(иг2
(Л
оо
00
I Изобретение относится к обработке ме- -галлов резанием.
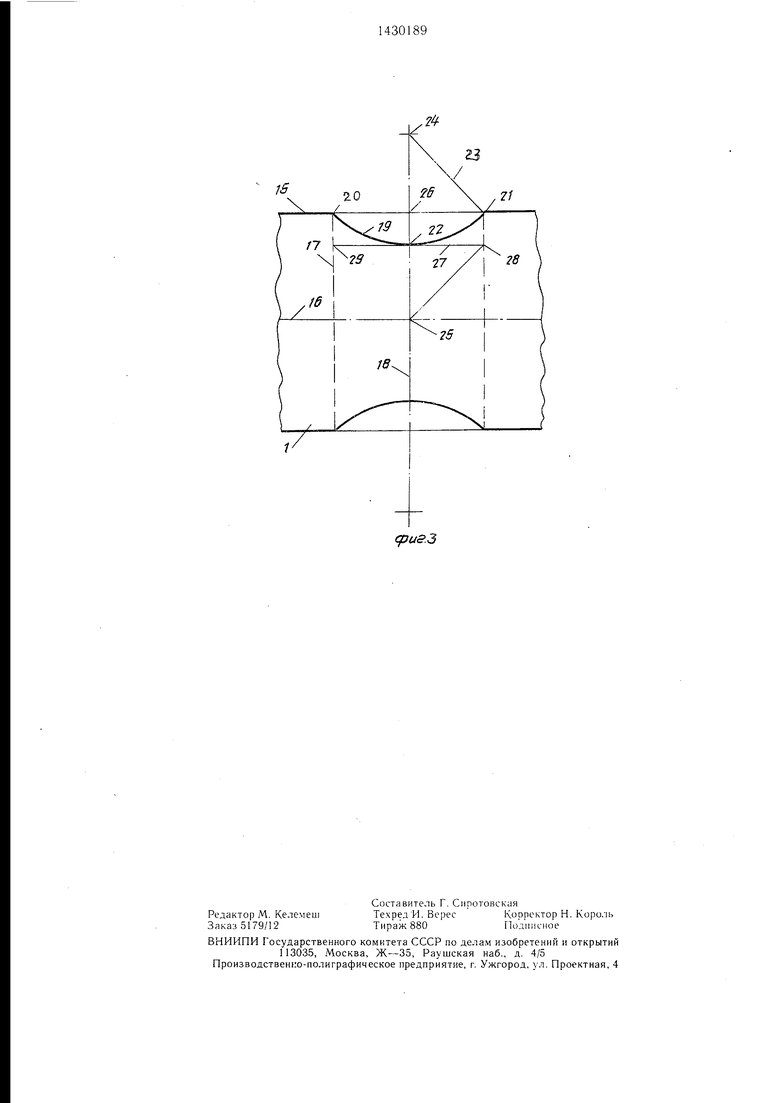
Цель изобретения - повышение про- рзводительности за счет обработки кромок радиальных отверстий одновременно в двух Цилиндрических деталях. : На фиг. 1 изображена схема осуществления способа обработки; на фиг. 2 - раз- гйещение деталей в приспособлении; па фиг. 3 - фронтальная проекция пересе- |1еиия цилиндрической детали и инструмен- fa равных диаметров.
} В цилиндрических деталях 1 сверлят ра- .1,иальные отверстия. При этом детали 1 раз- лещают в отверстиях 2 и 3 приспособления 4. Затем детали поворачивают таким
10
осью 6 и образующей 17 просве отверстия (а значит инструмента) тральной осью 18 получаем проекци ресечения детали 1 и инструмента 5 тальную плоскость, проходящую че тральные оси 16, 18 детали 1 и выпо отверстия. В результате геометриче строений получили следующие точки чений: 20 и 21 - точки пересечен зующей 15 и проекции 19, 22 - точ сечения проекции. 19 и центрально отверстия; 23 - радиус проекции 19, в первом приближении представля дугу окружности с центро.м в точке 2 ральные оси 16 и 18 пересекаются ке 25. Образующая 15 и центральна
Ьбразом, чтобы оси просверленных отвер- отверстия пересекаются в точке 26.
ртий сов.местились. Инструмент 5, например сверло или зен- , располагают между деталями 1, причем 0СИ просверленных отверстий в деталях 1 ДОЛЖНЫ быть перпендикулярны оси инстру- |мента 5. Затем детали 1 закрепляют с Помощью крепежного винта 6, соединяюще1-о (несущие 11етали части 7 и 8 прпспособ- рения 4. В приспособлении 4 выполнены от- |верстия 9, 10 для фиксации деталей 1 и от- |верстие 11 для выхода стружки. Регулиро- 1вочпый винт 12 и шпилька 13 сгюсобству- пот .правильному расположению частей 7, 8 приспособ.чения 4 па основании 14.
Инструменту 5 сообщают вращение и осевое п.еремещение вдоль кро.мок отверстий. В резу;1ьтате происходит обработка этих отверстий боковой поверхностью ипструмента 5, что обеспечивает снятие фасок, уда- ление заусенцев. Затем режущий инструмент (Возвращают в исходное положение, а обра- ;ботанпые детали 1 снимают с приспособ- i лепия 4.
Для обработки кромок отверстий данным способом следует выбирать инструмент, диаметр которого равен диаметру отверстия в детали 1, либо обрабатывать кромки.тем же инструментом, которым выполняют отвер- . стие (необходимость соблюдения этого условия иллюстрируются на фиг. 3).
В результате пересечения образующей 15, цилиндрической детали 1 с центральной
Касательная 27 к проекции 19 п через точку 22. Касательная 27 с о щей 17 пересекается в точках 28 и
Через три точки 20-22, принадл 2Q проекции 19, можно провести окруж радиусом 23, который фактически р диусу обрабатывае.мого отверстия а значит, и радиусу ип
25
35
40
л и та 5.
Формула изобретения
Способ обработки отверстий, тором деталь устанавливают в пр ление, выполняют в детали отверс струментом, которому сообщают в и осевое перемен1еиие, после чего об вают кромки отверстия, отличающи что, с целью повьпления производит за счет обработки кромок радиаль верстий одновременно в двух цили ких деталях, устанавливают вторую в приспособление, выполняют в не стие и поворачивают совместно с пе талью до сов.мещения осей отверст этом детали располагают таким о что оси их отверстий перпендикуля инструмента, последний размещают деталями, а обработку кромок от осуществляют боковой поверхност инструмента, которым выполняют от
осью 6 и образующей 17 просверленного отверстия (а значит инструмента) с цеп- тральной осью 18 получаем проекцию 19 пересечения детали 1 и инструмента 5 на фронтальную плоскость, проходящую через центральные оси 16, 18 детали 1 и выполненного отверстия. В результате геометрических построений получили следующие точки пересечений: 20 и 21 - точки пересечения образующей 15 и проекции 19, 22 - точка пересечения проекции. 19 и центральной оси 18 отверстия; 23 - радиус проекции 19, которая в первом приближении представляет собой дугу окружности с центро.м в точке 24. Центральные оси 16 и 18 пересекаются в точке 25. Образующая 15 и центральная ось 18
отверстия пересекаются в точке 26.
отверстия пересекаются в точке 26.
Касательная 27 к проекции 19 проходит через точку 22. Касательная 27 с образующей 17 пересекается в точках 28 и 29.
Через три точки 20-22, принадлежащие проекции 19, можно провести окружность с радиусом 23, который фактически равен радиусу обрабатывае.мого отверстия в дета- а значит, и радиусу ипструменл и та 5.
5
0
Формула изобретения
Способ обработки отверстий, при котором деталь устанавливают в приспособление, выполняют в детали отверстие инструментом, которому сообщают вращение и осевое перемен1еиие, после чего обрабатывают кромки отверстия, отличающийся тем, что, с целью повьпления производительности за счет обработки кромок радиальных отверстий одновременно в двух цилиндрических деталях, устанавливают вторую деталь в приспособление, выполняют в ней отверстие и поворачивают совместно с первой деталью до сов.мещения осей отверстий, при этом детали располагают таким образом, что оси их отверстий перпендикулярны оси инструмента, последний размещают между деталями, а обработку кромок отверстий осуществляют боковой поверхностью того инструмента, которым выполняют отверстие.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО ДЛЯ ВЫСОКОСКОРОСТНОГО СВЕРЛЕНИЯ КОМПОЗИТНЫХ МАТЕРИАЛОВ И СПОСОБ СВЕРЛЕНИЯ С ПОМОЩЬЮ УКАЗАННОГО СВЕРЛА | 2008 |
|
RU2469820C2 |
| СВЕРЛО ДЛЯ ВЫРЕЗАНИЯ ОТВЕРСТИЯ С ПЛОСКИМ ОСНОВАНИЕМ | 2007 |
|
RU2455127C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВЫЕМКИ В ДЕТАЛИ И ДЕТАЛЬ С ВЫЕМКОЙ | 2011 |
|
RU2585906C2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ И СПОСОБ СВЕРЛЕНИЯ | 2008 |
|
RU2443514C2 |
| Кондукторная втулка | 1978 |
|
SU705747A1 |
| СПИРАЛЬНОЕ СВЕРЛО С РАЗВЕРТКОЙ (ВАРИАНТЫ) | 2008 |
|
RU2492971C2 |
| РУЧНОЕ НАПРАВЛЯЮЩЕЕ ПРИСПОСОБЛЕНИЕ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2000 |
|
RU2206434C2 |
| СВЕРЛО С МНОГОГРАННОЙ РЕЖУЩЕЙ ПЛАСТИНОЙ | 1994 |
|
RU2129479C1 |
| Способ многопроходной обработки отверстий | 1989 |
|
SU1779478A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ С ПАРАЛЛЕЛЬНЫМИ ГЛУБОКИМИ ОТВЕРСТИЯМИ | 2009 |
|
RU2397047C1 |
Изобретение относится к обработке металлов резанием. Целью изобретения является повышение производительности за счет обработки кромок радиальных отверстий одновременно в двух цилиндрических деталях. В деталях сверлят отверстия инструментом 5. При этом детали размеш.ают в отверстиях 2, 3 приспособления 4. После этого поворачивают детали таким образом, чтобы оси отверстий совместились. Инструмент 5 располагают между деталями. Причем оси отверстия в деталях должны быть перпендикулярны оси инструмента 5. Детали закрепляют, а инструменту 5 сообщают вращение и осевое перемещение. В результате осуществляется обработка кромок отверстий боковой поверхностью инструмента 5. 3 ил.
fjDuff.3
| Балакшин Б | |||
| С | |||
| Основы технологии машиностроения | |||
| М.: Машиностроение, 1969, с | |||
| Передвижная комнатная печь | 1922 |
|
SU383A1 |
| СПОСОБ СОСТАВЛЕНИЯ ЗВУКОВОЙ ЗАПИСИ | 1921 |
|
SU276A1 |
