Предметом изобретения является устройство для шовной контактной сварки продольных швов изделий коробчатой формы, имеюш,ее стол для закрепления изделий и подвижный роликовый электрод с реверсивным приводом для возвратно-пЬступательного перемепдения его по липии свариваемого шва.
Предлагаемое устройство отличается от известных тем, что поворотный стол снабжен двумя пневматическими зажимами для закрепления изделий и пневмоприводом для его поворота при переходе на очередную позицию сварки, a зажимы снабжены пневмоприводом для возвратно-поступательного перемещения их при одновременном приеме изделий на сварку и при сбросе сваренных изделий в направлении поточной линии.
Такое выполнение устройства повышает его производительность. Па чертеже изображена схема предлагаемого устройства.
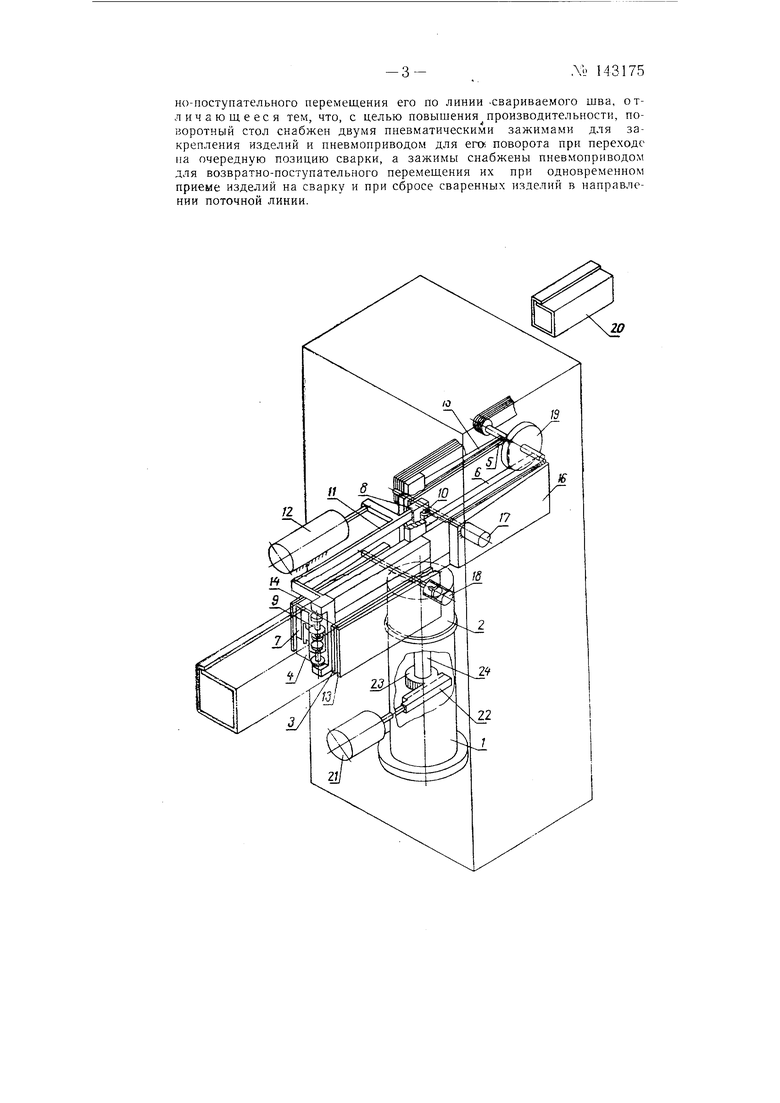
На основании / автомата смонтирован поворотный стол 2. на левом конце которого установлены стальные консольные балки 5 и 4, a на правом конце-балки 5 и б.
На стальные балки 4 vi 6 уложена на всю длину одна медная контактная балка 7, к которой прикреплен стояк 8, связанный с помопдью гибких шин с трансформатором (на чертеже не изображен).
Два подвижных цилиндра 9 и 10, связанных жестко между собой балкой 11, перемешаются цилиндром 12 на ход равный длине свариваемой детали. Сжатый воздух в цилиндры 9 и 10 подается так, что когда один из них зажимает деталь, то в то же время другой цилиндр деталь освобождает. Две подвижные ш,еки 13 и 14 установлены на левом конце стола, a на правом его конце установлены ш,еки 15 п 16. Щеки попарно сдвигаются и раздвигаются пневмоцилиндрами 17 и 18. Пневмоцплиндр 17 непосредственно прикренлен к щеке 16, a его шток - к щеке /5. Цилиндр 18 прикреплен к щеке 13, его щток - к щеке 14.
№ 143175..-2Давление на роликовый электрод 19, подсоединенный к трансформатору с помощью шин, создается с помощью пневматического циличдра, установленного- на направляющих каретки (на чертеже не показййо).. . ,
Перемещаетс,я даретка от ходового винта, вращаемого электродвигателем. Изменёние йа.правления вращения ходового винта обеспечивается реверсивным устройством с помощью электромагнитной муфты. Электрод роликовый сваривает в обе стороны и таким образом не имеет холостого хода.
Деталь 20, подлежащая сварке, подается на шовный автомат поточной линией через определенные промежутки времени. Собранная балка автомата в поперечном сечении соответствует внутреннему габариту свариваемой детали.
Деталь надвигается на балку и в зависимости от того, каким торцом (правым или левым) балка расположена к направлению движения поточной линии, деталь, попадает в просвет между скобой балки // и штоком цилиндра 10 или между другой скобой этой балки и штоком цилиндра 9. Поступившая деталь своим торцом нажимает на конечный выключатель (на чертеже не показан), который дает команду цилиндру 9 или 10 на зажатие детали с помощью расходящихся поршней. В конце хода шток верхнего цилиндра 10 соответственно положению балки, представленному на чертеже, нажимает на конечный выключатель, который подает команду цилиндру 12 на перемещение связанных между собой цилиндров 9 и W. По этой команде поступившая деталь надвигается на балку.
Цилиндр 12 в конце своего хода нажимает на конечный выключатель, который дает команду на освобождение детали, а через выдержку времени команду цилиндру 17 на сх.атие щек 15 и 16. Указанные щеки в конце своего хода нажимают на конечный выключатель, который одновременно дает команду цилиндру 10 на зажатие детали, цилиндру давления над электродом на опускание электрода 19 на деталь, а также цилиндру (на чертеже не изображен) на штифтование балки в установленном положении для обеспечения устойчивости во время сварки.
После опускания электрода электромагнитная муфта обеспечивает нужное направление вращения ходового винта, с помощью которого электрод перемещается в нужном направлении и при подаче тока на электрод осуществляет сварку шва.
После сварки выключается сварочный ток, электрод отводится в верхнее крайнее положение и балка расштифтовывается. Через выдержку времени после команды на подъем электрода цилиндр 21 через гребенку 21 и зубчатое колесо 23 поворачивает вал 24, связанный с поворотным столом 2, и балка со сваренной деталью поворачивается на 180°.
После поворота балки на 180° сваренная деталь оказывается на противоположном конце от места стыка балки с поточной линией, а свободный от детали конец балки находится у места стыка с поточной линией и будет готов к приему очередной поступившей на автомат по поточной линии детали.
При приеме новой детали, когда цилиндр 12 подвинет ее на балку, этим же движением он сбросит на противоположном конце балки сваренную деталь.
Предмет изобретения
Устройство для шовной контактной сварки продольных швов изделий коробчатой формы, содержащее стол для закрепления изделий и подвижный роликовый электрод с реверсивным приводом для возврат
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для контактной точечной сварки арматурных сеток | 1956 |
|
SU108790A1 |
| Устройство для подачи плоских заготовок на электроды точечной контактной сварочной машины | 1960 |
|
SU139382A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
| Машина для контактной многоточечной сварки | 1977 |
|
SU642110A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1968 |
|
SU211699A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
| Автоматизированная линия для сборки и сварки объемных изделий | 1985 |
|
SU1291328A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ЗАМКНУТЫХ ШВОВ С ЧЕРЕДОВАНИЕМ ПРЯМОЛИНЕЙНЫХ И КРИВОЛИНЕЙНЫХ УЧАСТКОВ | 2008 |
|
RU2377109C1 |