1
(У)
4
00
со СП
IN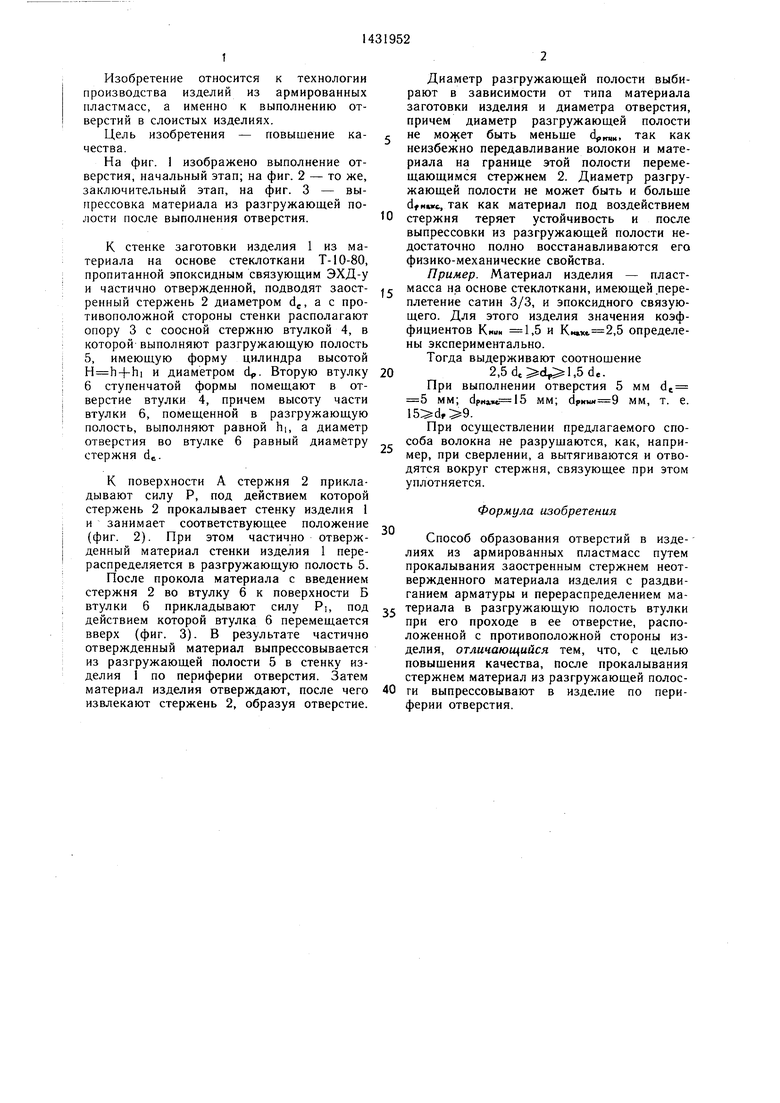
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления отверстий в изделиях из композиционных материалов | 1988 |
|
SU1599219A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗЬБЫ В НЕОТВЕРЖДЕННОМ КОМПОЗИЦИОННО-ВОЛОКНИСТОМ МАТЕРИАЛЕ | 2018 |
|
RU2680513C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ В КОМПОЗИЦИОННОМ МАТЕРИАЛЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2753394C1 |
| КОМПОЗИТНЫЙ АНКЕР | 2013 |
|
RU2532553C1 |
| ЗОНД ДЛЯ ПРОКАЛЫВАНИЯ ПРОБКИ | 1996 |
|
RU2096753C1 |
| УПАКОВКА ДЛЯ ИЗМЕНЕНИЯ ПЕРЕД ЕЕ ВСКРЫТИЕМ ТЕМПЕРАТУРЫ ХРАНИМОГО В НЕЙ ПРОДУКТА | 2005 |
|
RU2286934C1 |
| ПРОТИВОКРАЖНОЕ УСТРОЙСТВО ДЛЯ ПОТРЕБИТЕЛЬСКИХ ТОВАРОВ | 2010 |
|
RU2540779C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ НЕОТВЕРЖДЕННЫХ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2002 |
|
RU2228524C2 |
| СПОСОБ ДАНИЛОВА-ВОЛЬНЫХ ЛЕЧЕНИЯ НЕДЕРЖАНИЯ МОЧИ У ЖЕНЩИН И ХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2261056C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041539C1 |
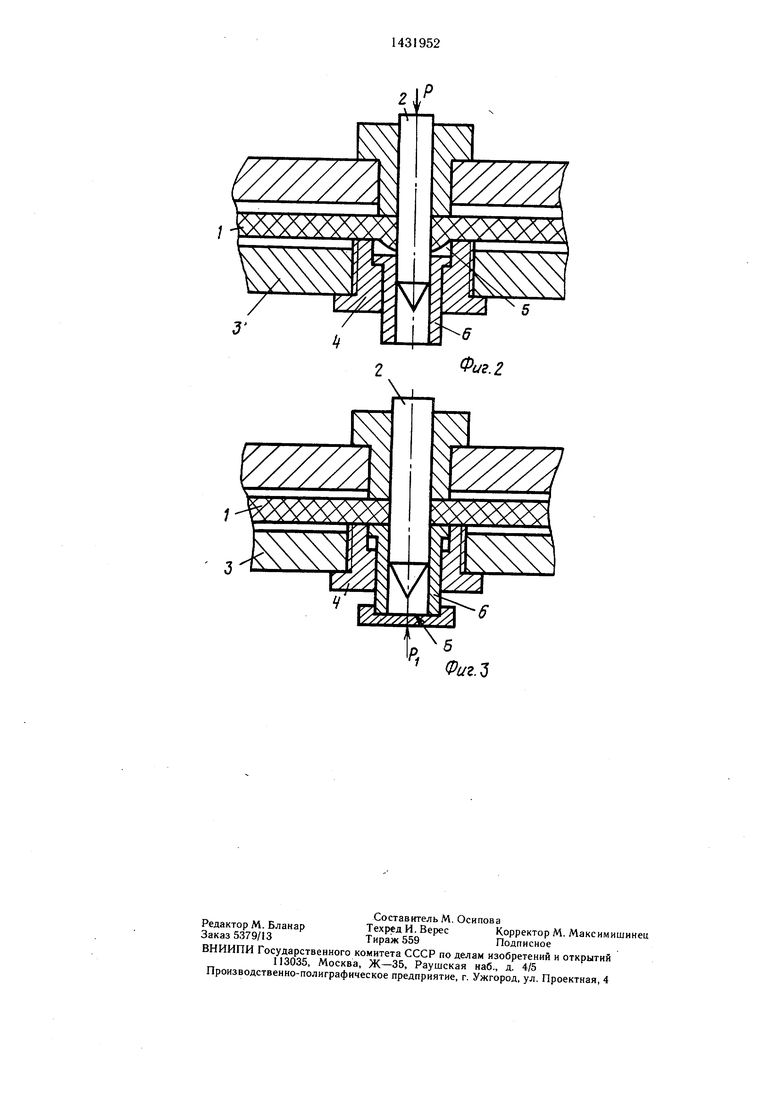
Изобретение относится к технологии производства изделий из армированных волокном пластмасс с отверстиями. Цель изобретения - повышение качества. Отверстие прокалывают стержнем 2 через разгружающую полость 5 цилиндрической формы, а после прокалывания материал, попавший в разгружающую полость 5, выпрессовывают обратно в изделие. 3 ил.
Фиг.1
Изобретение относится к технологии производства изделий из армированных пластмасс, а именно к выполнению отверстий в слоистых изделиях.
Цель изобретения - повышение качества.
На фиг. 1 изображено выполнение отверстия, начальный этап; на фиг. 2 - то же, заключительный этап, на фиг. 3 - вы- прессовка материала из разгружающей полости после выполнения отверстия.
К стенке заготовки изделия 1 из материала на основе стеклоткани Т-10-80, пропитанной эпоксидным связующим ЭХД-у и частично отвержденной, подводят заостренный стержень 2 диаметром dj, а с противоположной стороны стенки располагают опору 3 с соосной стержню втулкой 4, в которой выполняют разгружающую полость 5, имеющую форму цилиндра высотой H h4-hi и диаметром d. Вторую втулку 6 ступенчатой формы помещают в отверстие втулки 4, причем высоту части втулки 6, помещенной в разгружающую полость, выполняют равной hi, а диаметр отверстия во втулке 6 равный диаметру стержня dt.
К поверхности А стержня 2 прикладывают силу Р, под действием которой стержень 2 прокалывает стенку изделия 1 и занимает соответствующее положение (фиг. 2). При этом частично отверж- денный материал стенки изделия 1 перераспределяется в разгружающую полость 5.
После прокола материала с введением стержня 2 во втулку 6 к поверхности Б втулки 6 прикладывают силу PI, под действием которой втулка 6 перемещается вверх (фиг. 3). В результате частично отвержденный материал выпрессовывается из разгружающей полости 5 в стенку изделия 1 по периферии отверстия. Затем материал изделия отверждают, после чего извлекают стержень 2, образуя отверстие.
Диаметр разгружающей полости выбирают в зависимости от типа материала заготовки изделия и диаметра отверстия, причем диаметр разгружающей полости не может быть меньще ,B так как неизбежно передавливание волокон и материала на границе этой полости перемещающимся стержнем 2. Диаметр разгружающей полости не может быть и больще dfBwc, так как материал под воздействием 0 стержня теряет устойчивость и после выпрессовки из разгружающей полости недостаточно полно восстанавливаются его физико-механические свойства.
Пример. Материал изделия - пласт- с масса на основе стеклоткани, имеющей .переплетение сатин 3/3, и эпоксидного связующего. Для этого изделия значения коэффициентов Кн11« 1,5 и Кнах€.2,5 определены экспериментально.
Тогда выдерживают соотношение 02,,l,5de.
При выполнении отверстия 5 мм dj 5 мм; . 15 мм; dpKwi 9 мм, т. е. ,9.
При осуществлении предлагаемого способа волокна не разрушаются, как, например, при сверлении, а вытягиваются и отводятся вокруг стержня, связующее при этом уплотняется.
5
Формула изобретения
Способ образования отверстий в изделиях из армированных пластмасс путем прокалывания заостренным стержнем неот- вержденного материала изделия с раздвиганием арматуры и перераспределением материала в разгружающую полость втулки при его проходе в ее отверстие, расположенной с противоположной стороны изделия, отличающийся тем, что, с целью повышения качества, после прокалывания стержнем материал из разгружающей полосги выпрессовывают в изделие по периферии отверстия.
S«i«. :S6
Фиг.
| Приспособление для получения изделий с отверстиями | 1985 |
|
SU1298089A1 |
| Солесос | 1922 |
|
SU29A1 |
