Изобретение относится к электроэрозионной обработке, в частности к электроэрозионной обработке зубчатых изделий.
Целью изобретения является повышение точности и качества обработки за счет сокращения числа элементов кинематической иепи.
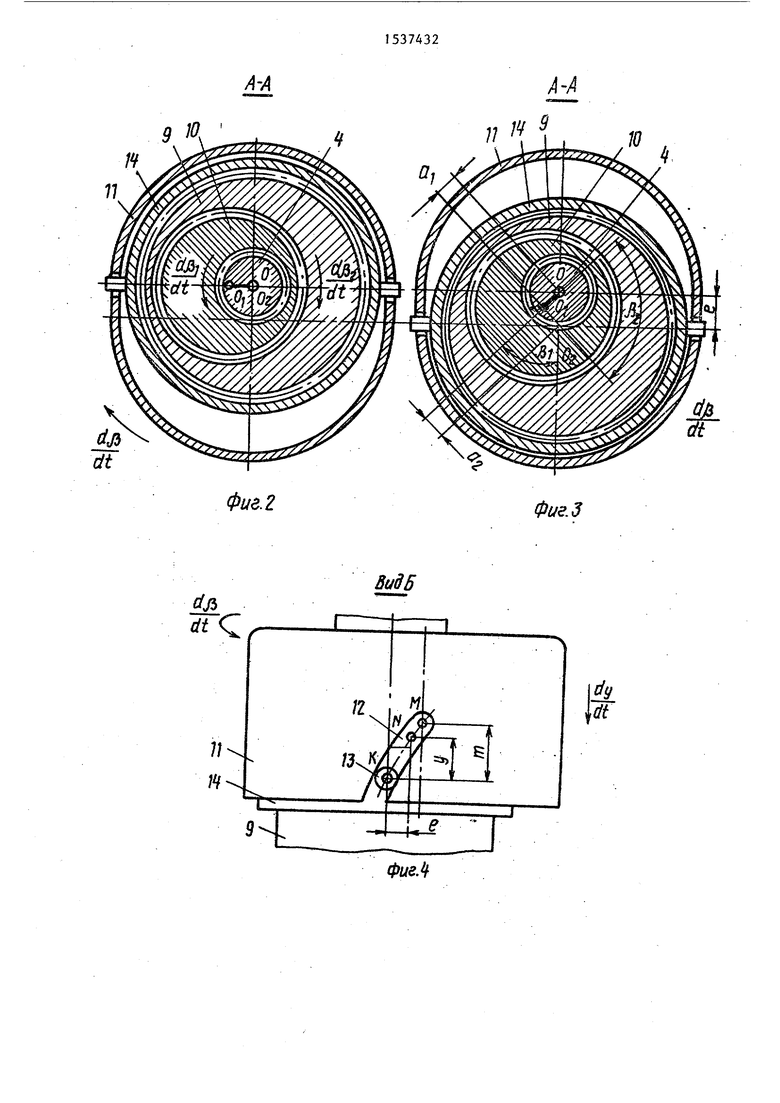
На фиг.1 показано устройство, общий вид; на фиг. 2 - сечение на фиг.1, стакан в исходном положении; на фиг.З - то же, стакан в опущенном положении; на фиг. 4 - вид Б на фиг,1.
Па фиг, 1-4 обозначено: dxo/dt - угловая скорость поворота зубчатого изделия вокруг оси нутации; dg/dt - угловая скорость вращения стакана; dy/dt - скорость перемещения стакана вдоль своей оси; dft,/dt - угловая скорость поворота внутреннего радиалного кулачка относительно стакана; dA2/dt - угловая скорость поворота наружного радиального кулачка относительно внутреннего радиального кулачка; СО - угол перекоса оправки с изделием относительно оси вертикального суппорта; ft, - угол поворота внутреннего кулачка относительно стакана; ft - угол поворота наружного кулачка относительно внутреннего кулачка; 1 - расстояние между центрами сфер синхронного шарнира и сферической опоры оправки изделия; е - суммарный эксцентриситет радиальных кулачков; а, а4 а - эксцентриситет наружного или внутреннего кулачка; у - величина перемещения стакана вдоль своей оси; m - максимальная величина перемещения стакана вдоль своей оси.
Оправка 1 обрабатываемого изделия 2 установлена с помощью синхронного
0
5
0
5
0
5
0
5
шарнира 3 на оси 4, жестко закрепленной на вертикальном суппорте 5, смонтированном в направляющих 6 хобота 7 станины устройства. Оправка 1 взаимодействует посредством сферической опоры 8 с приводами ее поворота (dcO/dt) вокруг оси нутации и прецессионального качания (dft/dt), которые, выполнены в виде наружного 9 и внутреннего 10 цилиндрических радиальных кулачков, установленных на оси 4 суппорта 5 с возможностью их относительного поворота, и стакана I1, имеющего два наклонных противоположно расположенных паза 12, зацепляющиеся с толкателем 13, подвижно сопряженным с наружным кулачком 9 посредством подшипниковой опоры 14„ Наружный 9 и внутренний 10 радиальные кулачки имеют равные эксцентриситеты а аг а, суммарный их эксцентриситет е определяется по формуле
е 2а sin |3z/2, где (Ј - угол поворота наружного 9
относительно внутреннего 10
кулачка.
При этом стакан 11 смонтирован на оси 4 суппорта 5 с возможностью вращения и перемещения вдоль своей продольной оси и соединен с кинематическими цепями вращения и перемещения.
Зубчатый инструмент-электрод 15, закрепленный в инструментальном стакане 16, располагается в опорах ванны 17 рабочей жидкости, которая установлена на основании 18 станины устройства. Инструментальный стакан 16 кинематической цепью доворота d(n/dt, содержащей червячное зацепление 19, настроечное звено 20 и муфту 21 сцепления, связан с двигателем 22.
Стакан 11 через пшицевое соедине-- ние взаимодействует с зубчатым колесом 23, установленным в упорных под шипниках 24, и связан через вал-шестерню 25, настроечное звено 26 и муфту 27 сцепления с двигателем 22.Кроме того, стакан 11 через муфту 28,передающую только осевые перемещения, взаимодействует с втулкой 29, установленной на валу 4 посредством шли- цевого соединения„ Втулка 29 через соединение винт-гайка связана с зубчатым колесом 30, смонтированным в осевых подшипниках 31, и через вал- шестерню 32, настроечные звенья 33 и 26 к муфту 27 сцепления взаимодействует с двигателем 22. При этом валы шестерни 25 и 32 связаны между собой настроечным звеном 33, согласующим поворот dy/dt оправки изделия 2 вокруг оси нутации и вращение dA/dt оси нутации вокруг оси прецессии изделия 2 относительно зубчатого инструмента- электрода 15.
Для обеспечения равномерного поворота dw/dt оправки изделия 2 при равномерном перемещении dy/dt стакана 11 вдоль своей продольной оси пазы 2 стакана 1 имеют криволинейный профиль, представляющий собой огибающую цилиндра, образованную при движении его оси по линии, описанной уравнением:
у ™arctg ---,
WMCIKC
1
где у - величина перемещения стакана 11 вдоль своей оси сферической опоры 8 оправки 1 изделия 2.
Устройство работает следующим образом,
В процессе обработки зубчатому инструменту 15, установленному в инструментальном стакане 16, расположенном в опорах ванны I7 рабочей жидкости, которая размещена на основании 18 станины, через червячное зацепление 19, орган 20 настройки и включенную муфту 21 сцепления сообщают доворот dcpn/dt от двигателя 22. Доворот инструмента 15 относительно изделия 2 производится на величину, соответствующую суммарным угловым накопленным погрешностям их шага. После чего муфта 21 сцепления отключается и включается муфта 27 сцепления кинематических цепей вра10
-20
щения и перемещения dy/dt стакана 11. При этом вращение стакана 11 от двигателя 22 производится через кинематическую цепь, включающую муфту 27 сцепления, настроечное звено 26, вал-шестерню 25, зубчатое колесо 23, размещенное на осевом подшипнике 24 и связанное со стаканом 11 посредством щлицевого соединения, а перемещение стакана 11 - посредством шлицевого соединения, содержащего настроечное звено 33, вал- шестерню 32, зубчатое колесо 30,раз15 мещенное на осевом подшипнике 3, втулку 29, установленную на оси 4 посредством шлицевого соединения и сопряженную с зубчатым колесом 30 через соединение винт-гайка, муфту 28, передающую только осевые перемещения. Причем стакан 11 установлен на оси 4 с возможностью вращения и перемещения вдоль своей продольной оси, а ось 4 жестко закреплена на вертикальном суппорте 58 размещенном в направляющих 6 хобота 7 станины.
При перемещении стакана 11 вдоль своей продольной оси толкатель 13, размещенный в пазах 12 и сопряженный с наружным радиальным кулачком 9 посредством подшипниковой опоры 14, перемещается на величину е8 при этом внутренний радиальный кулачок 9 поворачивается относительно вала 4 на угол р, } а наружный радиальный кулачок 10 поворачивается относительно внутреннего радиального кулачка 9 на угол ($Ј . Выражения
40 Для определения их значений следующие:
25
30
35
Р( arccos -J--J - 2
(3)
(4)
|32 и - 2 arccos
Суммарный эксцентриситет кулачков 9 и 10 определяется по формуле: е ItgCO .(5)
Учитывая формулу (5) и дифференцируя выражения (3) и (4), получим уравнение для определения угловых скоростей вращения кулачков 9 и 10 в зависимости от угла нутации изделия 2:
cos co -lHg u
dcO dt
(6)
2e
dcO
cos2u J4a - 2tg2Q
где
dp, dt
d(3z dt
dcD
-угловая скорость вращения внутреннего кулачка 10;
-угловая скорость вращения наружного кулачка 9}
dt
- угловая скорость нутации оправки 1 изделия 2.
При относительном повороте кулачков 9 и 10 на углы йги fit оправка 1 изделия 2, связанная через сферическую опору 8 с наружным кулачком 9 и установленная посредством синхронного шарнира на оси 4, поворачивается на угол СО .
При выполнении паза 12 в соответствии с выражением (2) обеспечивается при равномерном перемещении dy/dt стакана 1 равномерный поворот dW/dt оправки 1 изделия 2. Здесь, учитывая формулы (2) и (5), угловая скорость d03/dt определяется следующим выражением:
--Ј& .jsess. 4г--. (8) dt m dt
При вращении стакана 11 с угловой скоростью d|}/dt посредством толкателя 13, подшипниковой опоры 14,наружного кулачка 9 и сферической опоры 35 8 за счет наличия угла перекоса изделия со вращение стакана 11 преобразуется в прецессиональное качание оправки 1 изделия 2,
Таким образом, за счет перемеще- 40 ния стакана 11 вдоль своей оси и его вращения посредством приводов поворота и прецессионального качания оправки 1 производится поворот dco/dt изделия 2 вокруг оси нутации и враще- 45 ние оси нутации вокруг оси прецессии. Для обеспечения поворота изделия 2 вокруг оси нутации согласованно с вращением оси нутации вокруг оси прецессии кинематические цепи перемещения Q и вращения стакана I1 связаны настроечным звеном 33.
Возвратно-поступательное перемещение изделия 2, закрепленного на оправке 1, относительно инструмента 55 15 выполняется одним циклом при пере
мещении суппорта 5 по направляющим 6 хобота 7 станины, при этом обработка ведется только при опускании изделия 2, а при его подъеме осуществляется холостой ход, необходимый для извлечения изделия 2 из инструмента 1 5 и последующего его съема с оправки 1 .
При обработке изделий без предварительной нарезки зубьев муфта 21 сцепления кинематической цепи доворо- та инструмента 15 отключена, при этом производится обработка сразу всех поверхностей периметра зубчатого венца.
Формула изобретения
Устройство для электроэрозионной обработки зубчатых изделий пространственного зацепления, включающее расположенную на основании и соединенную с приводом доворота опору для зубчатого инструмента, оправку для обрабатываемого изделия,, смонтированную с помощью шарнира на оси, жестко закрепленной на вертикальном суппорте, кинематические передачи,образующие приводы нутации и прецессионального качания изделия, отличающееся тем, что, с целью повышения точности и качества обработки за счет сокращения числа элементов кинематической цели, в него дополнительно введены система подачи рабочей жидкости и источник технологического тока, а оправка посредством сферической опоры связана с приводами нутации и прецессионального качания, выполненными в виде наружного и внутреннего цилиндрических радиальных кулачков, установленных на оси с возможностью их относительного поворота, и стакана, имеющего два противолежащих наклонных паза для зацепления с толкателем, подвижно сопряженным с наружным кулачком посредством подшипниковой опоры, при этом стакан смонтирован на оси суппорта с возможностью вращения и перемещения вдоль своей продольной оси и соединен с кинематическими цепями вращения и перемещения.
А-А
№


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки зубчатых изделий с пространственно-модифицированными зубьями | 1987 |
|
SU1468691A1 |
| Способ отделочной обработки зубчатых элементов муфты с пространственно модифицированными зубьями | 1987 |
|
SU1511025A1 |
| Способ отделочной обработки зубчатых элементов муфты с пространственно-модифицированными зубьями | 1989 |
|
SU1613257A2 |
| Способ обработки одного из элементов зубчатой муфты | 1987 |
|
SU1430195A1 |
| Способ обработки зубчатых изделий с бочкообразным зубом и устройство для его реализации | 1987 |
|
SU1495030A2 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Устройство для чистовой обработки зубчатых изделий с пространственно модифицированными зубьями | 1985 |
|
SU1348096A1 |
| Механизм доворота шпинделя | 1974 |
|
SU546433A1 |
| Станок для суперфинишной обра-бОТКи жЕлОбОВ КОлЕц шАРиКОВыХ пОд-шипНиКОВ | 1979 |
|
SU848305A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
Изобретение относится к электроэрозионной обработке, в частности к электроэрозионной обработке зубчатых колес. Целью изобретения является повышение точности и качества обработки за счет сокращения числа элементов кинематической цепи. Для этого в устройство, содержащее опору для зубчатого инструмента, соединенную с приводом доворота, оправку для изделия, смонтированную с помощью синхронного шарнира на оси, жестко закрепленным на суппорте, кинематические передачи, образующие приводы нутации и прецессионального качания изделия, дополнительно введены система подачи рабочей жидкости и источник технологического тока. При этом оправка 1 посредством сферической опоры 8 связана с приводами нутации и прецессионального качания, выполненными в виде наружного и внутреннего цилиндрических радиальных кулачков, установленных на оси с возможностью их относительного поворота, и стакана 11. 4 ил.
П
11
Фиг. 2
10
4
Фиг.З
ВидВ
| Способ обработки зубчатых изделий с пространственно-модифицированными зубьями | 1987 |
|
SU1468691A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
