(Л
00
о to
00 00
(
ГЧ)
Изобретение относится к химическому машиностроению, в частности к устройствам для изготовления листов методом экструзионного формования и является усовершенствованием технического решения по авт. св. №1141001
Цель изобретения - расширение технологических возможностей устройства за счет получения листов различной ширины при сохранении их качества.
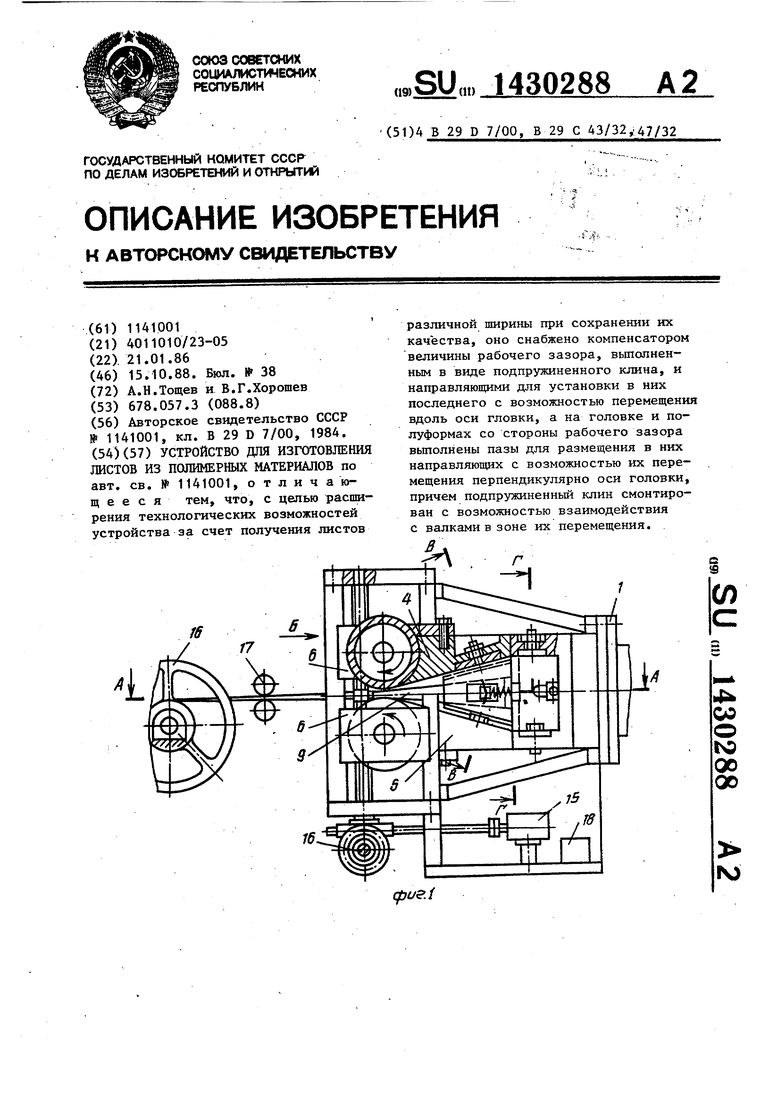
На фиг.1 изображено предлагаемое устройство для изготовления листов из полимерных материалов, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг.З - вид Б на фиг.1 на фиг.4 - сечение В-В на фиг.1; на фиг.5 - сечение Г-Г на фиг.1.
Устройство содержит экструдер 1 со шнеком 2, экструзионную головку 3 с мундштуком, выполненным из в,ерх , ней 4 и нижней 5 полуформ. Верхняя 4 и нижняя 5 полуформы закреплены на кронштейнах 6. Криволинейная поверх- н-ость верхней 4 и нижней 5 полуформ сопряжена с поверхностями верхнего 7 и нижнего 8 валков, плоская торцовая поверхность полуформ 4 и 5 сопряжена с экструзионнрй головкой 3. Верхний 7 и нижний 8 валки закреплены на кронштейнах 6 с возможностью пере- меш;ения вертикально вверх и вниз по направляющим рамы 9 с образованием между ними рабочего зазора 10. Балки 7 и В снабжены приводом (не показан) противоположного вращения и механиз мом регулирования рабочего зазора 10. Механизм регулирования выполнен в виде двух винтовых пар 11 с левой и правой резьбой конических шестерен 12 и 13, соединительного вала 14 и привода 15.. Устройство содержит также приводную бобину 16, датчик 17 длины и устройство 18 коррекции рабочего зазора 10. Устройство снабжено компенсатором величины рабочего зазора 10. Компенсатор выполнен в виде клина 1 9 с пружиной 20. Устройство снаб0
5
0
5
0
5
0
5
жено также направляющими 21 для установки в них клина 19 с возможностью перемещения его вдоль оси .головки 3. На головке- 3 и полуформах 4 и 5 со стороны рабочего зазора 10 выполнены пазы 22 для размещения в них направляющих 21 с возможностью их перемещения перпендикулярно оси головки 3. Клин 19 смонтирован с возможностью взаимодействия с валками 7 и 8 в зоне их перемещения. Устройство снабжено также переходником 23 и удлинителем 24, установленными на экстру- зионной головке 3.
Устройство работает следующим образом.
Верхний 7 и йижний 8 валки устанавливают на заданный размер листа (или полосы) затем устанавливают под- пружиненньй клин 19 на заданный размер (ширину) листа. Предварительно разогретую полимерную смесь продавливают шнеком 2 экструдера 1 в экструзионную головку 3, где она заполняет пространство между верхней 4 и нижней 5 полуформами. При достижении величины давления, превьш1ающей давление смеси в пространство между полуформами, смесь поступает в рабочий зазор 10 между валками 7 и 8 и форму- .е тся в лист заданной ширины и толщины. Свободный конец листа закрепляют на бобине 16. После выхода устройства на заданный режим включают датчик 17 длины и устройство 18 коррекции рабочего зазора 10. При увеличении или уменьшении ширины получаемого листа в процессе работы устройства клин .19 посредством пружины 20 перемещается по направляющим 21 вдоль оси головки 3 в ту или другую сторону, устраняя появившийся зазор между криволинейной поверхностью полуформ 4 и 5 и. поверхностью валков 7 и 8, формуя лист с требуемой новой шириной.
А А
20 ZZ
Фиг.2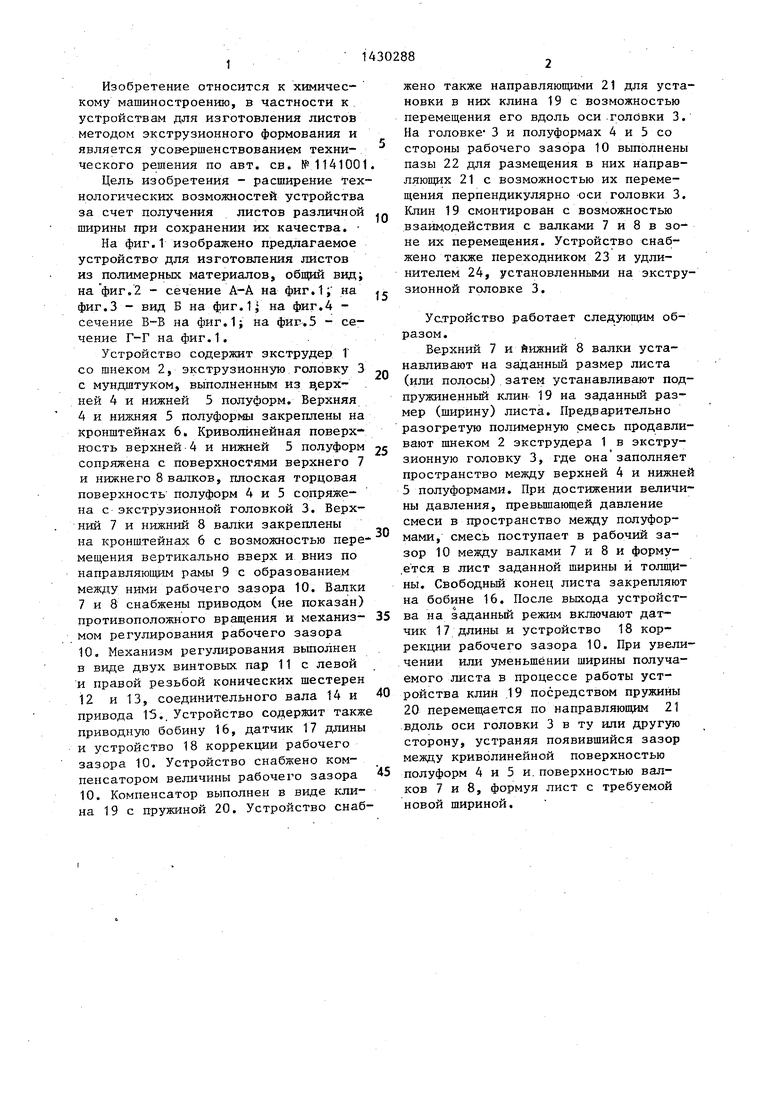
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления листов из полимерных материалов | 1984 |
|
SU1141001A1 |
| Экструзионная двухкамерная головка для изготовления ленточных проводов | 1991 |
|
SU1835559A1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| ИСКУССТВЕННАЯ ДРЕВЕСНАЯ МУКА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ, ПЛИТА, ПОЛУЧЕННАЯ НА ОСНОВЕ ИСКУССТВЕННОЙ ДРЕВЕСНОЙ МУКИ, СПОСОБ И УСТРОЙСТВО ЭКСТРУЗИОННОГО ФОРМОВАНИЯ ТАКОЙ ПЛИТЫ (ВАРИАНТЫ) | 1995 |
|
RU2129485C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОЙ ШТУЧНОЙ КРОВЕЛЬНОЙ ТЕРМОЧЕРЕПИЦЫ | 2017 |
|
RU2668901C1 |
| Устройство для изготовления протекторов для автомобильных шин или других профилей или полотен из каучука,эластомеров или термопластов | 1985 |
|
SU1386021A3 |
| Устройство для пропитки длинномерного материала | 1983 |
|
SU1123739A1 |
| Способ подачи термопластичного листа из экструдера в устройство для формования листовых термопластов и устройство для его осуществления | 1988 |
|
SU1655297A3 |
| Установка для формования лент из пластических материалов | 1980 |
|
SU929443A1 |
| Валковый экструдер | 1981 |
|
SU1006256A1 |

Резьба левая
Резьба пробоя
ВидБ
ф1/е.З
iNS9ra ll CSKK
фиг.
23
| Устройство для изготовления листов из полимерных материалов | 1984 |
|
SU1141001A1 |
| Солесос | 1922 |
|
SU29A1 |
