Изобретение относится к обработке металлов давлением, в частности к изготовлению обечаек с патрубками, и может быть применено в энергтической, химической, нефтяной и других отраслях производства.
Известен способ изготовления полых изделий из листовой заготовки, заключающийся в гибке заготовки в V -образную форму, последующей вытяжке ее центральной зоны-с приложением к ее коротким сторонам усилия подпора, направленного параллельно усилию вытяжки 1,
Недостатком данного способа является невозможность получения качественных изделий типа обечаек с патрубками равных диаметров, т, е, при подпоре торцов заготовки в ее зонах, свободных от прижима, имеет место явление гофрообразования.
Наиболее близким к предлагаемому по технической сути и достигаемому эффекту является способ изготовления из листа изделий типа полуобечайки с патрубком, включающий в себя вырезку заготовки с технологическим припуском и с централным отверстием, гибку ее в полуобечайку и отбортовку центрального отверстия с приложением осаживающих усилий к продольным торцам полуобечайки. 2.
Однако известны} способ не обеспечивает достаточно высокого качесва изделия из-за утонения торца патрубка в плоскости продольной симметрии Кроме того, при изготовлен НИИ известным способом изделий с патрубками, имеющими дтгаметр, соот ветств.ующий диаметру полуобечайки, наблюдаются явления потери устойчивости стенок полуобечайки.
Цель изобретения - повышение качества, путем исключения потери устойчивости и уменьиления утонения края патрубка в плоскости продольной симметрии изделия .
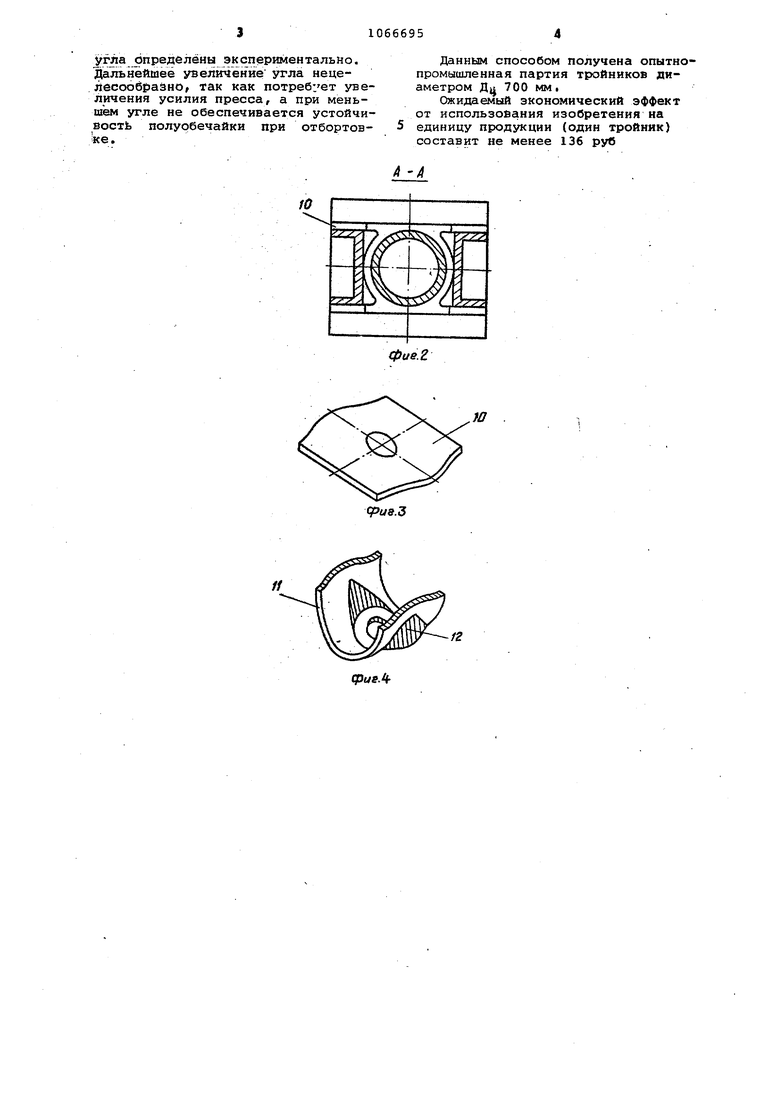
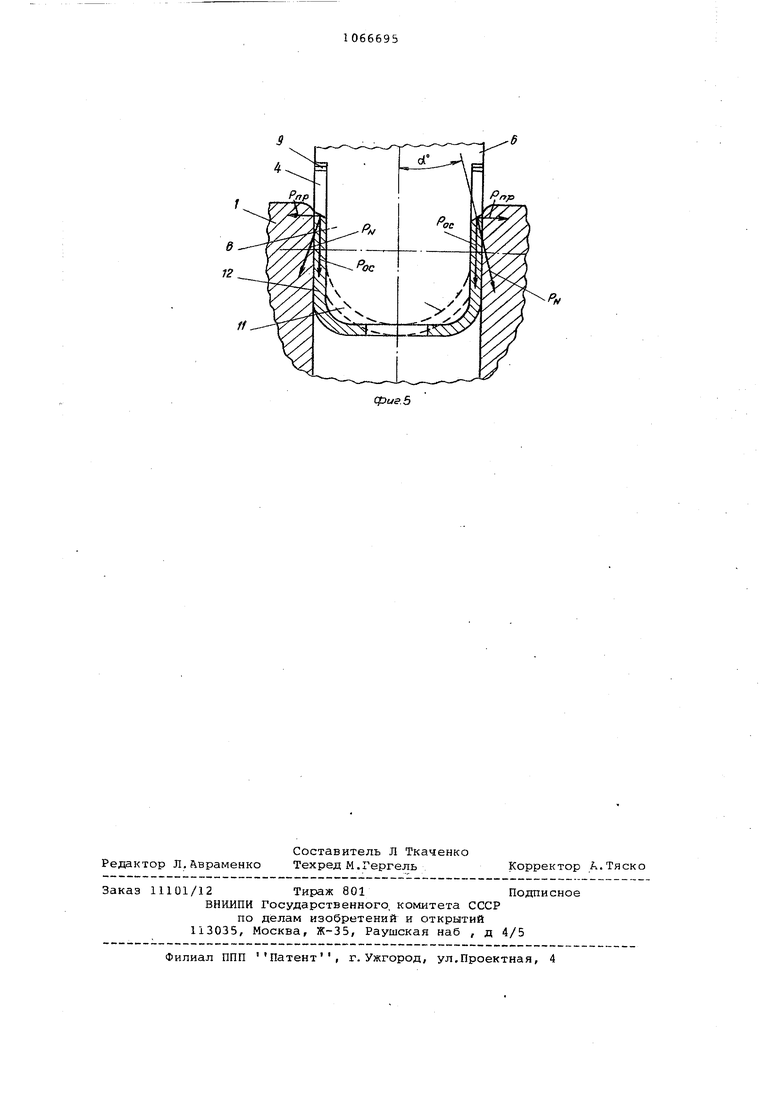
Поставленная цель достигается тем, что согласно способу изготовления из листа изделий типа полуобечайки с патрубком, преимущественно с диаметром патрубка, соответствующим диаметру полуобечайки, включающему в себя вырезку заготовки с технологическим припуском и центральным отверстием, гибку ее .в полу обечайку и отбортовку центрального отверстия с приложением осаживающих усилий к продольным торцам полуобечайки, осаживающие усилия к продольным торцам прикладывают под ;углом 5-10 к плоскости продольной симметрии изготавливаемого изделия в момент начала отбортовки центрального отверстия,На фиг 1 изображен штамп, на котором реализуется способ; на фиг 2 разрез А-А на фиг 1; на фиг 3 - заготовка; на фиг 4 - полуоб.ечайка перед началом отбортовки; на фиг 5 5 схема действия усилий на полуобечайку перед началом отбортовки.
Предлагаемый способ может быть реализован в штампе, содержащем матрицу 1, гибочный 2, отбортовочный 3
0 и нажимные 4 пуансоны, толкатель 5. Гибочный пуансон 2 выполнен разъемным из двух частей, установленных одна относительно другой на расстоянии не менее диаметра патрубка.
5 Верхняя часть 6 от бортов очно го пуансона 3 имеет прямоугольный профиль, торца нажимных пуансонов 4 выполнены со скосом 7 под углом о равным 5-10 в направлении к рабоQ чим поверхностям матрицы.. Расстояние от скосов 7 нажимных пуансонов 4 до торца 8 отбортовочного пуансона 3 регулируется прокладками 9 Способ осуществляется следунвдим
образом.
Заготовку 10 устанавливают на горизонтальную плоскость матрицы и центрируют. При рабочем ходе обе час.ти гибочного пуансона 2 воздействуют на заготовку, которая принимает форму полуобечайки 11, после чего гибочный пуансон 2 выполня. ет роль прижима
При опускании отбортовочного пуаусона 3 сперва выполняются пазухи
5 12 на полуобечайке 11, а затем-при выходе торца 8 отбортовочного пу.ансона 3 на уровень образующей по луобечайки, лежащей в плоскости продольной симметрии, вступают в
0 работу нажимные пуансоны 4, осуществляя заталкивание материала в стенки патрубка усилиями РОС получаемыми без учета сил трения, от разложения усилий Рл на вертикаль5 ные и горизонтальные составляющие (РЛ - нормальные усилия от нажимных пуансонов) При этом усилия PO/S - горизонтальные составляющие Р// обеспечивают поджим центральной
П части полуобечайки к стенкам матрицы, т. е.на участках, на которых гибочный пуансон 2 не действует,
Начало осадки торца заготовки в момент ВЕЖода торца пуансона 3
5 на уровень образующей полуобечай-. ки, лежащей в плоскости ее продольной симметрии, обеспечивает создание дополнительного подпора, повышающего технологическую устойчи0 вость процесса отбортс;.ки за счет создания дополнительных сжимающих напряжений Это исключает утонение торца патрубка в плоскости продольной симметрии обечайкиi Мини5 мальное и, максимальное значение
угла определены экспериментально. Дальнейшее увеличение угла нецелесообразно, так как потребует увеличения усилия пресса, а при меньи м угле не обеспечивается устойчивость полуобечайки при отбортов«е.
Данным способом получена опытнопромышленная партия тройников диаметром Да 700 мм.
Ожидаемый экономический эффект от использования изобретения на 5 единицу продукции (один тройник) составит не менее 136 руб
А -А
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки полуторовых деталей | 1983 |
|
SU1162525A1 |
| Способ штамповки деталей с двусторонней ступицей | 1986 |
|
SU1412841A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ИЗДЕЛИЙ С ОДНИМ ИЛИ ДВУМЯ ОСЕСИММЕТРИЧНЫМИ ОТВОДАМИ | 2009 |
|
RU2410188C2 |
| Способ получения плоского фланца на трубчатой заготовке | 1981 |
|
SU961817A1 |
| Способ изготовления полых изделий | 1976 |
|
SU656701A1 |
| Способ изготовления тройников из листовых заготовок | 1986 |
|
SU1618479A1 |
| Способ изготовления изогнутых изделий с фланцами и устройство для его осуществления | 1989 |
|
SU1697943A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛИСТА ИЗДЕЛИЙ ТИПА ПОЛУОБЕЧАЙКИ С ПАТРУБКОМ, преимущественно с диаметром патрубка, соответствующим диаметру полуобечайки, включающий В себя вьфезку заготовки с технологическим припуском и центральным отверстием, гибку ее в полуобечайку и отбрртовку центрального отверстия с приложением осаживающих усилий к продольньм торцам полуобечайки, отличающийся тем, что, с целью повышения качества путем исклю 1ения потери устойчивости и уменьшения утонения края патрубка в плоскости продольной симметрии изделия, осаживающие усилия к продольным торцам прикладьшают под углом 5-10 к плоскости продольной симметрии изготовляемого изделия в момент начала отбортовки центрального от(Л верстия. о: :о ел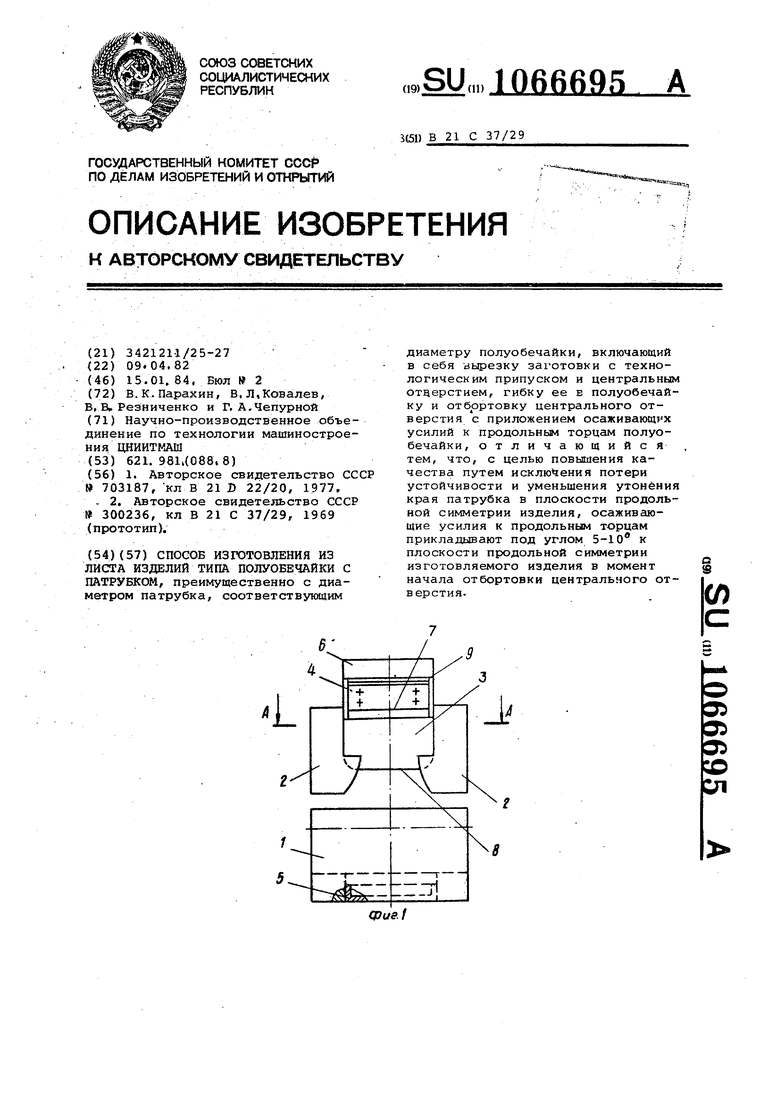
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления полых изделий из листовой заготовки | 1977 |
|
SU703187A1 |
| 0 |
|
SU300236A1 |
