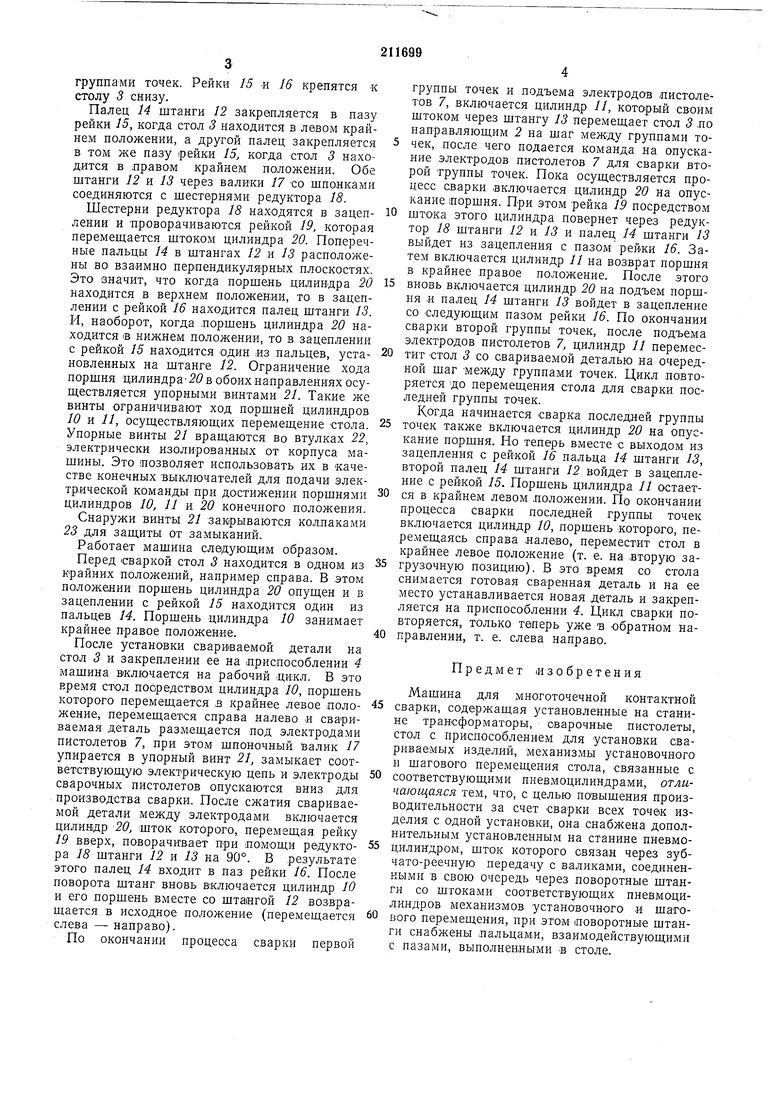
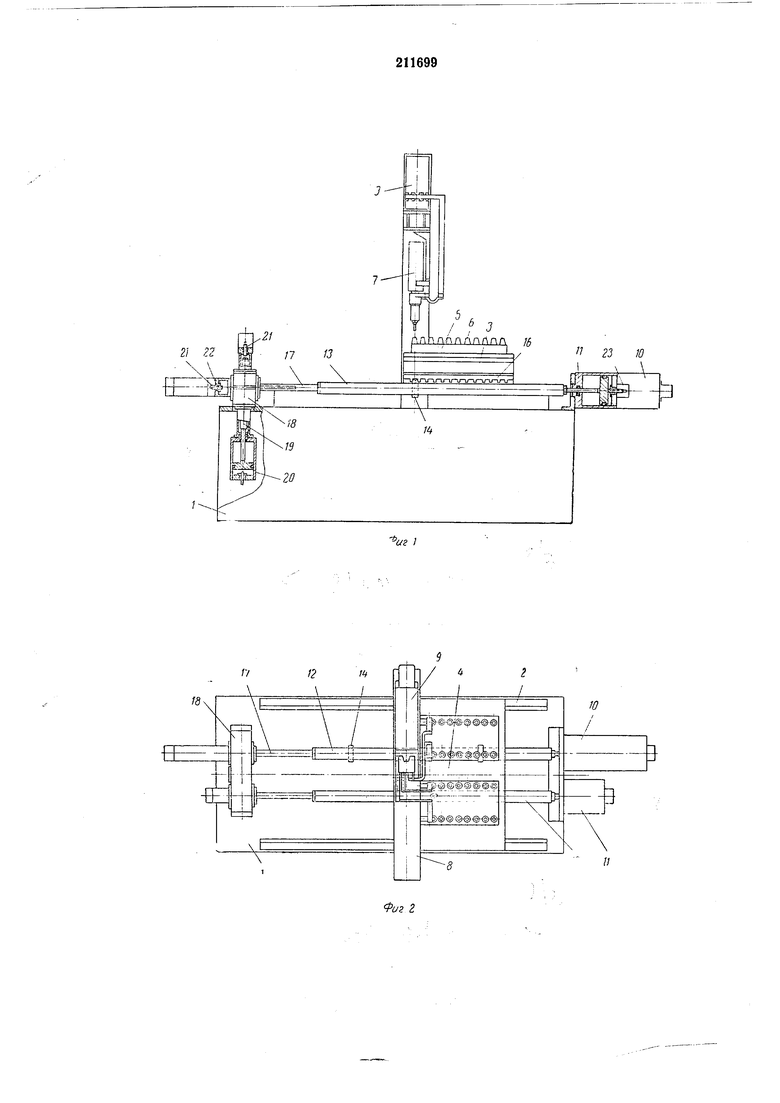
Известны машины для многоточечной контактной сварКИ, содерм ащие установленные на станине трансформаторы, сварочные пистолеты, стол с приспособлением для установки свариваемых изделий, механизмы установочного и шагового перемеш;ения стола, связанные с соответствуюш;ими пнеВМОцилиндрами. Предложенная машина отличается тем, что она снабжена дополнительным установленным на станине пневмоцилиндром, шток которого связан через зубчато-реечную передачу с валиками, соединенными в свою очередь через поворотные штанги со штоками соответствуюш их пневмоцилиндров механизмов установочного и шагового перемеш,ения, при этом поворотные штанги снабжены пальцами, взаимодейСтвуюш,ими с пазами, выполненными в столе. Это обеспечивает повышение лроизводительности за счет сварки всех точек изделия с одной установки. На фиг. 1 изображен вид машины спереди; на фиг. 2 - вид машины -сверху; на фиг. 3 - дал поперечный разрез машины. На станине 1 установлены направляюшие 2, по которым перемеш,ается стол 3. На столе смонтировано приспособление 4, на котором закрепляются свариваемые детали. Приспособление имеет медные плиты 5, в которых ирепятся нижние электроды 6 для контактной сварки с односторонним подводом сварочного тока. (Механизм закрепления свариваемых деталей на чертеже не показан). Пистолеты 7 для подвода сварочного тока крепятся к балке 8, на верхней перекладине которой установлен трансформатор 9. Последний имеет два вторичных витка и может обеспечивать одновременную сварку четырех точек. Для у.прош,ения чертежа показан только один трансформатор и четыре пистолета в линию, но в действительности их можно установить различное количество в соответствии с количеством точек в одной группе. Перемешение стола осуществляется двумя пневматическими или гидравлическими цилиндрами 10 и 11. При этом цилиндр 10 осуществляет установочное перемещение стола под электроды с исходного положения, а цилиндр 11 осуществляет перемещение стола на один шаг между группами точек. Штоки цилиндров соединяются со штангами 12 и 13. В обоих штангах имеются поперечные пальцы 14, которые входят в пазы реек 15 и 16. В паз рейки 15 входит один из двух .пальцев штанги 12, а в один из пазов рейки 16 входит один из двух пальцев штанги 13. Рейка 16 имеет столько пазов, на сколько групп разбиваются все точки свариваемой детали. Расстояние между пазами в рейке берется равным шагу между
группами точек. Рейки 15 и 16 крепятся к столу 3 снизу.
Палец 14 штанги 12 закрепляется в пазу рейки 15, когда стол 3 находится в левом крайнем положении, а другой палец закрепляется в том же пазу рейки 15, когда стол 3 находится в правом крайнем положении. Обе штанги 12 и 13 через валики 17 со шпонками соединяются с шестернями редуктора 18.
Шестерни редуктора 18 находятся в зацеплении и Проворачиваются рейкой 19, которая перемешается штоком цилиндра 20. Поперечные пальцы 14 в штангах 12 и 13 расположены во взаимно перпендикулярных плоскостях. Это значит, что когда поршень цилиндра 20 находится в верхнем положении, то в зацеплении с рейкой 16 находится палец штанги 13, И, наоборот, когда .поршень цилиндра 20 находится iB нижнем положении, то в зацеплении с рейкой 15 находится один ,из пальцев, установленных на штанге 12. Ограничение хода поршня цилиндра-2( в обоих направлениях осуществляется упорными винтами 21. Такие же винты ограничивают ход поршней цилиндров 10 и 11, осуществляющих перемещение -стола. Упорные винты 21 вращаются во втулках 52, электрически изолированных от корпуса машины. Это .позволяет использовать их в качестве конечных выключателей для подачи электр.ической команды при достижении поршнями цилиндров 10, 11 и 20 конечного положения.
Снаружи винты 21 закрываются кол.паками 23 для защиты от замыканий.
Работает машина следующим образом.
Перед |Сваркой стол 3 находится в одном из крайних положений, например справа. В этом положении поршень цилиндра 20 опущен и в зацеплении с рейкой 15 находится один из пальцев 14. Поршень цилиндра 10 занимает крайнее правое положение.
После установки свариваемой детали на стол 3 и закреплении ее на приспособлении 4 машина включается на ра бочий цикл. В это время стол посредством цилиндра 10, поршень которого перемещается .в крайнее левое положение, перемещается справа налево и свариваемая деталь размещается под электродами пистолетов 7, при этом шпоночный валик 17 упирается в упорный винт 21, замыкает соответствующую электрическую цеиь и электроды сварочных пистолетов опускаются вниз для производства сварки. После сжатия свариваемой детали между электродами включается цилиндр 20, шток которого, перемещая рейку 19 вверх, поворачивает при .помощи редуктора 18 щтанги 12 и 13 на 90°. В результате этого палец 14 входит в паз рейки 16. После поворота щтанг вновь включается цилиндр 10 и его поршень вместе со штангой 12 возврашается в исходное положение (перемешается слева - направо).
группы точек и подъема электродов пистолетов 7, включается цилиндр //, который своим штоком через штангу 13 перемещает стол 3 .по направляющим 2 на шаг между группами точек, после чего подается команда на опускание электродов пистолетов 7 для -сварки второй труппы точек. Пока осуществляется процесс сварки включается цилиндр 20 на опускание поршня. При этом рейка 19 посредством
штока этого цилиндра повернет через редуктор 18 штанги 12 н 13 и палец 14 штанги 13 выйдет из зацепления с пазом рейки 16. Затем включается цилиндр 11 на возврат поршня в крайнее правое положение. После этого
вновь включается цилиндр 20 на подъем поршня .и палец 14 штанги 13 войдет в задепление со следующим пазом рейки 16. По окончании сварки второй группы точек, после подъема электродов пистолетов 7, цилиндр 11 перемесТИТ стол 3 со свариваемой деталью на очередной шаг -между группами точек. Цикл повторяется до перемещения стола для сварки последней группы точек. Когда начинается сварка последней группы
точек также включается цилиндр 20 на опускание поршня. Но теперь вместе с выходом из зацепления с рейкой 16 пальца 14 штанги 13, второй палец 14 штанги 12 войдет в зацепление с рейкой 15. Поршень цилиндра // остается в крайнем левом .положении. По окончании процесса сварки последней группы точек включается цилиндр 10, поршень которого, перемещаясь справа .налево, переместит стол в крайнее левое положение (т. е. на .вторую загрузочную позицию). В это время со стола снимается готовая сваренная деталь и на ее место устанавливается новая деталь и закрепляется на приспособлении 4. Цикл сварки повторяется, только теперь уже в обратном направлении, т. е. слева направо.
Предмет изобретения
Машина для многоточечной контактной
сварки, содержащая установленные на станине трансформаторы, сварочные пистолеты, стол с приспособлением для установки свариваемых изделий, механизмы установочного и шагового перемещения стола, связанные с
соответствующими пневмоцилиндрами, отличающаяся тем, что, с целью повышения производительности за счет сварки всех точек изделия с одной установки, она снабжена дополнительным установленным на станине пневмоцилиндром, шток которого связан через зубчато-реечную передачу с валиками, соединенными в свою очередь через поворотные штанги со штоками соответствующих пневмоцилиндров механизмов установочного .и шагового перемещения, при этом поворотные штанги снабжены пальцами, взаимодействующими с пазами, выполневными в столе. 2/ 22 EIM l
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для многоточечной контактной сварки | 1974 |
|
SU507422A1 |
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| Устройство для контактнойТОчЕчНОй СВАРКи | 1978 |
|
SU799928A1 |
| Устройство для шагового перемещения | 1978 |
|
SU774732A1 |
| Машина для контактной точечной сварки | 1990 |
|
SU1750889A1 |
| Устройство для шаговой подачи | 1979 |
|
SU897436A1 |
| Устройство для контактной точечной сварки | 1974 |
|
SU521094A1 |
| Устройство для шагового перемещения | 1988 |
|
SU1660916A1 |
| Машина для многоточечной контактной сварки | 1977 |
|
SU707725A1 |
| Устройство для контактной точечнойСВАРКи | 1979 |
|
SU812470A1 |
lifilr I III
f I i J3Д |д.
ЩЛЖ
6 -ь
-J6
13
