Изобретение относится к области обработки металлов давлением и может быть использовано для получения деталей с отбортовкой. Данный способ может применяться в аэрокосмической промышленности, а также в других областях машино- и приборостроения.
Наиболее близким к предлагаемому изобретению является способ отбортовки, включающий в себя предварительное выполнение отверстия в листовой заготовке, формовку центральной части заготовки в зоне отбортовки, заневоливание этой части заготовки в зазоре между пуансоном и матрицей и получение борта путем давления жидкости на кромку отверстия [1].
Недостатками известного способа являются его высокая трудоемкость и сложность его реализации, которые связаны с многопереходностью процесса отбортовки и необходимостью обеспечения герметизации жидкости в зазоре между пуансоном и матрицей.
Задачей предлагаемого способа является снижение трудоемкости при выполнении отбортовки.
Поставленная задача достигается тем, что в способе отбортовки отверстий в листовых заготовках, заключающемся в том, что в заготовке перед отбортовкой выполняют отверстие, после чего предварительно деформируют материал в зоне отбортовки, а отбортовку осуществляют путем давления на кромку отверстия, согласно изобретению предварительное деформирование осуществляется до момента образования борта в зоне отверстия, а воздействие на кромку отверстия осуществляют с одновременным бортообразованием на жестком пуансоне.
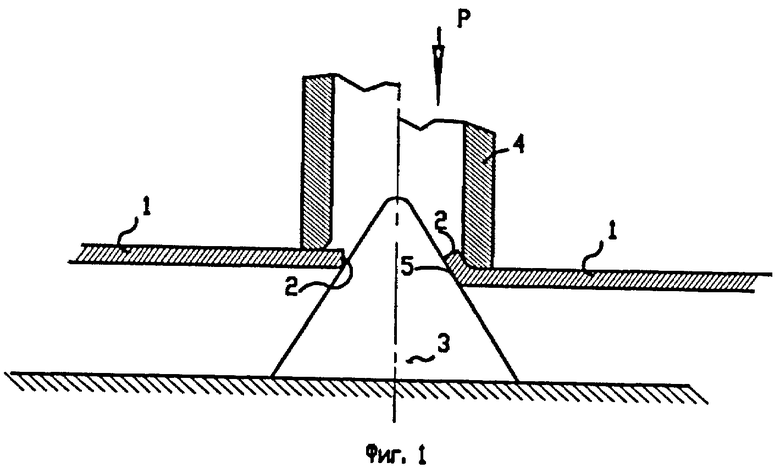
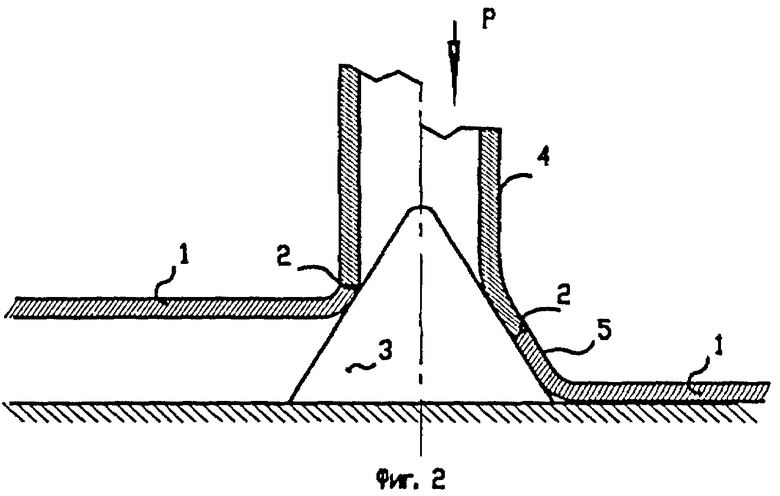
Описываемый способ поясняется схемами, приведенными на фиг.1 и 2.
На фиг.1 показана заготовка 1 с предварительно выполненным отверстием 2, которая помещена на пуансон 3 (вид слева). Под действием усилия Р, прикладываемого, например, к полому толкателю 4, осуществляют предварительное деформирование материала в зоне отверстия до момента образования борта 5 (вид справа).
На фиг.2 показан процесс окончательного образования борта на жестком пуансоне 3, где воздействие на кромку отверстия 2 заготовки 1 осуществляют, например, трубой 4, которая под действием усилия Р раздается на жестком пуансоне 3 и одновременно увеличивает размер отверстия в заготовке и высоту борта 5.
Получение бортов можно производить как в холодном состоянии материала, так и с нагревом материала заготовки.
Способ отбортовки отверстий в листовых заготовках был опробован на заготовках, выполненных из сплава АМцМ толщиной 1 мм. Использовался конический пуансон с уклоном конусности 20°. В заготовке перед отбортовкой выполнили отверстие диаметром 15 мм. После чего предварительно деформировали материал в зоне отверстия на указанном пуансоне до момента образования борта диаметром 16 мм (фиг.1). Окончательно борт получали воздействуя на полученную кромку в зоне отверстия диаметром 16 мм трубой (фиг.2). Использовалась медная труба диаметром 16 мм и толщиной стенки 1 мм. В результате был получен борт высотой 5 мм, при этом диаметр отверстия увеличился до 22 мм.
Внедрение предлагаемого способа позволит:
- получать качественные отбортовки;
- снизить трудоемкость процесса отбортовки в 1,5-2 раза.
Источник информации
1. Авторское свидетельство SU 1155327, В21D 19/00, 15.05.85.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОЙ ЗАГОТОВКЕ | 1998 |
|
RU2153405C2 |
| СПОСОБ ФОРМОВКИ ПАТРУБКОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 2013 |
|
RU2542034C2 |
| Способ отбортовки отверстий | 1978 |
|
SU719747A1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ | 1993 |
|
RU2105626C1 |
| Способ изготовления многослойных полых изделий | 1977 |
|
SU671901A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛИРОВАННОЙ ЛИСТОВОЙ ДЕТАЛИ | 2011 |
|
RU2477665C2 |
| Способ изготовления деталей с бортом | 1985 |
|
SU1348029A1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОМ МАТЕРИАЛЕ | 2014 |
|
RU2590807C2 |
| Способ раздачи труб | 1980 |
|
SU893337A1 |
| Способ получения отбортованных отверстий | 1980 |
|
SU1098619A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для получения деталей с отбортовкой отверстий. Используют заготовку с предварительно выполненным отверстием, которую устанавливают на жесткий пуансон. Отбортовку отверстия осуществляют путем предварительного деформирования материала в зоне отверстия до момента образования борта и окончательного образования борта воздействием усилия на кромку отверстия с одновременным увеличением диаметра отверстия. Предлагаемое изобретение позволяет получать качественные отбортовки и снизить трудоемкость. 2 ил.
Способ отбортовки отверстий в листовых заготовках жестким пуансоном, отличающийся тем, что заготовку с отверстием устанавливают на жесткий пуансон, а отбортовку отверстия осуществляют путем предварительного деформирования материала в зоне отверстия до получения кромки борта и окончательного образования борта воздействием усилия на полученную кромку борта отверстия с одновременным увеличением диаметра отверстия в заготовке.
| Способ отбортовки отверстий | 1986 |
|
SU1430136A1 |
| Устройство для отбортовки отверстий | 1979 |
|
SU820976A1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОЙ ЗАГОТОВКЕ | 1998 |
|
RU2153405C2 |
| ГАЗОТУРБОВОЗ И СИЛОВАЯ УСТАНОВКА ГАЗОТУРБОВОЗА | 2008 |
|
RU2374104C1 |

