Изобретение относится к технологии производства изделий из композиционно-волокнистых материалов с отверстиями и может быть использовано для выполнения отверстий при изготовлении труб, емкостей, контейнеров и т. п.
Цель изобретения - повышение прочности зоны отверстия.
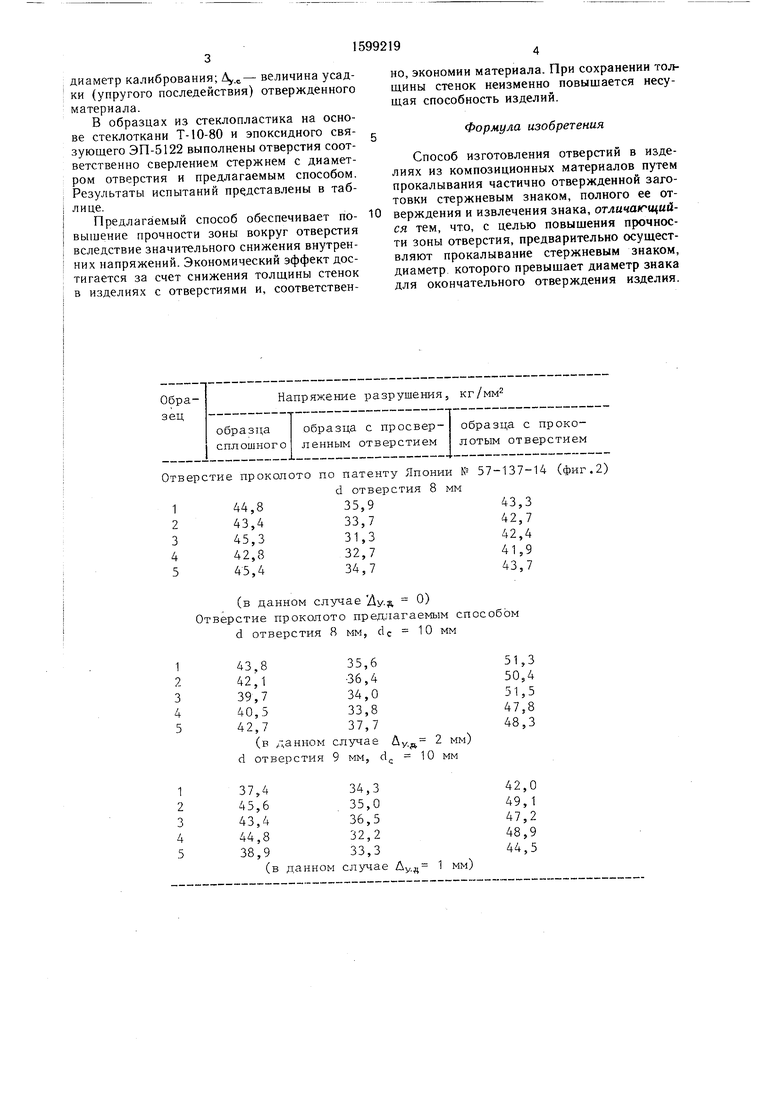
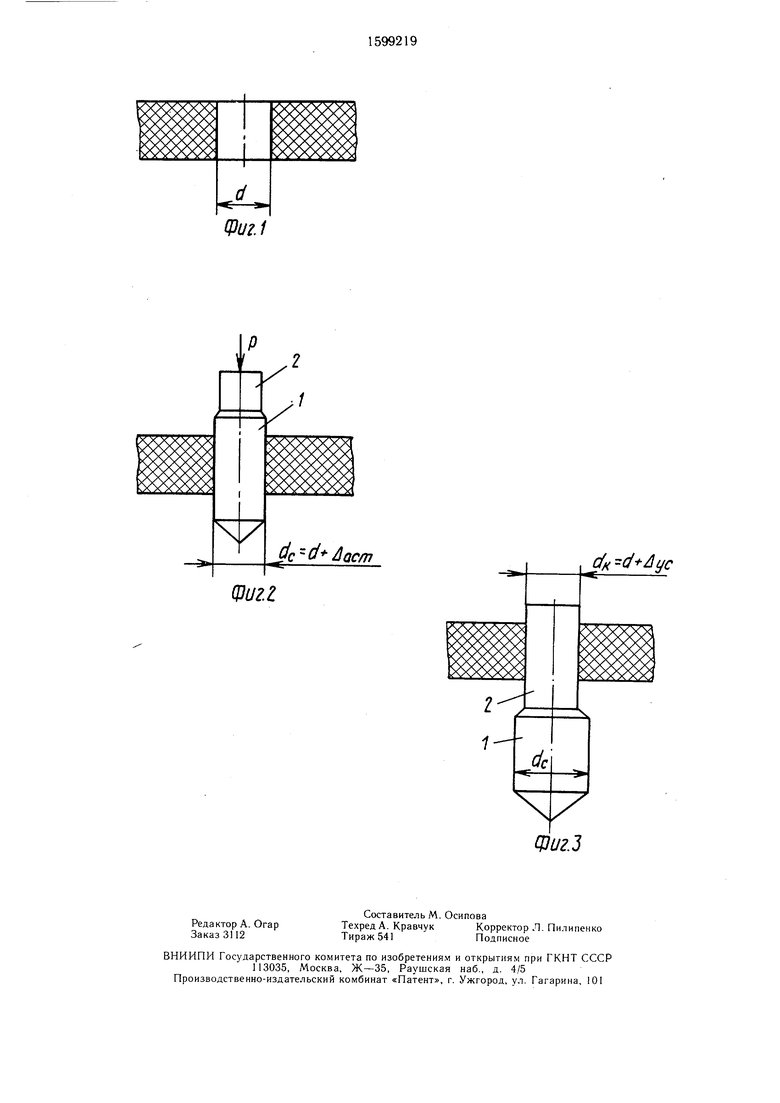
На фиг. 1 показано изделие; на фиг. 2 и 3 - последовательность формования отверстия.
Пример. Стержень переменного сечения (фиг. 2), нижняя часть 1 которого имеет диаметр dc больше d, а верхняя часть 2 - диаметр dft больше d, но меньше d,:, подводят заостренной частью к слою полуотвержден- ного композиционно-волокнистого материала и к противоположной части стержня прикладывают силу Р, под действием кото- рои стержень углубляется в указанный материал, и, пронизав его насквозь, оформляют отверстие d. Под действием этой же силы Р
стержень продолжает движение, затем силу Р снимают и фиксируют стержень в положении, показанном на фиг. 3. Образовавшийся зазор () заполняется полуот- вержденным материалом, так как вследствие упругих деформаций отверстие уменьшается в диаметре до d. Затем композиционно- волокнистый материал отверждают, например, посредством термообработки, а стержень выполняет функцию калибрующего инструмента на диаметре d. После завершения отверждения связующее фиксирует материал, стержень извлекают. В результате усадки (упругого последействия) отверстие уменьшается в диаметре до d.
При проектировании стержня принимают dc d4-AxA А - диаметр стержня; d - диаметр заданного отверстия; Ay, - величина упругих деформаций армирующих волокон в полуотвержденном материале после снятия нагрузки; а d d4-Ayc. где d -
ел
1
ND
диаметр калибрования; .e- величина усадки (упругого последействия) отвержденного
материала.
В образцах из стеклопластика на основе стеклоткани Т-10-80 и эпоксидного связующего ЭП-5122 выполнены отверстия соответственно сверлением стержнем с диаметром отверстия и предлагаемым способом. Результаты испытаний представлены в таблице.
но экономии материала. При сохранении толщины стенок неизменно повышается несущая способность изделий.
Формула изобретения
Способ изготовления отверстий в изделиях из композиционных материалов путем прокалывания частично отвержденнои заготовки стержневым знаком, полного ее от..nvm.лтА У (lf till -
ТиВКИ С1СрЛ П 01Лт
гтгг 10 нрпж пения и извлечения знака, отличающийПредлагаемый способ обеспечивает по- Ю f .«,,, повышения прочносвышение прочности зоны вокруг отверстия вследствие значительного снижения внутренних напряжений. Экономический эффект достигается за счет снижения толщины стенок в изделиях с отверстиями и, соответственся тем, что, с целью повышения прочности зонь отверстия, предварительно осуш,ест- вляют прокалывание стержневым знаком, диаметр которого превышает диаметр знака для окончательного отверждения изделия.
о экономии материала. При сохранении толщины стенок неизменно повышается несущая способность изделий.
Формула изобретения
Способ изготовления отверстий в изделиях из композиционных материалов путем прокалывания частично отвержденнои заготовки стержневым знаком, полного ее от..nvm.лтА У (lf till -
ТиВКИ С1СрЛ П 01Лт
нрпж пения и извлечения знака, отличающийf .«,,, повышения прочноснрпж пения и извлечения знака, отличающийf .«,,, повышения прочносся тем, что, с целью повышения прочности зонь отверстия, предварительно осуш,ест- вляют прокалывание стержневым знаком, диаметр которого превышает диаметр знака для окончательного отверждения изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ НЕОТВЕРЖДЕННЫХ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2002 |
|
RU2228524C2 |
| Способ образования отверстий в изделиях из армированных пластмасс | 1986 |
|
SU1431952A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗЬБЫ В НЕОТВЕРЖДЕННОМ КОМПОЗИЦИОННО-ВОЛОКНИСТОМ МАТЕРИАЛЕ | 2018 |
|
RU2680513C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2505403C1 |
| Способ получения составных изделий | 1989 |
|
SU1692738A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНО АРМИРОВАННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2568725C1 |
| Способ клепки | 1990 |
|
SU1771859A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И ЛИТЕЙНЫХ СТЕРЖНЕЙ, ПРИГОДНЫХ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ВОЛОКНИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ИЛИ ЛИТЫХ ДЕТАЛЕЙ ИЗ МЕТАЛЛА ИЛИ ПОЛИМЕРНОГО МАТЕРИАЛА, ФОРМОВОЧНЫЕ МАТЕРИАЛЫ И СВЯЗУЮЩИЕ, ИСПОЛЬЗУЕМЫЕ В СПОСОБЕ, А ТАКЖЕ ЛИТЕЙНЫЕ ФОРМЫ И СТЕРЖНИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2019 |
|
RU2762467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ УГЛЕРОДНОГО ВОЛОКНА И КАРБОНИЗИРОВАННОЙ МАТРИЦЫ, В ЧАСТНОСТИ ТОРМОЗНЫХ ДИСКОВ | 1997 |
|
RU2211820C2 |
| Устройство для изготовления изделий из композиционных материалов | 1980 |
|
SU912530A1 |
Изобретение касается изготовления изделий из композиционных материалов с отверстиями. Целью изобретения является повышение прочности зоны отверстия. Для этого отверстие в полуотвержденном композиционно-волокнистом материале прокалыват и калибруют при отверждении связующего стержнями, диаметры которых превышают диаметр заданного отверстия на величину упругих деформаций армирующих волокон заданного отверстия при прокалывании и на величину усадки материала при отверждении. 1 табл. 3 ил.
тверстие проколото по патенту Японии № 57-137-14 (фиг.2)
d отверстия 8 мм 144,835,,3
2 3 4 5
43,4 45,3 42,8 45,4
33,7 31,3 32,7 34,7
42,7 42,4 41,9 43,7
(в данном случае Ду. - 0)
Отверстие проколото предлагаемым способом d отверстия 8 мм, dc 10 мм
43,8 42,1 39,7 40,5 42,7
35,6 36,4 34,0 33,8 37,7
(в данном случае Ду. 2 мм) d отверстия 9 мм, d 10 мм
37,4 45,6 43,4 44,8 38,9
34,3 35,0 36,5 32,2 33,3
(в данном Ау.д 1 мм)
,3
42,7 42,4 41,9 43,7
51,3 50,4 51,5 47,8 48,3
42,0 49,1 47,2 48,9 44,5
Фи.1
dc d- Qcm
Щи22
df(
| Булевский П | |||
| И | |||
| и др | |||
| Механическая обработка стеклопластиков | |||
| Л.- Машиностроение, 1969, с | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
