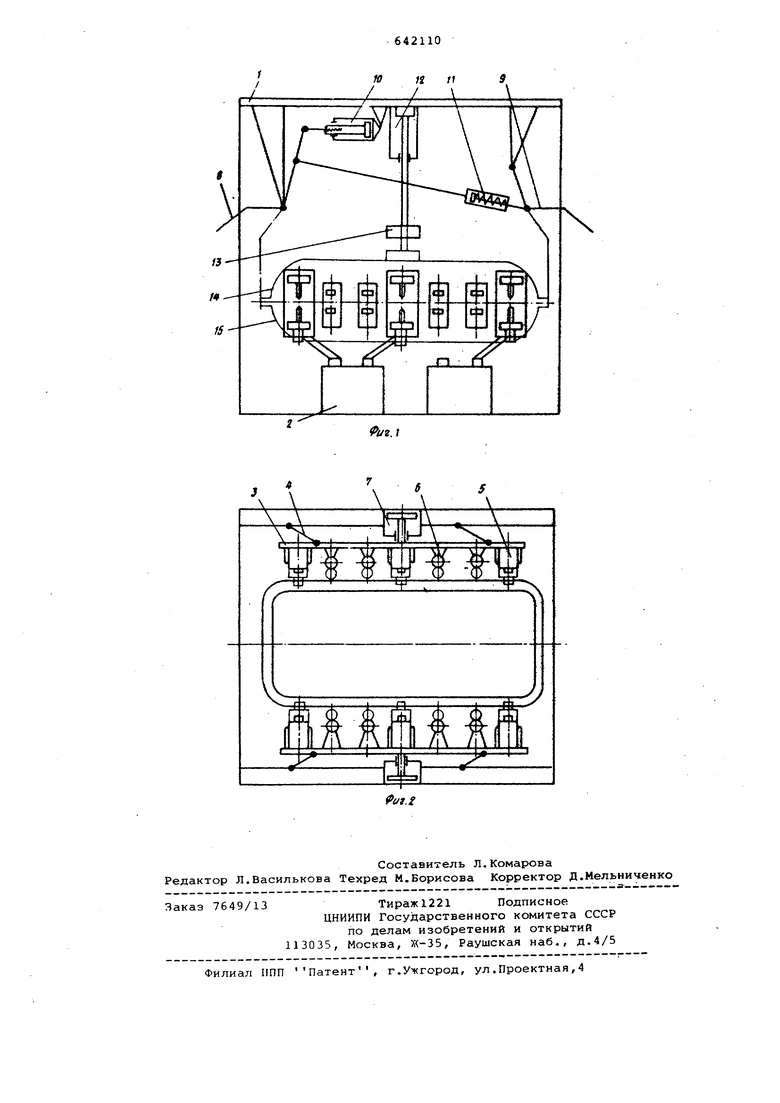
Изобретение относится к области сварочной техники и предназначено дл прихватки половин топливных баков для тракторов перед шовной сваркой в автоматических линиях. Известна машина для контактной многоточечной сварки, содержащая станину, сварочные клещи и сварочный трансформатор l. Однако известная машина не имеет устройств точной ориентации сварива емых деталей, что приводит к необходимости при встраивании их в авто матическую линию увеличивать величи ну отбортовки половинок топливного бака, кроме того, сварочные точки могут получиться на месте прохождения -сварочного шва. Поскольку топливные баки изготавливаются из стали со свинцовым покрытием, которое разрушается в процессе образования сварочной точки, то при последующей сварке на шовной машине в этом месте резко меняется сопротивление свароч ному току и возможно получение некачественного шва или прожог метал ла. Целью изобретения является улучшение качества сварного соединения путем обеспечения продольной и поперечной ориентации изделия при выполнении прихватки. Эта цель достигается тем , что предлагаемая машина снабжена механизмом ориентации изделия, выполненным в виде двух шарнирно закрепленных на станине, установленных с возможностью плоско-параллельного перемещения и несущих сварочные кЛещи балок с РОЛИКОВЫ1.5И толкателями для поперечной ориентации изделия, обеспечивающими м;{кимальное расстояние от кромки свариваемого изделия до оси сварочных точек, и двух связанных между собой при помощи тяги и компенсирующего устройства рычагов продольной ориентации изделия, один из которых оснащен приводом перемещения, а второй рычаг поджат в рабочем положении в сторону первого рычага при помощи компенсирующего устройства. На фиг.1 изображена предлагаемая машина, вид спереди; на фиг.2 -- то же, вид в плане. Машина для контактной многоточечной сварки состоит и-з станины 1, на KOjropoft закреплен сварочный трансформатор 2 и механизм ориентации, который состоит из подвижных балок 3,
перемещающихся параллельно на серьгах 4, На балках неподвижно один относительно другого размещены сварочные клещи 5 и роликовые толкатели 6, Перемещение производится пневматическими цилиндрами 7, Рычаги 8 и 9 фиксир)гющие свариваемые изделия в продольном направлении, перемещаются от пневмоцилиндра 10, Регулировка положения рычага Ц осуществляется завинчиванием или вывинчиванием штока пневмоцилиндра 10, Ход рычага 8 к свариваемому изделию осуществляется до упора поршня в кринку пневмоцилиндра 10. Компенсирукадее-устройство 11 всегд91 щ ижима@т свариваемые детали рычаг « 9 к ричагу 8. Прижим детали к сварочному етолу осуществляется к сварочному столу осуществляется Иневмоцклмидром 12 с резиновым подпятником 13,
Машина работает следу1«яйм образом. Cвapивae юe изделие, состоящее из половиной 14 и 15 топливного бака подается в зону сварки при нахождении подвижных балок 3 и рычагов 8, 9 в раскрытом состоянии, подпятник 13 поднят вверх. Сначала происходит ориентация свариваемых деталей в поперечном направлении подвижнв&да балками 3, которые сдвигаются к центру, толкают перед собой сваривае ше детали и сжимают их. Совпадет ось изделия и- ось мааина или не совпадет это не играет роли, так как оси электродов выставлены относительно роликовых толкателей и при упоре в деталь расстояние от бортика до оси сварочной точки всегда остается постоянным. Далее происходит ориентация свариваемых деталей в продольном направлении. Поршень пневмоцилиндра 10, двигаясь до упора, перемещает рычаг 8, Этот рычаг связан тягой с рычагом 9 таким образом, что при перемещении оба рычага сжимают свариваемое изделие благодаря иаличию компенсирующего устройства 11 и перемещают его на некоторое расстояние для постоянного обеспечения точного расстояния от края изделия, примыкающего к рычагу 8, до оси сварочной точки. Затем, прижав свариваемое изделие к сварочному столу (или к транспортирующему
устройству), машина производит сварку точек.
После сварки подвижные балки 3, рычаги 8,9 и элементы прижима (12, 13) возвращаются в исходное положение, освобождая свариваемое изделие, которое перемещается на следующую операцию.
Машина позволяет осуществить сварку и точную ориентацию свариваемых деталей относительно сварочных точек, обеспечивает высокое качество сварки и позволяет автоматизировать процесс сварки, встраивать машину в автоматическую линию, на которой происходит предварительная
сварка (прихватка) деталей и окончательная сварка изделия, например, на шовной машине.
Формула изобретения
Мгшшна для контактной многоточечной сварки, преимущественно половин топливного бака, содержащая станину,
сварочные клещи и сварочный трансформатор, отличающая с я тем, что, с целью улучшения качества сварного соединенния путем обеспечения продольной и поперечной ориентации изделия при выполнении прихватки, машина снабжена механизмом ориентации изделия, выполненньвл в виде двух шарнирно закрепленных на станине, .yctalloвлeнныx с возможностью плоско-параллельного перемещения и несущих сварочные клещи балок с роликовыми толкателями для поперечной ориентации изделия, обеспечивающими минимальное расстояние от кромки свариваемого изделия до оси сварных
0 точек, и двух связанных между собой при помощи тяги и компенсирующего устройства рычагов продольной ориентации изделия, один из которых оснащен привбдом перемещения, а второй рычаг в рабочем положении поджат в сторону первого рычага при помощи компенсирующего устройства.
Источники информации, принятые во внимание при экспертизе:
1. Патент СШЙ № 3222495, кл. 219-87, 1965. ()

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шовной сварки замкнутых криволинейных швов | 1975 |
|
SU550251A1 |
| ПОТОЧНАЯ ЛИНИЯ СБОРКИ И СВАРКИ ТОПЛИВНЫХ БАКОВ | 1973 |
|
SU399351A1 |
| Транспортер | 1977 |
|
SU685466A1 |
| Устройство для шаговой подачи | 1979 |
|
SU897436A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Устройство для сборки и контактной точечной сварки | 1976 |
|
SU642109A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
Л
i
