4
со
о
О5 О)
; Изобретение относится к обработке металлов давлением, а именно к формообразующему инструменту для горячего деформирования металлов и сплавов, и может быть иснользовано в энергетической, авиационной промышленности.
Целью изобретения является повышение качества получаемых деталей и снижение расхода металла заготовки.
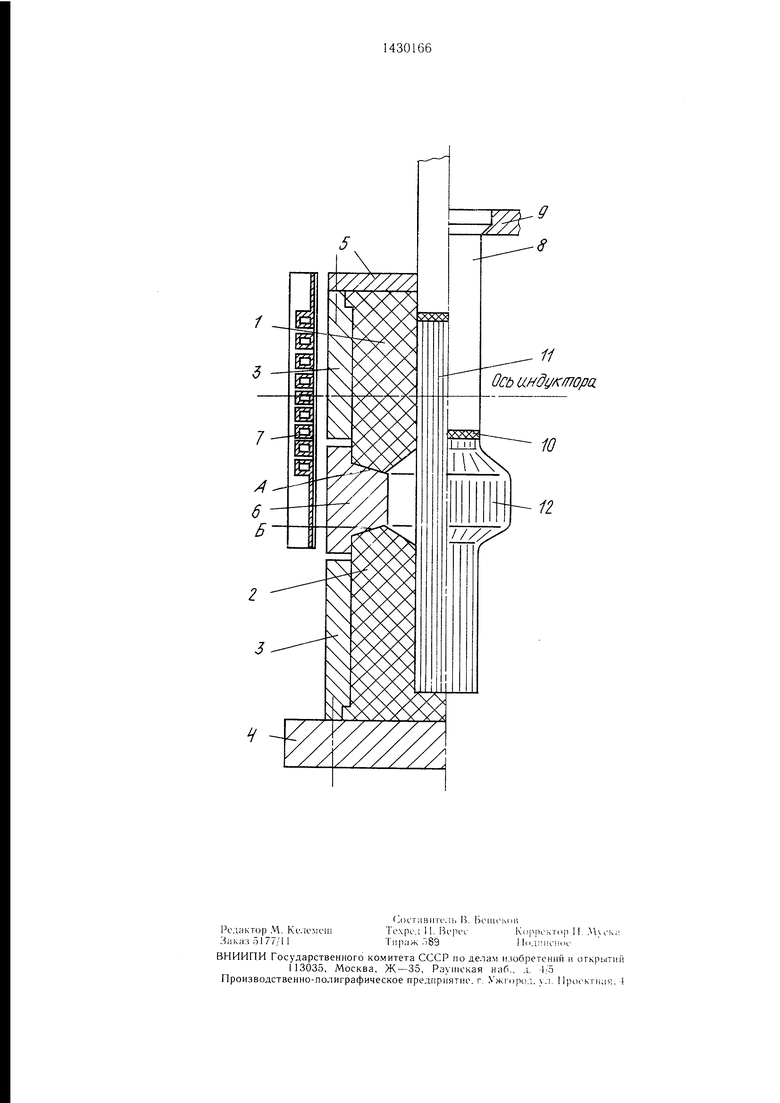
На чертеже изображен штамп.
Штамп для высадки содержит верхний 1 и нижний 2 элементы матрицы, изготовленные из углепластика, элементы матрицы закреплены в муфте 3 па крышках 4 и 5.
Кольцо 6, изготовленное из жаропрочного сплава, образует полость для высадки : заготовки, а также служит для центровки верхнего и нижнего элементов матрицы. Опорные поверхности А и Б элементов матрицы и сонрикасающиеся с ними поверхности центрирующего кольца имеют коническую форму. Индуктор 7 расположен асиммет- рично относительно полости матрицы, в которой происходит высадка заготовки. Иуан- сон 8 посредством плиты 9 крепится к верхней траверсе пресса. На чертеже также показаны: асбестовая прокладка 10, служащая для теп. юизоляции пуапсона. заготовка 11 и готовая штамповка 12.
Углепластик АИ 29НК-100 в температурных пределах 20--1200°С имеет постояпный предел прочности ng 350 МПа. Это свойство материа.ла позволяет нагревать изготовленный из него инструмент до 1100-- 1200°С. Кроме того, имея низкий коэффи
тенлопроводноети
ii:iacTHK хорошо сохраняет температуру н не требует специальных изо;1ирующих устройств. Следовательно, иснользовапие для изготовления элементов матрицы углепластика позволяет нагревать инструмент до более высоких температур, равных температуре нагрева заготовки (1180°С). Это уело- вие устраняет возможность охлаждения поверхности заготовки ири ее контакте с инструментом и исключает образование поверхностных дефектов.
Учитывая, что высадку заготовки осу ществляют свободным истечением материала в полость, образованную кольцом б, без соприкосновения последнего с деформируемым металлом, центрирующее кольцом изготавливают из жаропрочного сплава. Так как коэффициент линейного рас1нирепия а при нагреве у жаропрочпо| о сплава и угле
0
0
5
0
S
0
Q
3
пластика разный (у углепластика а«0), конструкция верхнего и нижнего элементов матрицы и кольца, у которых сопряженные рабочие поверхности имеют форму конуса, позволяет осуществить их центровку при различных температурах нагрева инструмента.
Для увеличения ресурсов работы центрирующего кольца его рабочая температура должна быть ниже на 250-500°С температуры верхнего элемента матрицы, которая равна температуре нагрева заготовки. Более высокая температура нагрева кольца умень- 1пает жаропрочность материала и приводит к его быстрому разрушению. Увеличение градиента температур верхнего элемента матрицы и центрирующего кольца более 500°С приводит к охлаждению поверхности заготовки в области высадки, что снижает пластичность деформируемого металла. Данные параметры получены при опытной высадке заготовок из сплава Э)П 957 в экспериментальном njTSMne предлагаемой конструкции.
Штамп работает следующим образом.
После нагрева инструмента до требуемой температуры индуктором 7 верхний блок, включающий муфель 3. индуктор 7, верхний элемент 1 матрицы и пуансон 8, поднимают вверх и устанавливают нагретую заготовку 11. хЦалее опускают верхний блок, устанавливают асбестовую прокладку 10 и пуансоном 8 производят высадку заготовки. После подъема верхнего блока вынимают готовую штамповку 12.
Формула 1 юбретения
Штамп для высадки деталей, содержащий составпую матрицу с формообразующими элементами из неметаллических материалов, размеще1шый копцентрично матрице 1П1дуктор, а также средства теплозащиты и опорные плиты, отличающийся тем, что, с целью повьинепия качества по. п чаемых деталей и снижения расхода металла, он снабжен металлическим центрируюгцим кольцом с наклонными опорными поверхностями, матрица выполнена из верхнего и нижнего элементов, встречно обрапхенные поверхности которых выполнены наклонными, при этом указанное кольцо установлено с возможностью взаимодействия своими наклонными поверхностями с наклонп1з1ми поверхностями элементов матрицы, образуя гравюру штампа, а э.чементы матрицы изготовлеп.ы из углепластика.
д
8
11
Ось .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК ТУРБИННЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2017 |
|
RU2679157C1 |
| Штамп для горячего деформирования | 1982 |
|
SU1049160A1 |
| Способ изготовления формообразующего инструмента | 1989 |
|
SU1636108A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ С ЛОПАТКАМИ ТИПА "БЛИСК" (BАРИАНТЫ) И ШТАМП ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2450883C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2785111C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2342215C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЯ В ВАКУУМЕ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2010 |
|
RU2478139C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ РЕБРАМИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2484913C1 |
Изобретение относится к обработке металлов давлением, в частности к ujTa.Mria.M для горячей высадки. Цель изобретения - повышение качества получае.мы.х деталей и снижение рас.хода металла. Нагретую заготовку через теплоизоляционные прокладк устанавливают на элементы матрицы, изготовленные из утепластнка, и производят дефор.мирование при пере.мешении по,1зуна пресса. При этом температура нагрева металлического центрирующего кольца, образующего в.месте с элемента.ми матрицы гравюру штампа, ниже температуры верхнего элемента матрицы и температ ры заготовки на 250-500°С. 1л.
| Инструментальный узел | 1980 |
|
SU946773A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
