Известные станки для контактной точечной сварки арматурных сеток с односторонним подводом тока к электродам, расположенным под сеткой, над которой установлены находящиеся под действием поворотных эксцентриков контактные прижимы, не обеспечивают высокой производительности.
В описываемом станке применены две поперечные рамы с электродами и прижимами, совершающие возвратно-поступательное движение вдоль движущейся сетки, и общий привод для перемещения транспортера с сеткой и рам с электродами, что обеспечивает сварку непрерывно движущихся сеток и, тем самым, повышает производительность станка.
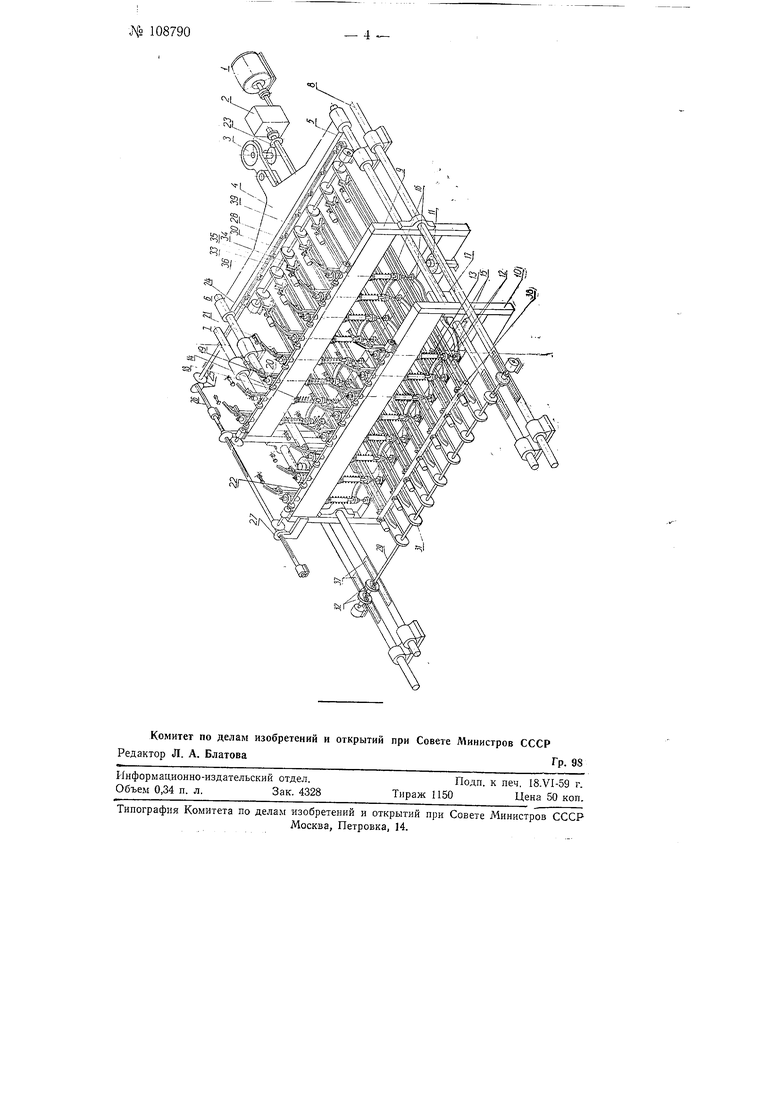
На чертеже изображена принципиальная кинематическая схема описываемого автомата.
Как видно из схемы, электродвигатель / через редуктор 2, пару конических колес и эксцентриковую шайбу 3 перемещает возвратнопоступательно траверсу 4 с направляющими 5 и . На направляющих 5, 6, 7 и 8 установлены две одинаковые рамы 9 и 10. Движение рамы 9 передается раме 10 через зубчатое колесо 11. Скорости обеих рам одинаковы, направление движения противоположное. Обе рамы оснащены двумя рядами электродов 12. Верхние электроды подвижные, нижние - неподвижные. На схеме показано по восемь электродов в раме. Верхние подвижные электроды снабжены пружинами 13, предварительное натяжение которых регулируется гайками М. Верхние электроды попарно закорочены, а нижние электроды подключены гибкими шинами 15 и 16 К трансформаторам 17. Рамы во время работы автомата движутся вперед (от двигателя влево) на величину шага сетки, т. е. на расстояние между двумя поперечными прутками, а затем дви№ 108790- 2 -
жутся обратно вправо (к двигателю) и возвращаются в свое исходное положение; за это время происходит полный цикл сварки.
Опускание верхних электродов и зажатие свариваемых прутков происходит в момент, когда рамы находятся в крайнем правом положении. Подъем электродов совершают эксцентрики 18. Удерживают электроды в поднятом положении подпружиненные защелки 19, установленные в кронштейнах 20, а выключают защелки и 0|Свобождают электроды упоры 21 при движении рам вправо. К моменту верхних электродов под них поступает поперечный пруток, который дальще движется вместе с электродами. Подача поперечных прутков возможна как с боков, так и с верху автомата (на схеме подача поперечного прутка не показана). Эксцентрики 18, соверщающие подъем электродов, сидят на валах 22 и получают вращение от двигателя 1 через валы 23, 24, зубчатые конические колеса 25, щлнцевой вал 26 и зубчатые конические колеса 27.
Готовая сваренная сетка перемещается цепным транспортером, который состоит из валов 28, 29, звездочек 30, 31, зубчатых колес 32 с храповыми механизмами, направляющих 33 и роликовых цепей 34 с универсальными держателями поперечных прутков, состоящими нз захватов 35 и подпружиненных упоров 36. Ведущим валом транспортера является вал 29, ведомым - вал 28. При движении направляющих 7 и 8 или 5 и 5 вправо (назад) гребенки 37 вращают зубчатые колеса 52, храповые механизмы сцепляют зубчатые колеса 32 с валом 29 и транспортер движется вперед в направлении от двигателя. При движении направляющих влево (вперед) храповые механизмы проскальзывают и зубчатые колеса 32 вращаются вхолостую (храповые механизма могут быть заменены невозвратными щариковыми муфтами). Чередование направлений движения двух рам обе1спечивает непрерывное движение транспортеру. В универсальном держателе захват 35 в момент продвижения захвата по наклонной плоскости направляющей 33 прижимает поперечный пруток к подпружиненному упору и удерживает прутки в положении 38. Держатель не требует настройки по диаметру поперечного прутка.
Движение рам складывается из рабочего хода (перемещения из крайнего правого положения в крайнее левое положение) и обратного холостого хода (возвращения в исходное положение). За рабочий ход происходит спуск электродов и зажатие прутков, сварка и начало подъема электродов, отход электродов от прутка; за обратный холостой ход происходит окончание подъема электродов, заскакивание защелки, удерживающей электроды в поднятом положении, и поворот ее с помощью упоров, освобождающих электроды.
Каждому щагу сетки соответствует определенная эксцентриковая щайба 3. Сменными эксцентриковылш щайбами обеспечивается получение сетки всех предусмотренных щагов. Укладка поперечных прутков на транспортер на данный шаг получается путем установки штырей на соответствующих боковых захватах (на схеме не показаны) на определенной высоте для дачи команды механизму подачи поперечных прутков из бункера. Расстояние между продольными прутками поддерживается гребенками 39, устанавливаемыми соответственно диаметру прутков и расстоянию меледу ними.
Таким образом при переходе на другой вид сетки изменение щага сетки и диаметра прутков требует смены щайбы 3 и установки штырей на боковых захватах транспортера; изменение расстояния между продольными прутками требует сдвига гребенок.
Процесс .сварки протекает следующим образом. Поперечные прутки укладываются на непрерывно движущийся транспортер на расстоянии л:ага сетки. В момент нахождения рам в крайнем правом положении, т. е. в начале рабочего хода опускаются электроды. Включается сварочный ток. Момент окончания сварки совпадает с началом подъема электродов, который продолжается и во время обратного хода рамы. Затем происходит включение защелки и спуск электродов для приварки очередного поперечного прутка. При наличии обратного хода рамы она может приваривать прутки, расположенные через шаг. В сочетании работы двух рам каждая из них приваривает поперечный пруток, пропущенный другой рамой; в процессе непрерывного движения сетки все поперечные прутки будут приварены. Готовая сетка движется пепрерывно соответственно непрерывному движению транспортера, удерживаемая захватами за приваренные поперечные прутки. Освобождается пруток транспортером в месте окончания направляющих, когда захваты благодаря наклонной плоскости в .конце направляющей, выходя из зацепления с прутком, освобождают сетку.
Предмет изобретения
1.Станок для контактной точечной сварки арматурных сеток с односторонним подводом тока к электродам, расположенным под сеткой, над которой установлены находящиеся под действием поворотных эксцентриков контактные прижимы, отличающийся тем, что, с целью повыщения производительности путем проведения сварки при непрерывном движении сетки, применены совершающие В;стречные возвратно-поступательные перемещения вдоль движущейся сетки поперечные рамы, несущие указанные электроды н прижимы, опускаемые на поперечные стержни сетки при согласном движении рамы и сетки и осуществляющие при этом замыкание сварочной цепи, размыкаемой при возвратном движении рамы в результате подъема прижимов.
2.Станок по п. 1, отличающийся тем, что для сообщения продольного перемещения свариваемой сетке применен транспортер, получающий движение от привода рам.
№ 108790
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОДАЧИ ЗАГОТОВОК под ЭЛЕКТРОДЫ СЕТОЧНЫХ АВТОМАТОВ | 1969 |
|
SU244284A1 |
| Устройство для шовной контактной сварки | 1961 |
|
SU143175A1 |
| Станок для сварки проволочных сеток | 1938 |
|
SU54892A1 |
| Станок для сварки плоских арматурных сеток из круглых прутков | 1951 |
|
SU95657A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Устройство для сварки сеток | 1986 |
|
SU1391832A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| Машина для контактной сварки плоских сеток | 1976 |
|
SU647082A1 |
| МАШИНА ДЛЯ СВАРКИ СЕТОК И СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ СЕТОК | 2017 |
|
RU2741580C2 |