(Л
00
со
Од
9iiz.f
Изобретение относится к обработке металлов давлением, точнее к устройствам для правки длинномерных; изделий, преимущественно валов.
Целью .изобретения является уменьшение металлоемкости и снижение трудоемкости изготовления.
На фиг. изображен предлагаемый пресс, общий вид; на фиг, 2 - разрез на фиг.1| на фиг. 3 - разрез Б-6 на фиг. 1; на фиг. 4 - узел I на фиг.; на фиг, 5 - узел 1з; на фиг.; на фиг. 6 - вид В на фиг. 5.
Пресс для правки валов состоит из станины 1, которая опирается на опоры 2 и 3 ,
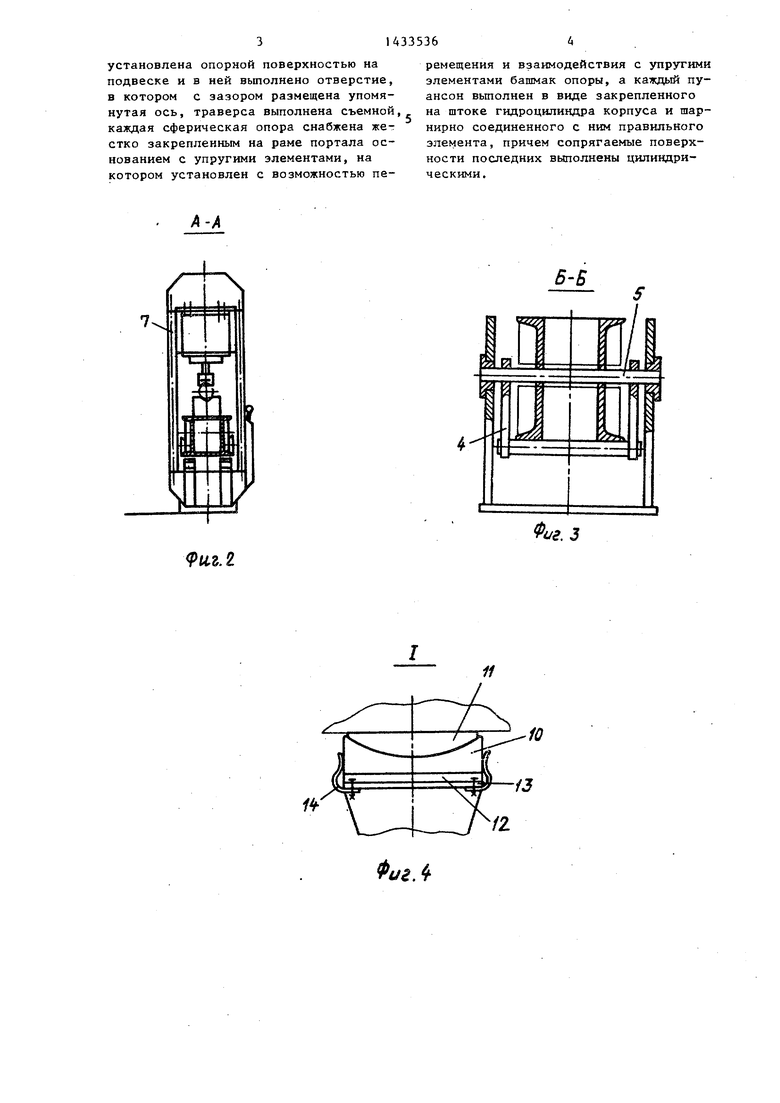
Одна из опор (2) содержд- :т подвеску 4, шарнирно установленную на оси 5 При этом станина опирается на под- веску 4, а ось 5 размещена с зазором в. выполненном в станине отверстии, На станине с возможностью перемещения по ее продольным направляющим установлен портал 6 в виде двух жестко сое- диненных между собой охватывающих станину 1 рам 7. На портале 6 крепится траверса 8 со смонтированными на ней гмдроцилиндрами. На нижней части рамы установлены сферические опоры 9, выполненные в виде ба№эака 10, сухаря П и основания 12, Башмак 10 ус- 1тановлен на оскозании 12 с возможнос- 1тью перемещения с Для возврата башмака ilO в исходное положение на основа- |нии 12 закреплены упругие элементы 13 |и U.
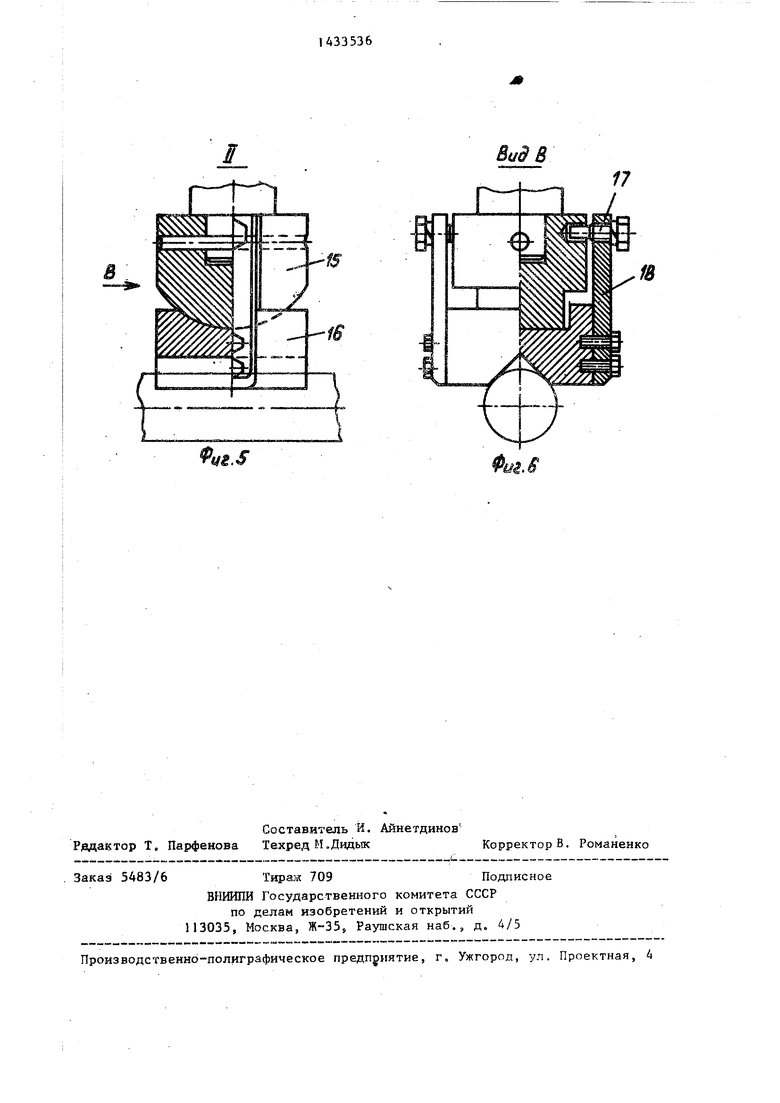
; На штоки гидроци.ганндров насажены сменные пуансоны в виде закрепленного
на штоке корпуса 15 и правильного элемента 16 с призматическим пазом, Правильный элемент I6 взаимодействует с корпусом 15 по цилиндрической поверхности и шарнирно соединен с ним при помощи осей 7 через планки 18,
Пресс работает следующим образом. Направляемый,вал устанавливают на призматические опоры, расположекные на станина . Портал б перемещают к мйсту правки. Подают давлакие 8 поршневую полость гидроцилиндров (возможно использование любого из гидро- цилиндров или всех одновременно). При этом сменные пуансонЫд перемещаясьj воздействуют на вал призматическими пазами правильных элементов I6, хото рые, поворачиваясь на осях 1 относи- тельпо корпуса 15 обеспечивают нормальное приложение нагрузки независи
„5
jj
, 20 25JQ
40
50
55
МО от прогиба вала. Усилия, возникающие на пуансонах, передаются на раму 7, которая при этом поднимаясь, выбирает зазоры между опорной поверхностью станины I и сферическими опорами 9, В процессе нагружения, а также в исходном состоянии облегченное вьтолнение станины вызывает ее прогиб. В зависимости от величины и направления прогиба башмаки 10 сфери-г ческих опор 9 смещаются относительно оснований 12, а сухари 11 поворачиваются относительно башмаков 10. После снятия нагрузки башмаки с сухарями возвращаются в исходное положение упругими элементами 13 и 14. Свободный прогиб станины 1 обеспечивается тем, что один ее конец опирается на подвеску 4, которая установлена на опоре 2 при помощи оси 5 с возможностью свободного качания. После правки давление подается в щтоко- вые полости гидроцилиндров, сменные пуансоны возвращаются в исходное положение, выправленный вал снимается С пресса.
Вьшолненне траверсы 8 съемной позволяет снизить трудоемкость изготовления портала 6, а конкретное выполнение сфер1-гческих опор, пуансонов и опоры станины позволяет использовать нежесткую станину, что уменьшает металлоемкость пресса.
Формула изобретения
Пресс для правки валов, содержащий установленную на двух опорах станину с продольными направляющими и нижней опорной поверхностью, смонтированный с возможностью перемещения по направляюпщм станины портал с траверсой, закрепленные на траверсе гидроцилиндры , на штоках которых смонтированы сменные пуансоны, при этом портал выполнен в виде двух жестко Соединенных между собой охватывающих станину замкнутых рам, на нижней части которызс размещены с зазором относительно опорной поверхности станины, сферические .опоры, зьтолненные в вид.е башмака и сухаря, отличающий- с я тем, что, с целью уменьшения металлоемкости и снижения трудоемкости изготовления, одна из опор снабжена закрепленной на ней осью и смонтированной на этой оси с возможностью свободного качания подвеской, станина
установлена опорной поверхностью на подвеске и в ней вьтолнено отверстие, в котором с зазором размещена упомянутая ось, траверса выполнена съемной, каждая сферическая опора снабжена жет стко закрепленным на раме портала основанием с упругими элементами, на котором установлен с возможностью перемещения и взаимодействия с упругими элементами башмак опоры, а каждый пуансон вьтолнен в виде закрепленного на штоке гидроцилиндра корпуса и шар- нирно соединенного с ним правильного элемента, причем сопрягаемые поверхности последних выполнены цилиндрическими.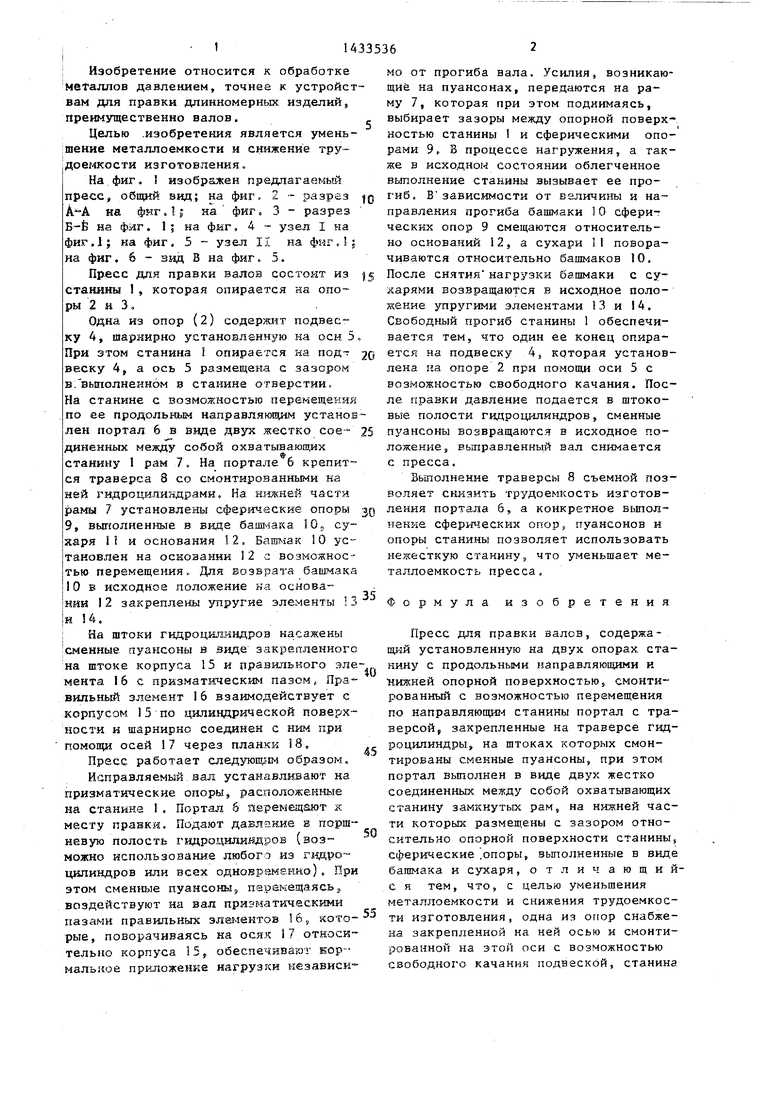
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ ЛИСТОВ ИЗ МЕТАЛЛА | 2004 |
|
RU2290273C2 |
| Пресс для правки профильных изделий | 1980 |
|
SU1011296A1 |
| Пресс для правки валов | 1986 |
|
SU1342557A2 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 1992 |
|
RU2068745C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| Устройство для правки цилиндри-чЕСКиХ издЕлий | 1978 |
|
SU795618A1 |
| ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК | 1993 |
|
RU2102170C1 |
| Пресс для правки платформ | 1976 |
|
SU588038A1 |
| Устройство для правки концовСОРТОВОгО пРОКАТА | 1979 |
|
SU837459A1 |
| Пресс для правки валов | 1986 |
|
SU1368062A1 |
Изобретение относится к обработке металлов давлением, точнее к устройствам для правки длинномернвлс изделий, преимущертвенно вадов. Цель уменьшение металлоемкости и снижение ,трудоемкости изготовления. Пресс состоит из станины 1, опирающейся на опоры 2 и 3.На станине установлен портал 6 в виде рамы, охватывающей станину снизу, со съемной траверсой 8 с гнездами для цилиндров. Под .станиной установлены плавающие опоры 9. Вал (В) 18 устанавливают на призматические опоры. Перемещают прртАп 6 к месту правки. Шток цилиндра, несущего пуансон, воздействует на В 18. Рама портала прижимается снизу к станине I плавающими опорами 9. После этого поставленный прогибом вверх В 18 прогибается до необходимой величины. 6 ил.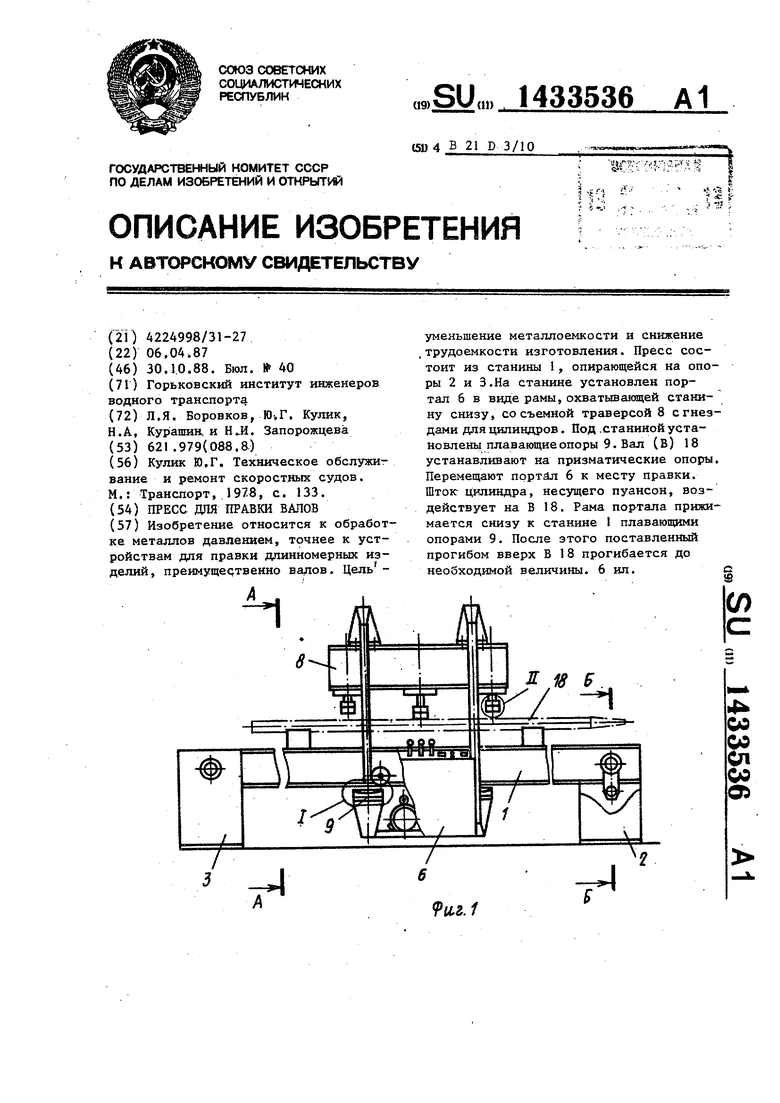
9иг, 2
г. J
/2
4/.4
/
vi,S
Вид В
| Кулик Ю.Г | |||
| Техническое обслужит вание и ремонт скоростных судов | |||
| М.: Транспорт, 1978, с | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
