Область техники, к которой относится изобретение
Настоящее изобретение относится к установке для повторного сворачивания в рулон листов из магниевого сплава.
Уровень техники
Для большинства металлических листов небольшого веса, которые подвергают многопроходной прокатке, очень часто встречается ситуация, когда на обеих боковых кромках этих листов возникают трещины или дефекты формы. При транспортировке металлического листа небольшого веса такого типа в качестве готового изделия две боковые кромки этого листа обрезают, чтобы придать листам заданную ширину. Кроме того, такая обрезка удаляет участки с трещинами и участки с дефектами формы, что позволяет привести эти листы в состояние, обеспечивающее их транспортировку в качестве готовых изделий.
Обычные примеры устройств, выполняющих рассмотренную выше обработку, описаны, например, в приведенных далее Патентных Документах 1-4.
В Патентном Документе 1 описано устройство для сматывания отходов, позволяющее упростить конструкцию установки, а также позволяющее снизить производственные расходы и затраты на обслуживание и управление.
В Патентном Документе 2 описана установка для окончательной обработки стальной ленты, снабженная обрезными устройствами для обрезки боковых кромок, что позволяет обеспечить снижение расходов на оборудование и сократить длительность производственного цикла, а также позволяет предотвратить возникновение дефектов при обрезке.
В Патентном Документе 3 описано устройство для обрезки боковых кромок, выполненное с возможностью выполнения обрезки боковых кромок металлических пластин в устойчивом режиме таким образом, чтобы при этом не возникало каких-либо дефектов.
В Патентном Документе 4 описано устройство для обрезки боковых кромок металлической ленты, надежным образом предотвращающее неупорядоченное накопление отходов от обрезки и позволяющее быстро и в устойчивом режиме выполнять обрезку боковых кромок у материалов небольшого веса даже на неровных участках, таких как места, где ширина обрезаемого материала на одной из боковых сторон становится очень небольшой, или места, в которых на краях присутствуют трещины.
Эти металлические листы небольшого веса, имеющие большую длину, наматывают в виде цилиндра с получением рулонного материала, однако в свернутом в рулон металлическом листе небольшого веса такого типа часто возникают дефекты формы и запоминание формы рулона, обусловленные данной намоткой. Чтобы устранить эти дефекты формы и запоминание формы рулона, например, используют устройство для правки.
Пример обычного устройства для правки описан в Патентном Документе 5 (см. ниже). Устройство для правки, описанное в Патентном Документе 5, используется для коррекции формы полосовых материалов в виде тонкой пластины, а также снятия остаточных напряжений, однако в нем не происходит нагрев материала с последующей правкой этого материала, пока он находится в теплом состоянии.
Патентный Документ 1: Выложенная заявка на патент Японии (JP-A) № Н10-43931.
Патентный документ 2: Выложенная заявка на патент Японии (JP-A) №2002-28703.
Патентный документ 3: Выложенная заявка на патент Японии (JP-A) №2000-225512.
Патентный документ 4: Выложенная заявка на патент Японии (JP-A) №2007-118118.
Патентный документ 5: Выложенная заявка на патент Японии (JP-A) № Н6-77375.
Раскрытие изобретения
Проблемы, решаемые изобретением
Металлические листы небольшого веса, имеющие большую длину, которые подвергнуты реверсивной прокатке в горячем или теплом состоянии, чтобы получить рулонный материал, в обычном случае наматывают на металлическую оправку (т.е. сердечник), имеющую постоянный внутренний диаметр. Поэтому если эти листы транспортируют в виде рулонного материала с неподвижной оправкой, то в связи с ненужностью неподвижной оправки после использования металлического листа небольшого веса эти оправки необходимо либо утилизировать, либо возвращать их грузоотправителю или аналогичному лицу, что требует затрат времени и труда. Таким образом, желательно производить повторную намотку рулонного материала и транспортировку этого материала без необходимости использования неподвижной оправки.
Кроме того, когда металлический лист небольшого веса изготовлен из магниевого сплава, в случае его обрезки при комнатной температуре легко могут появиться дефекты, такие как микротрещины.
Однако в обычно используемых устройствах, описанных в указанных выше патентных документах, не принимается во внимание тот факт, что в магниевом сплаве при комнатной температуре легко образуются трещины.
Настоящее изобретение создано с учетом описанных выше обстоятельств, и его задачей является изготовление рулонного изделия высокого качества путем повторного наматывания рулонного материала, образованного при намотке листа из магниевого сплава на неподвижную оправку, в результате чего в дальнейшем устраняется необходимость в наличии установленной оправки, а также путем обрезки участков с дефектами формы и участков с трещинами на боковых краях пластины, которые возникают при многопроходной прокатке.
Средства решения проблемы
Для решения вышеуказанных проблем в настоящем изобретении применяются следующие устройства и способы.
Согласно первому аспекту настоящего изобретения предлагается установка для повторного сворачивания в рулон листа из магниевого сплава, которая содержит: устройство для разматывания, выполненное с возможностью разматывания рулонного материала, образованного наматыванием магниевого сплава на неподвижную оправку; нагревательную печь, которая расположена по ходу технологического процесса после устройства для разматывания и которая нагревает лист из магниевого сплава, размотанный из рулонного материала, до заданной температуры; обрезное устройство, которое расположено по ходу технологического процесса после нагревательной печи и которое обрезает лист из магниевого сплава с обоих боковых краев; и устройство для наматывания, которое расположено по ходу технологического процесса после обрезного устройства и которое повторно наматывает лист из магниевого сплава.
В установке для повторного сворачивания в рулон листа из магниевого сплава, соответствующей описанному выше первому аспекту настоящего изобретения, также можно дополнительно обеспечить устройство для сматывания отходов, которое расположено по ходу технологического процесса после обрезного устройства и до устройства для наматывания и на которое наматываются отходы, полученные при обрезании листа из магниевого сплава с двух боковых краев.
Кроме того, в установке для повторного сворачивания в рулон листа из магниевого сплава, соответствующей описанному выше первому аспекту настоящего изобретения, также можно дополнительно обеспечить устройство для правки, которое расположено по ходу технологического процесса после нагревательной печи и до обрезного устройства и которое корректирует любые дефекты формы в листе из магниевого сплава.
Более того, в установке для повторного сворачивания в рулон листа из магниевого сплава, соответствующей описанному выше первому аспекту настоящего изобретения, в устройстве для наматывания, также можно повторно наматывать лист из магниевого сплава без использования неподвижной оправки.
Эффект от реализации изобретения
Согласно настоящему изобретению, так как лист из магниевого сплава обрезают в состоянии нагрева до заданной температуры, можно предотвратить возникновение трещин в этом листе и сохранить превосходное качество готового изделия.
Краткое описание чертежей
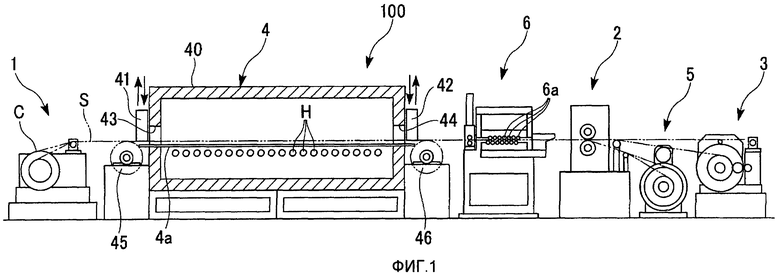
Фиг.1 представляет собой вид спереди установки для повторного сворачивания в рулон листов из магниевого сплава в одном из вариантов осуществления настоящего изобретения.
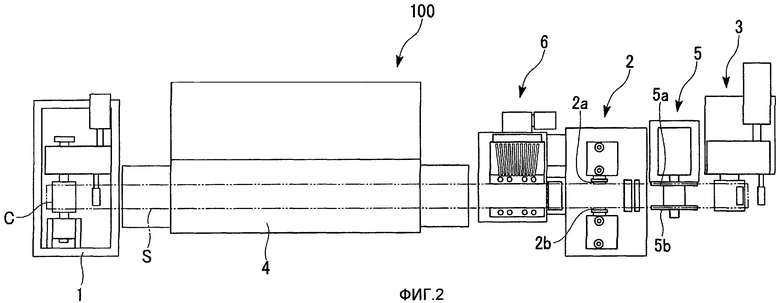
Фиг.2 представляет собой вид сверху установки для повторного сворачивания в рулон листов из магниевого сплава.
Перечень ссылочных позиций
100 - Установка для повторного сворачивания в рулон
1 - Устройство для разматывания
2 - Обрезное устройство
3 - Устройство для наматывания
4 - Нагревательная печь
5 - Устройство для сматывания отходов
6 - Устройство для правки
С - Рулонный материал
S - Лист из магниевого сплава
Предпочтительные варианты осуществления изобретения
Далее со ссылкой на чертежи будет описан один из вариантов осуществления настоящего изобретения.
На фиг.1 и 2 показаны вид спереди и вид сверху установки 100 для повторного сворачивания в рулон листов из магниевого сплава в данном варианте осуществления настоящего изобретения.
Как показано на фиг.1 и 2, установка 100 для повторного сворачивания в рулон снабжена устройством 1 для разматывания, обрезным устройством 2, устройством 3 для наматывания, нагревательной печью 4, устройством 5 для сматывания отходов и устройством 6 для правки.
Сначала рулонный материал С изготавливают путем горячей прокатки пластины из магниевого сплава и путем намотки полученного в результате листа S из магниевого сплава, имеющего большую длину, на неподвижную оправку.
Устройство 1 для разматывания снабжено опорной частью, служащей опорой для обоих концов установленной оправки таким образом, чтобы имелась возможность ее свободного вращения, а также приводным механизмом, который вызывает вращение установленной оправки в направлении разматывания листа S из магниевого сплава и поддерживает рулонный материал С в таком состоянии, чтобы можно было размотать его при необходимости.
Обрезное устройство 2 снабжено парой кромкообрезных механизмов 2а и 2b, которые расположены на заданном расстоянии напротив друг друга, и обрезает обе боковые кромки листа S из магниевого сплава, который размотан из рулонного материала С устройством 1 для разматывания. В результате с двух боковых кромок листа S из магниевого сплава удаляются участки, где появились трещины, и участки с дефектами формы и листу S из магниевого сплава придают окончательную, заданную ширину.
Устройство 3 для наматывания принимает лист S из магниевого сплава после того, как он был обрезан обрезным устройством 2, и выполняет наматывание этого листа без использования сердечника.
Между устройством 1 для разматывания и обрезным устройством 2 расположена нагревательная печь 4, которая состоит из нагревателей Н и стола 4а, установленных внутри корпуса 40, причем нагреватели Н размещены в нижней части этого корпуса.
Корпус 40 имеет заслонку 41 входной стороны, заслонку 42 выходной стороны, отверстия 43 и 44, а также вспомогательные транспортирующие ролики 45 и 46.
Отверстие 43 представляет собой отверстие для загрузки листа S из магниевого сплава и образовано на той боковой поверхности корпуса 40, которая находится выше по ходу технологического процесса, в то время как отверстие 44 представляет собой отверстие для выгрузки листа S из магниевого сплава и образовано на той боковой поверхности корпуса 40, которая находится ниже по ходу технологического процесса.
Заслонка 41 входной стороны открывает и закрывает отверстие 43 корпуса 40, расположенное на боковой поверхности, находящейся выше по ходу технологического процесса. Заслонка 42 выходной стороны открывает и закрывает отверстие 44 корпуса 40, расположенное на боковой поверхности, находящейся ниже по ходу технологического процесса.
Вспомогательные транспортирующие ролики 45 и 46 приводятся во вращение приводным механизмом, например электродвигателем (не показан), и помогают при перемещении из рулона, либо подавая лист S из магниевого сплава внутрь нагревательной печи 4, либо извлекая его наружу из этой печи.
Нагреватели Н нагревают пространство внутри корпуса 40 до заданной температуры (приблизительно 200°С) и затем поддерживают эту температуру. От начала нагрева до того момента, пока в пространстве внутри корпуса 40 не будет достигнута заданная температура, заслонка 41 входной стороны и заслонка 42 выходной стороны закрыты.
Стол 4а представляет собой металлическую плиту с гладкой верхней поверхностью и нагревается при помощи теплогенерирующих элементов, установленных под ним в виде блока. Стол 4а обеспечивает плавное перемещение листа S из магниевого сплава по этой гладкой верхней поверхности.
Нагревательная печь 4 нагревает лист S из магниевого сплава до заданной температуры, чтобы размягчить его в подходящей степени и упростить обработку, которая включает такие операции, как описанная выше обрезка и т.п. Например, можно предотвратить появление таких дефектов, как непредвиденные трещины, возникающие в листе S из магниевого сплава из-за ударного воздействия на него во время обрезки.
Устройство 5 для сматывания отходов расположено по ходу технологического процесса после обрезного устройства 2 и до устройства 3 для наматывания. Отходы, возникающие при описанной выше обрезке кромок (т.е. участки, которые отрезаны с обоих боковых краев листа S из магниевого сплава), наматываются на устройство 5 для сматывания отходов. Так как эти отходы возникают с обеих боковых сторон листа S из магниевого сплава, то части 5а и 5b устройства 5 для сматывания отходов, на которые производится намотка, предусмотрены на обеих сторонах маршрута перемещения листа S из магниевого сплава.
Устройство 6 для правки расположено между устройством 1 для разматывания и обрезным устройством 2 и по ходу технологического процесса - после нагревательной печи 4. В результате прохождения листа S из магниевого сплава между множеством роликов 6а, которые размещены зигзагообразно, если смотреть в поперечном сечении, с использованием теплоты нагрева выполняется коррекция любых участков с дефектами формы или каких-либо искажений геометрии в листе S из магниевого сплава, которые возникли в этом листе из-за того, что он оставался в скатанном в рулон состоянии.
Так как устройство 6 для правки расположено по ходу технологического процесса после нагревательной печи 4, оно выпрямляет лист S из магниевого сплава, который нагрет в нагревательной печи 4 и размягчен в подходящей степени. В результате не появляется трещин и т.п. и можно обеспечить превосходную правку.
При такой конструкции данная установка 100 для повторного сворачивания в рулон выполняет следующие операции.
Сначала оператор выполняет предварительный разогрев нагревательной печи 4 до заданной температуры. При этом заслонка 41 входной стороны и заслонка 42 выходной стороны закрыты.
Далее оператор загружает рулонный материал С, полученный наматыванием листа S из магниевого сплава на оправку, в устройство 1 для разматывания. Устройство 1 для разматывания разматывает лист S из магниевого сплава из рулонного материала С.
Далее оператор поднимает заслонки 41 и 42 в той степени, которая необходима, чтобы получить на входной стороне и выходной стороне нагревательной печи 4 отверстия в форме щели.
Далее оператор вставляет передний конец листа S из магниевого сплава, который размотан из рулонного материала С, в нагревательную печь 4 через щель.
Опорой листу S из магниевого сплава, который вставлен внутрь нагревательной печи 4, служит стол 4а, и дальний конец этого листа скользит по столу 4а, когда лист перемещается во внутреннем пространстве печи. После чего лист S из магниевого сплава выходит наружу из нагревательной печи 4.
Во время перемещения через внутреннее пространство нагревательной печи 4 лист S из магниевого сплава нагревается до заданной температуры (приблизительно 200°С).
Когда передний конец листа S из магниевого сплава вышел из щели, образованной на выходной стороне нагревательной печи 4, оператор устанавливает лист S из магниевого сплава в устройство 6 для правки.
Устройство 6 для правки выполняет коррекцию любых дефектов формы или искажений геометрии в листе S из магниевого сплава, который нагрет в нагревательной печи 4, и делает лист S из магниевого сплава плоским. При этом, так как лист S из магниевого сплава размягчен в подходящей степени за счет нагрева, не появляется никаких дефектов, например трещин, возникающих в листе S из магниевого сплава при его правке в устройстве 6 для правки.
Когда передний конец листа S из магниевого сплава вышел из устройства 6 для правки, оператор устанавливает этот лист S из магниевого сплава в обрезное устройство 2.
Обрезное устройство 2 обрезает обе боковых кромки листа S из магниевого сплава, чтобы придать листу S из магниевого сплава заданную ширину, а также удалить любые участки на двух боковых кромках листа S из магниевого сплава, где возникли трещины или дефекты формы или тому подобное. При этом, так как лист S из магниевого сплава размягчен в подходящей степени за счет нагрева и находится в теплом состоянии, также не появляется никаких дефектов, например трещин, возникающих в листе S из магниевого сплава при его обрезке в обрезном устройстве 2.
Два боковых края листа S из магниевого сплава, которые обрезаны при помощи обрезного устройства 2, выпускаются в виде длинных кусков отходов в форме ленты.
Оператор устанавливает передний конец куска отходов, выпущенного из обрезного устройства 2, в устройство 5 для сматывания отходов, которое расположено по ходу технологического процесса после устройства 2 для обрезки кромок.
Устройство 5 для сматывания отходов принимает из области, находящейся ниже листа S из магниевого сплава, обе боковые его части, которые наматываются на это устройство с верхней стороны. В результате можно предотвратить повреждение листа S из магниевого сплава отходами после придания ему определенной формы.
Когда передний конец листа S из магниевого сплава, которому придана заданная ширина, выходит из обрезного устройства 2, оператор устанавливает лист S из магниевого сплава в устройство 3 для наматывания. При этом во время установки листа S из магниевого сплава оператор сворачивает его часть заданной длины в цилиндр, в результате чего лист S из магниевого сплава наматывается на устройство 3 для наматывания без использования сердечника.
Таким образом, согласно данному варианту осуществления настоящего изобретения при повторной намотке листа S из магниевого сплава не требуется оправки и обе его боковые кромки можно обрезать и придать им определенную форму. Поскольку лист S из магниевого сплава обрабатывают после его размягчения в подходящей степени за счет нагрева в нагревательной печи 4, то можно предотвратить появление таких дефектов, как непредвиденные трещины, возникающие в листе S из магниевого сплава. Соответственно, можно сохранить превосходное качество готового изделия.
Следует отметить, что описанный выше вариант осуществления настоящего изобретения является только примерным и никоим образом не ограничивает настоящее изобретение. В этом варианте осуществления настоящего изобретения могут быть выполнены различные изменения, не выходящие за рамки сущности или объема настоящего изобретения.
Например, схема размещения нагревателей Н может отличаться от показанной на фиг.1 при условии, что они по-прежнему обеспечивают нагрев листа S из магниевого сплава до заданной температуры.
Кроме того, не обязательно, чтобы нагревательная печь 4 имела конструкцию, обеспечивающую плавное перемещение листа S из магниевого сплава по столу 4а, как в вышеописанном варианте осуществления настоящего изобретения, и, например, можно также установить параллельно друг другу множество транспортирующих роликов, которые будут приводиться во вращение приводным механизмом, например электродвигателем или тому подобным, что позволит им перемещать лист S из магниевого сплава.
Промышленная применимость
При использовании установки для повторного сворачивания в рулон листа из магниевого сплава, предлагаемой настоящим изобретением, для изготовленного листа из магниевого сплава не требуется оправки и можно предотвратить появление трещин в листе и сохранить превосходное качестве готового изделия.
Изобретение предназначено для повышения качества и упрощения технологии изготовления листов из магниевого сплава. Установка для повторного сворачивания в рулон листа (S) из магниевого сплава содержит устройство (1) для разматывания, выполненное с возможностью разматывания рулонного материала (С), образованного наматыванием магниевого сплава на неподвижную оправку; нагревательную печь (4), которая нагревает до заданной температуры лист (S) из магниевого сплава, размотанный из рулонного материала (С); обрезное устройство (2), которое обрезает лист из магниевого сплава с обоих боковых краев; и устройство (3) для наматывания, которое повторно наматывает лист (S) из магниевого сплава. Возможность бездефектной обрезки листов и безоправочной намотки обеспечивается за счет того, что устройство имеет стол, расположенный в нагревательной печи, представляющий собой плиту с гладкой верхней поверхностью с теплогенерирующими элементами в виде блока под столом, при этом лист из магниевого сплава перемещается плавно так, что передний конец и задний конец рулонного материала скользят по столу, который нагревается теплогенерирующими элементами при перемещении листа во внутреннем пространстве печи. 4 з.п. ф-лы, 2 ил.
1. Установка для повторного сворачивания в рулон листа из магниевого сплава, содержащая устройство для разматывания, выполненное с возможностью разматывания рулонного материала, образованного наматыванием магниевого сплава на неподвижную оправку, нагревательную печь, которая расположена по ходу технологического процесса после устройства для разматывания и которая нагревает лист из магниевого сплава, размотанный из рулонного материала, до заданной температуры, обрезное устройство, которое расположено по ходу технологического процесса после нагревательной печи и которое обрезает лист из магниевого сплава с обоих боковых краев, устройство для наматывания, которое расположено по ходу технологического процесса после обрезного устройства и которое повторно наматывает лист из магниевого сплава, и стол, расположенный в нагревательной печи, представляющий собой плиту с гладкой верхней поверхностью с теплогенерирующими элементами в виде блока под столом, при этом лист из магниевого сплава перемещается плавно так, что передний конец и задний конец рулонного материала скользят по столу, который нагревается теплогенерирующими элементами при перемещении листа во внутреннем пространстве печи.
2. Установка по п.1, в которой дополнительно имеется устройство для сматывания отходов, расположенное по ходу технологического процесса после обрезного устройства и до устройства для наматывания, и на которое наматываются отходы, полученные при обрезании листа из магниевого сплава с двух боковых краев.
3. Установка по любому из пп.1 или 2, в которой дополнительно имеется устройство для правки, расположенное по ходу технологического процесса после нагревательной печи и до обрезного устройства, которое корректирует любые дефекты формы в листе из магниевого сплава.
4. Установка по любому из пп.1 или 2, в которой устройство для наматывания повторно наматывает лист из магниевого сплава без использования неподвижной оправки.
5. Установка по п.3, в которой устройство для наматывания повторно наматывает лист из магниевого сплава без использования неподвижной оправки.
| JP 3521863 В2, 20.02.2004 | |||
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| JP 61135420 A, 23.06.1986 | |||
| JP 10043931 A, 17.02.1998 | |||
| JP 2005105358 A, 21.04.2005 | |||
| JP 9225518 A, 02.09.1997. | |||

