отжига которых ие превышает 600-650°.
Для отжига-правки магниевых листов применяют температуру на 100-200° выше обычной температуры отжига, т. е. отжиг ведут при емиературе 400-450°.
В заключении отмечастся иромышленная полезность преллагасмого способа отжига-нравки- листов из магниевых и сплавов.
П р е л м е т и з о 6 р е i- е п и я
Снособ отжига-нравки листов из магниевых и других снлавов. отличающийся тем, что, с целью увеличения нроизводительности н улучшения качества листов, нрименяют нагреваемые электрическим током пресс-нлнты, между которыми укладывают обрабатываемый лист, подвергающийся отжпгу-иравке иод усилием 15-30 г в течение 5-10 сек нри темнературе на 100-200° вьине обычной температуры отжига.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КРИП-ОТЖИГА ТИТАНОВОГО ЛИСТОВОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2357827C1 |
| Способ нанесения рельефного рисунка на поверхность полимерного материала | 1973 |
|
SU706030A3 |
| ЭЛЕМЕНТ ИЗ МАГНИЕВОГО СПЛАВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2414518C2 |
| СПОСОБ ПРОИЗВОДСТВА ТЕКСТУРИРОВАННОЙ КРЕМНИСТОЙ СТАЛИ С ИСПОЛЬЗОВАНИЕМ ЕДИНСТВЕННОЙ ХОЛОДНОЙ ПРОКАТКИ | 2009 |
|
RU2469104C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ИЗ ЛЕГКИХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2165814C2 |
| ТЕРМОПЕЧАТЬ | 2008 |
|
RU2465146C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ПОВЫШЕННОЙ ТОЧНОСТИ | 2006 |
|
RU2335572C1 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2028850C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| УСТАНОВКА ДЛЯ ПОВТОРНОГО СВОРАЧИВАНИЯ В РУЛОН ЛИСТОВ ИЗ МАГНИЕВОГО СПЛАВА | 2008 |
|
RU2443487C2 |
