;, О т . (.ч . К Переработке ., Tlli iHCKH Г.1Г- . ; оГГЬ ИСПОЛЬЗОВАНО Ч K .i lOU М:1/и. С арМЯР/ РОИ
im:Oi ; vH -:: i ; 5 ш -ц;.-; гнхно логически 3i . я у счет прои.знодГ.ТПЙ КЗЛ.РЛИ -: 1П Г Vi, грМг У ДПУГ.ТОрО:-:Н , |М: ЯЫИ. : .,-)МИ
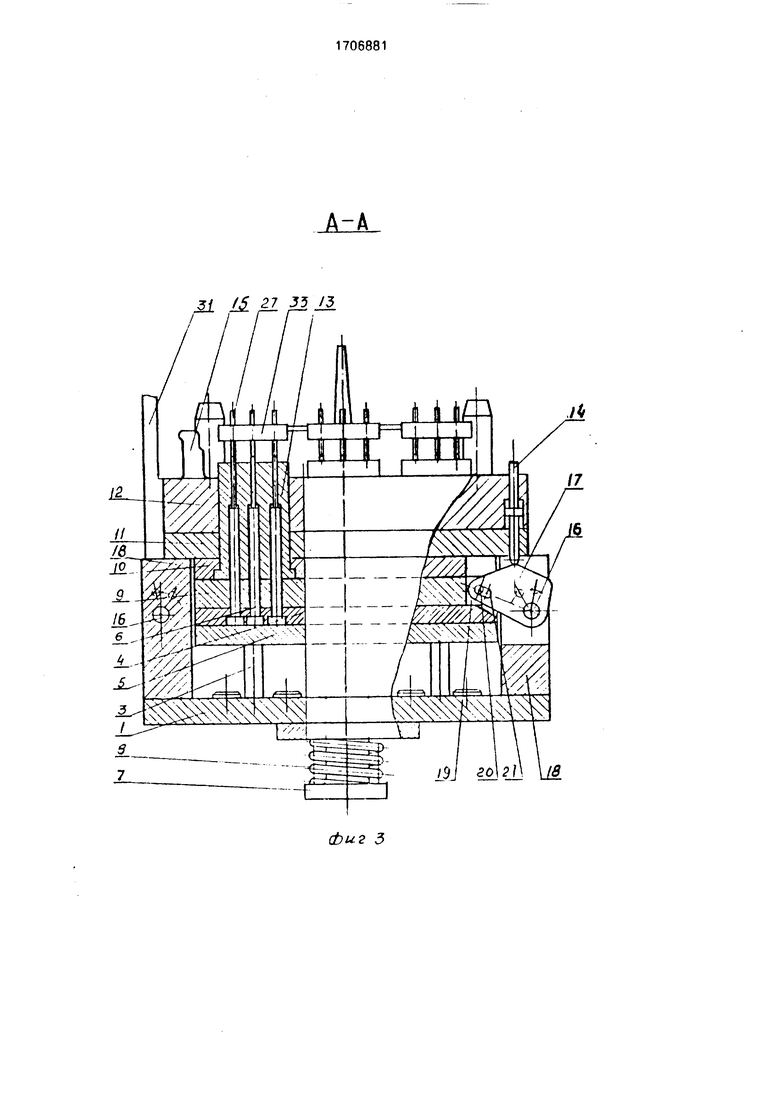
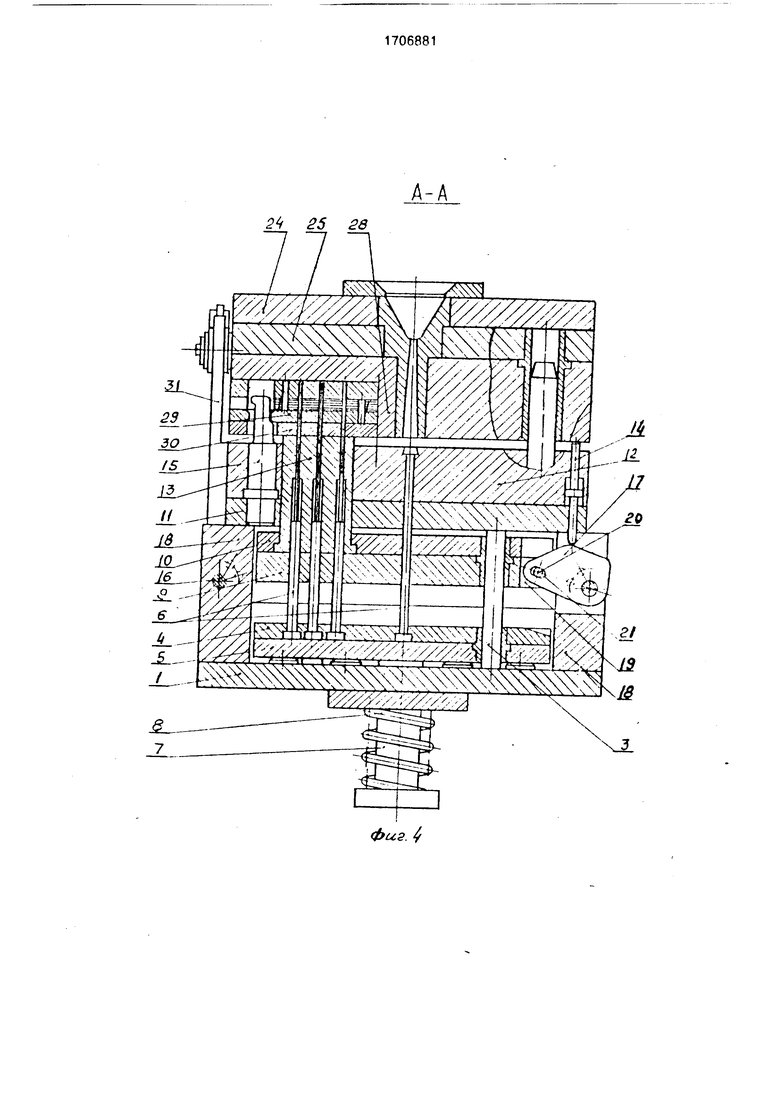
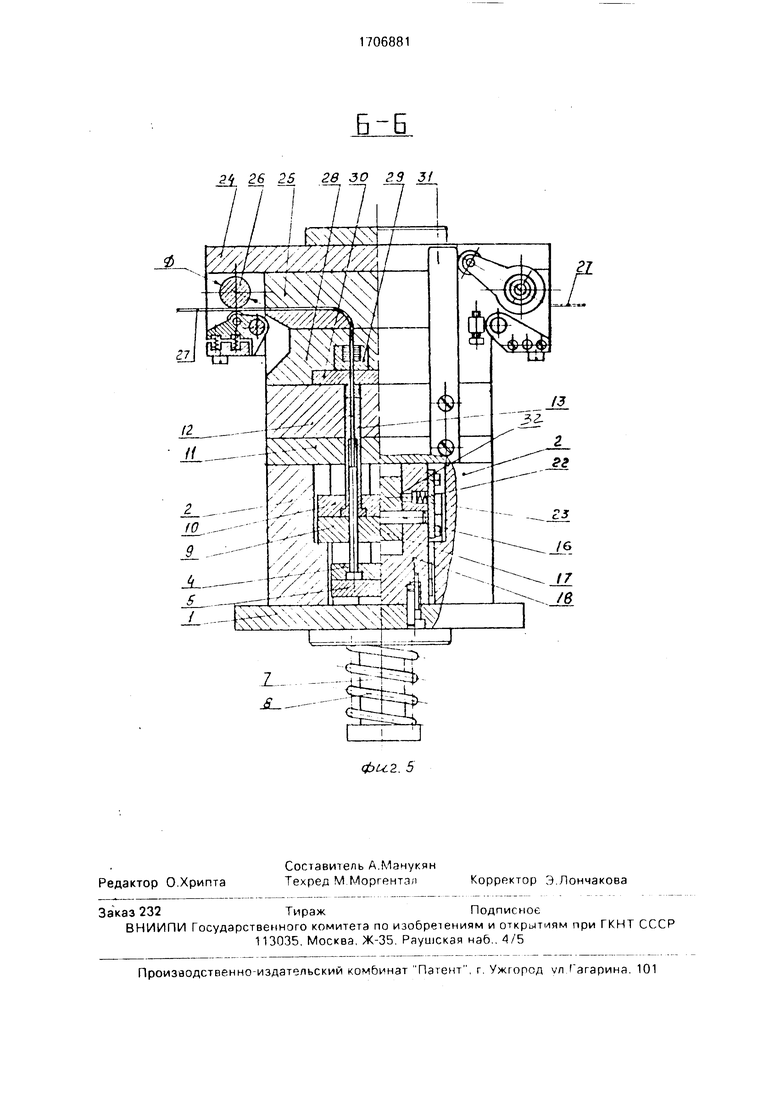
H/i Ф /ii. i --.яопра. и. нз лшьввал форма, кд efiypxy hd фиг - 1 сечение А--Л на :Ьмг 1: H.J фи(. 5 ,: чение Ь Б на фиг. 1.
Литьонп-1 форма ,одержи подиижнуюи ионодсижпую пО форм .. Подвижная пол- vf Op н смой -iponaiia a п/ц.гт. 1. к ко юрой
жеп ко прикр- гь н; чЭ -/; -. ралмощ. н
: .ОГ. | С :-М.- W.4 ,-:-: р
л к ПУ ;Пе г piiv/ f i
1 О i . - -O.iljpci I:: . Г: HCXO/iMU ПО .Г
ку)оплено i-in . sfi
С г Си К И . «f.l IP/ ОГНООЧННЛ , :
.I сгонки 2. Между сточ- ; i ( о-и.ая сис емй. ,ii i-Hbix на колонках 3
; 10/1К31«-;;;И 6,
,пен чьос овик 7 г. пружм- :. i я 5 с топко гол ч ми
сш е Ил колонках 3 за CMi rir HHf: 9 . плитой 10. еяы г. уступом для опоры им и т.пкже прикреплена
опорная n/iitT.a 1 1 и подвижный оформляю щи и элемеш 1/1. li мли п 10 встроены по- .i ыи встзнки 13 которые служат нижней с.(емкой оформляющего элемента 12, сю:о:- ные отпсос.кий для проходу толко- теле« . и фмксрчпи выводов арматуры изделия
В оформ|: Г.цгм элемент,- 12 раэмеще- Ht-1 плавающие упоры 14 и кулачки 15 Плавающие А я чаны с основанием У посредством iiiaiiiiiipno эакрс:11ле1 ных на оси 16 скряг Г , ч.г н иррванных в стойках 18 рчзмеи.е|;ных между стойками 2. Серьги 17 выполнены с оозг-южпястью поворота в направлении раскрытия форм и расположены е пазах 19, выпогчечны в торцах основания 9, и сопуаны с ней при помощи жестко закрепленных штифте 20, входящих г, пазы 21 сеоег Г И стойках 18 вмонтированы подгфткинеинь О пружинам 22 фиксаторы 23. При этом расстояние от оси поворот каждой серьги 7 до :тмь юн ак1а с ющим упором 1 оыГ)рЭ1,с меньшим расстояния от геи 16 с«оыи 17 до OHpi ее кон i хча с осиопанием 9
5
Неподвижная полуформа смонтирована на плите 24, к которой жестко прикреплена плита 25 с вмонтированным в нее оалом 26 механизма подачи арматуры 27 и плита 28 г. размещенным в ней ножом 29. В плиту 28 встроен также неподвижный оформляющий элемент 30, через который проходит арматура 27. На механизм подачи воздействуют упоры 31. жестко закрепленные к подвижному оформляющему элементу 12. На фиг. 5 показаны отверстия 32, выполненные з серьгах 17 для захода фиксаторов 23.
Литьевая форма работает следующим образом.
После установки литьевой формы на литьевую машину ее заправляют арматурой Л При смыкании полуформ упоры 31 воздействуют на вал 26 механизма подачи, и арматура 27 проходит по отверстиям верх- но о оформляющего элемента 30 к выходу. В самом начале движения подвижной полуформы на смыкание толкатели 6 под воздействием усилий пружин 8 занимают исходное положение. При выходе арматуры 27 из оформляющего элемента 30 с ним соприкасаются подвижные вставки 13, и арма- гура 27 гарантированно входит в освободившиеся от толкателей 6 отверстия подвижных вставок 13. При этом подвижные вставки 13 останавливаются, а арматура 27 продолжает входить в их отверстия на величину, равную длине вывода.
При смыкании штифты 20, перемещаясь с основанием 9. входят в пазы 21 серег 17 и поворачивают их на оси 16. Не доходя до полного смыкания, неподвижный оформляющий элемент 30 воздействует на плавающий упор 14 подвижного оформляющего элемента 12, который поворачивает серьги 17 на оси 16. Последние воздействуют на плиту 9, которая начинает перемещаться в противоположном подвижной полуформе направлении. Но Так как плечо воздействия на серьги 17 меньше плеча воздействия их на плиту 9, то последняя перемещается с большей скоростью, и подвижные вставки 13 отходят от неподвижного оформляющего элемента 30 образуя оформляющую по- 0 лость
5
5
5
При дальнейшем движении подвижной полуформы на смыкание упор 31 подачи воздействует на нож 29, и происходит отрезка арматуры 27 по плоскости соприкосновения с неподвижным оформляющим элементом 30. После этого при дальнейшем смыкании полуформ арматура 27 начинает изгибаться в оформляющей полости за счет превышения длины арматуры 27 заданной длины на величину изгиба.
После впрыска расплава и некоторой выдержки подвижная полуформа отходит от неподвижной, упор литьевой машины (не показан) воздействует на XBOCTOBVIK 7, пружина 8 сжимается, и плиты 4 и 5 с толкате- лями б останавливаются. Серьги 17 с помощью отверстия 32 зафиксированы фиксаторами 23, поэтому основание 9 с плитой 10 перемещаются вместе с подвижной полуформой. При остановке плит 4 и 5 толкате- ли б выталкивают изделие 33 из оформляющей полости. После сьема изделия 33 основание 9 сталкивается с плитой 4 выталкивающей системы и останавливается вместе с подвижными вставками 13. При этом подвижная полуформа продолжает движение на разьем, а вставки 13. оставаясь неподвижными, приподнимаются относительно своего нижнего положения для
встречи выходящей из неподвижного оформляющего элемента 30 арматуры 27 при следующем цикле работы формы
Формула изобретения Литьевая форма, содержащая подвижную полуформу, включающую расположенные на опорной плите оформляющие элементы, подвижные вставки, смонтированные на основании, связанном через плиту с плавающими упорами, установленными в оформляющих элементах, плиты выталкивания с толкателями, подвижную полуформу с механизмом подачи и обрезки арматуры, подпружиненные фиксаторы, о т- личающаяся тем, что. с целью расширения технологических возможностей за счет производства изделий со сквозной арматурой с двусторонними выводами, плавающие упоры связаны с основанием посредством шэрнирно смонтированных на опорной плите с возможностью поворота в направлении раскрытия формы серег, шар- нирно соединенных с основанием и имеющих отверстия для захода фиксаторов, причем расстояние от оси поворота каждой серьги до зоны контакта г плавающим упором выбрано меньшим расстояния от оси серьги до зоны ее контакта г основанием

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая пресс-форма | 1972 |
|
SU656265A2 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления полых длинномерных изделий | 1991 |
|
SU1757900A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1985 |
|
SU1329989A2 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1509266A1 |
| Литьевая форма | 1977 |
|
SU774082A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1987 |
|
SU1498622A1 |
Изобретение относится к переработке пластических масс и может быть использо вано для изготовления изделий с арматурой. Цель изобретения - расширение технологических возможностей за счет про изводствэ изделий со сквозной арматурой с двусторонними выводами. Для этого плавающие упоры 14 связаны с основанием 9 посредством шарнирно смонтированных на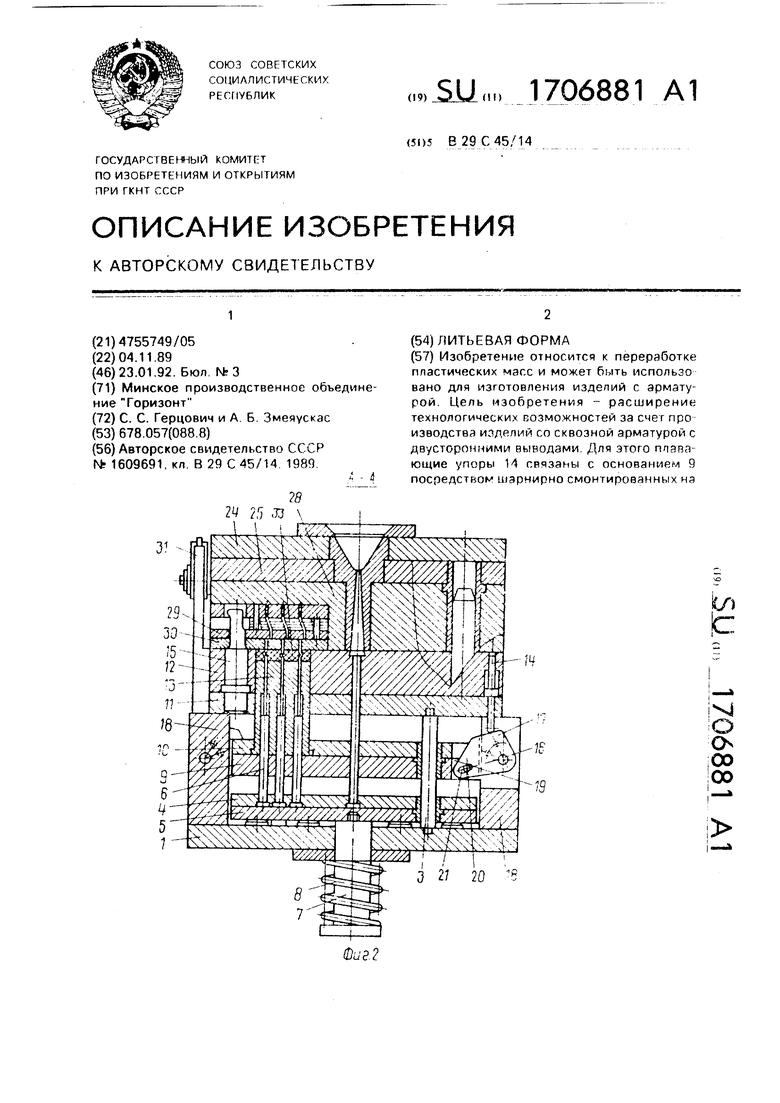
At L
/3 / фаз /
I Т
А
А-А
Л1 US. Ј2. Д5./1
( 3
Iff
fr
R
V
чх
|,(съ |-Н (№fc I- fe fe j§
ъ
л
-j о
О)
oo
00
2± 26 25 2в 30 29 J/
Б-Б
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Солесос | 1922 |
|
SU29A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
| не- & | |||
