В 15. При повороте В 15 торцы его эксцентрично смещаются относительно призм 13. Вследствие того, что центры 19 и 20 и фрикционный элемент 29 следуют за торцами В 15, пережима и смещения В 15 относительно призм 13 не происходит. Щупы 16 передают показания биений В 15 на. датчик 17 измерительной системы. При рабочем ходе ползуна 2 боек 7 нажимает на В 15,
1
Изобретение относится к; обработке еталлов давлением, может быть ис- ользЧ вано в прессах для правки длиномерных деталей, например коленчаых валов, и является усовершенствоанием изобретения по авт.св. № 1248848.
Недостатком известного пресса является то, что отсутствует регулировка усилия зажима вала в центрах при постоянном давлении воздуха пневмоцилиндра и усилия прижима фрикционного элемента. Чрезмерное усилие зажима вала в центрах приводит к смещению вала по отношению к одной из призм за счет действия уси.пий поворота, которое действует с противоположного конца и через опору другой призмы приподнимает второй конец вала, тем самым нарушается точность замера. Слабое усилие зажима приводит к проскальзыванию при повороте вала, что нарушает точность работы измерительной системы.
Целью изобретения является повышение, качества путем повышения точнос- ти измерения при правке.
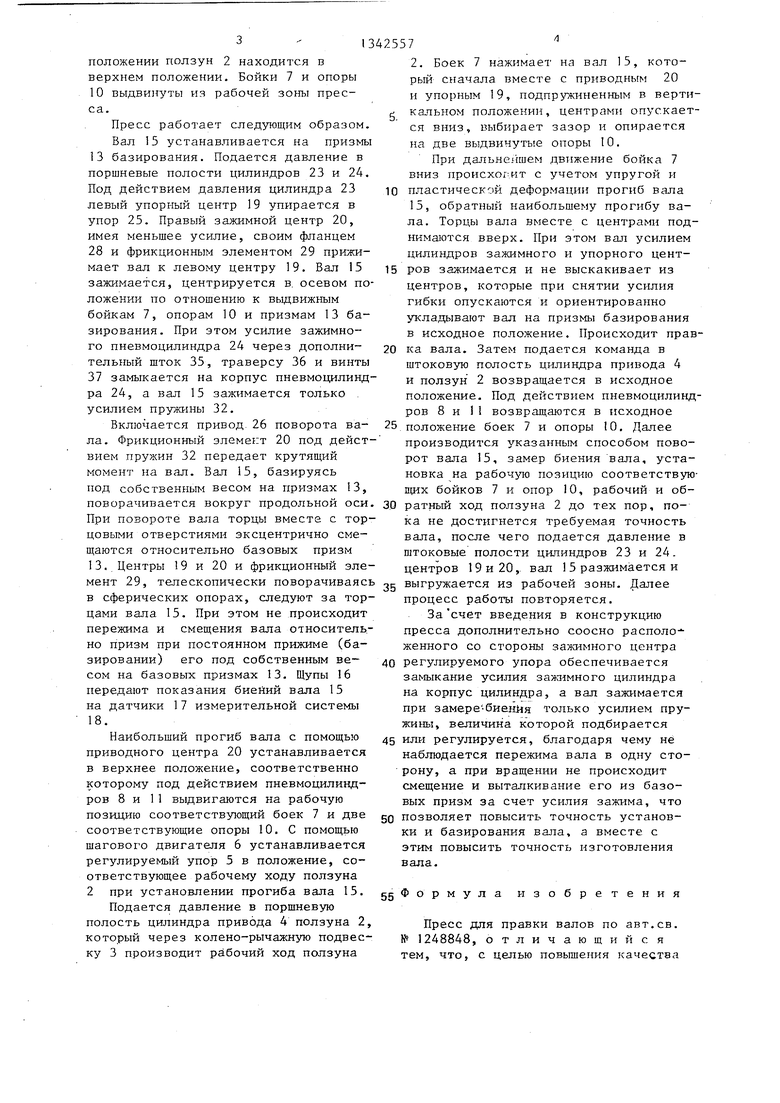
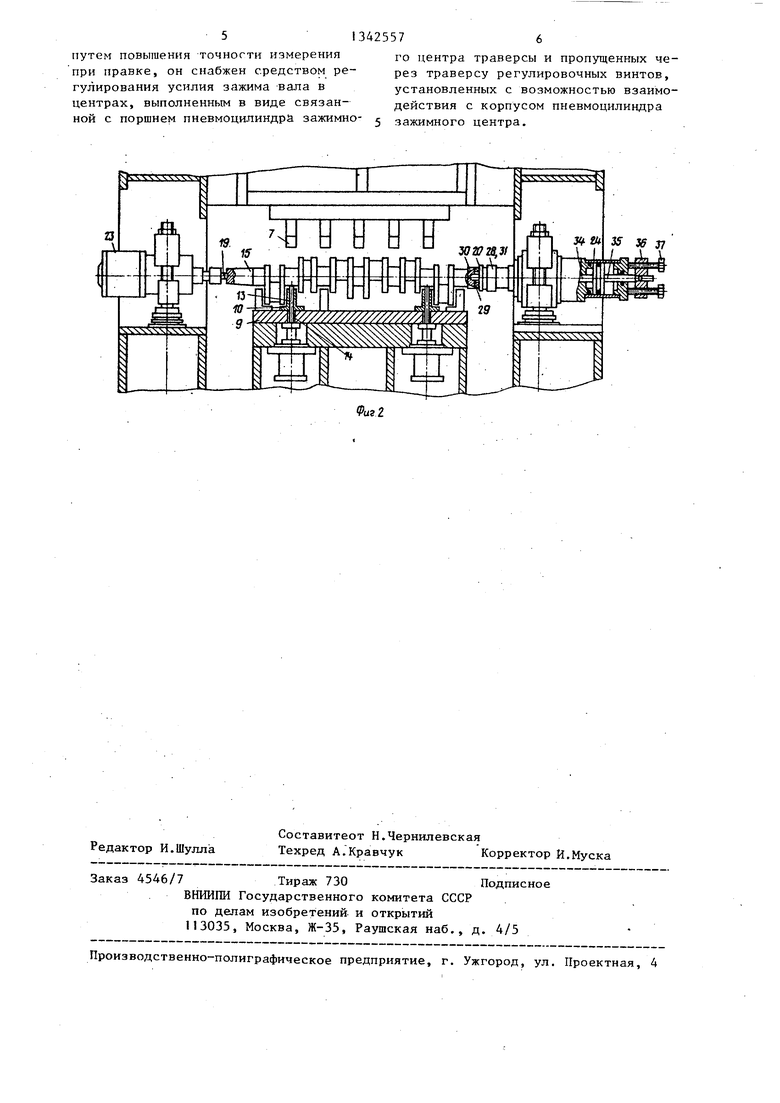
На фиг.1 показана схема предлагаемого пресса, общий вид; на фиг.2 - место установки центров.
Пресс для правки валов имеет станину 1, ползун 2 с коленно-рычажной подвеской 3, цилиндр привода 4, регулируемый упор 5 с шаговым приводом 6. На ползуне 2 установлены выдвижные бойки 7 с приводами от пнёвмоцилинд- ров 8. На столе 9 станины 1 установлены вьщвижные опоры 10 с приводами от пневмоцилиндров-11. Выдвижные опокоторый опускается на опоры 10. При дальнейшем движении бойка 7 происходит с учетом упругой и пластической деформации прогиб В 15, обратный первоначальному прогибу. Средство регулирования усилия зажима В 15 в виде траверсы 36 и винтов 37 обеспечивает замыкание усилия пневмоцилиндра 24 на его корпус, а В 15 зажимается только усилием пружины 32. 2 ил.
0
5
0
5
0
5
ры 10 имеют вертикальные пазы 12, в которых установлены две подпружиненные в вертикальном положении призмы 13 базирования, взаимодействующие с жестким упором 14 и валом 15 так, что между валом 15 и опорами 10 образован зазор. В пазах остальных опор 10 ус- тановлены щупы 16 датчиков 17 измерительной системы 18.
Вал 15 расположен на призмах 13 базирования и установлен в вертикально подпружиненных соответственно jmop- ном и залсимном 19 и 20 центрах, установленных в сферических опорах 21 и 22, связанных с упорным 23 и зажимным 24 пневмоцилиндрами. Центры 19 и 20 выполнены в виде сферических поверхностей. Левый упорный центр 19 приводится пневмоцилиндром, имеюш;им боль той диаметр цилиндра, и взаимодействует с жестким упором 25. Правый зажимной центр 20 приводится в действие с помощью пневмоцилиндра с мень- ,-Шим диаметром и имеет привод 26 поворота вала. Корпус 27 .прижимного центра 20 имеет фланец 28 с фрикционным элементом 29, взаимодействующим с торцом 30 вала 15. Фрикционный элемент 29 установлен в сферической опоре 31 и подпружинен пружиной 52 в осевом направлении. Фланец 28 имеет винты 33, взаимодействуюшле с фрикционным элементом 29 и пружиной 32.
Зажимной пневмоцилиндр 24 соосно штоку 34 имеет дополнительно шток 35, на внешней части которого закреплена траверса 36, имеющая винты 37, взаимодействующие с корпусом зажимного пневмоцилиндра 24. В исходном
положении ползун 2 находится в верхнем положении. Бойки 7 и опоры 10 выдвинуты из рабочей зоьгы пресса.
Пресс работает следующим образом.
Вал 15 устанавливается на призмы 13 базирования. Подается давление в поршневые полости цилиндров 23 и 24. Под действием давления цилиндра 23 левый упорный центр 19 упирается в упор 25. Правый зажимной центр 20, имея меньшее усилие, своим фланцем 28 и фрикционным элементом 29 прижимает вал к левому центру 19. Вал 15 зажимается, центрируется в. осевом положении по отношению к выдвижным бойкам 7, опорам 10 и призмам 13 базирования. При этом усилие зажимного пневмоцилиндра 24 через дополнительный шток 35, траверсу 36 и винты 37 замыкается на корпус пневмоцилиндра 24, а вал 15 зажимается только . усилием пружины 32.
Включается привод. 26 поворота вала. Фрикционный элемент 20 под действием пружин 32 передает крутящий момент на вал. Вал 15, базируясь под собственным весом на призмах 13, поворачивается вокруг продольной оси При повороте вала торцы вместе с торцовыми отверстиями эксцентрично смещаются относительно базовых призм 13. Центры 19 и 20 и фрикционный элемент 29, телескопически поворачиваяс в сферических опорах, следуют за торцами вала 15. При этом не происходит пережима и смещения вала относительно призм при постоянном прижиме (базировании) его под собственным весом на базовых призмах 13. Щупы 16 передают показания биейий вала 15 на датчики 17 измерительной системы 18.
Наибольший прогиб вала с помощью приводного центра 20 устанавливается в верхнее положение, соответственно которому под действием пневмоцилинд- ров 8 и 11 выдвигаются на рабочую позицию соответствующий боек 7 и две соответствующие опоры 10, С помощью шагового двигателя 6 устанавливается
регулируемый упор 5 в положение, соответствующее рабочему ходу ползуна 2 при установлении прогиба вала 15.
Подается давление в поршневую полость цилиндра привода 4 ползуна 2, который через колено-рычажную подвеску 3 производит рабочий ход ползуна
. ьS.
10
15
20
25
342557
2. Боек 7 нажимает на вал 15, который сначала вместе с приводным 20 и упорным 19, подпружиненным в вертикальном положении, центрами опускается вниз, выбирает зазор и опирается на две выдвинутые опоры 10.
При дальнейшем движение бойка 7 вниз происхог:ит с учетом упругой н пластической деформации прогиб вала 15, обратный наибольшему прогибу вала. Торцы вала вместе с центрами поднимаются вверх. При этом вал усилием цилиндров зажимного и упорного центров зажимается и не выскакивает из центров, которые при снятии усилия гибки опускаются и ориентированно укладывают вал на призмы базирования в исходное положение. Происходит правка вала. Затем подается команда в штоковую полость цилиндра привода 4 и ползун 2 возвращается в исходное положение. Под действием пневмоцилинд- ров 8 и 11 возвращаются в исходное положение боек 7 и опоры 10. Далее производится указанным способом поворот вала 15, замер биения вала, установка на рабочую позицию соответствую- П1ИХ бойков 7 и опор 10, рабочий и обратный ход ползуна 2 до тех пор, пока не достигнется требуемая точность вала, после чего подается давление в штоковые полости цилиндров 23 и 24. центров 19 и 20, вал 1 5 разжимается и 35 выгружается из рабочей зоны. Далее процесс работы повторяется.
За счет введения в конструкцию пресса дополнительно соосно располо- женного со стороны зажимного центра 40 регулируемого упора обеспечивается замыкание усилия зaж iмнoгo цилиндра на корпус цилиндра, а вал зажимается при замере -биенйя только усилием пру- жи1а, величина которой подбирается 45 или регулируется, благодаря чему не наблюдается пережима вала в одну сторону, а при вращении не происходит смещение и вытапкивание его из базовых призм за счет усилия зажима, что позволяет повысить точность установки и базирования вала, а вместе с этим повысить точность изготовления вала.
30
50
55 Формула изобретения
Пресс для правки валов по авт.св. № 1248848, отличающийся тем, что, с целью повьш1ения качества
51342557
путем повышения точности измерения при правке, он снабжен средством регулирования усилия зажима вала в центрах, выполненньгм в виде связангоре ус де
ной с поршнем пневмоцилиндра зажимно- зажимного центра.
го центра траверсы и пропущенных через траверсу регулировочных винтов, установленных с возможностью взаимодействия с корпусом пневмоцилиндра
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для правки валов | 1986 |
|
SU1323162A2 |
| Пресс для правки валов | 1984 |
|
SU1248848A1 |
| Пресс для правки валов | 1986 |
|
SU1424906A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЛИТЫХ ЗАГОТОВОК ПОД ПРОШИВКУ | 1995 |
|
RU2102166C1 |
| Устройство для правки цилиндрических изделий | 1974 |
|
SU489555A1 |
| Устройство для правки цилиндрических изделий | 1975 |
|
SU556867A1 |
| Устройство для правки цилиндрических изделий | 1973 |
|
SU442870A1 |
| Устройство для правки цилиндрических изделий | 1976 |
|
SU880552A1 |
| Пресс для раскатки обечаек | 1983 |
|
SU1134279A2 |
| Устройство для пробивки радиальных отверстий в полых изделиях | 1973 |
|
SU550203A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано в прессах для правки длинномер.ных деталей, преимущественно коленчатых валов. Цель изобретения - повьшение качества правки путем повышения точности измерения. Подлежащий правке вал (В) 15 устанавливают на призмах 13 и в зажимном и упорном центрах 20 и 19. Приводом 26 В 15 приводится во вращение. Под действием пружин 32 фрикционньй элемент 29 передает, крутящий момент на СЛ to ю СП ел 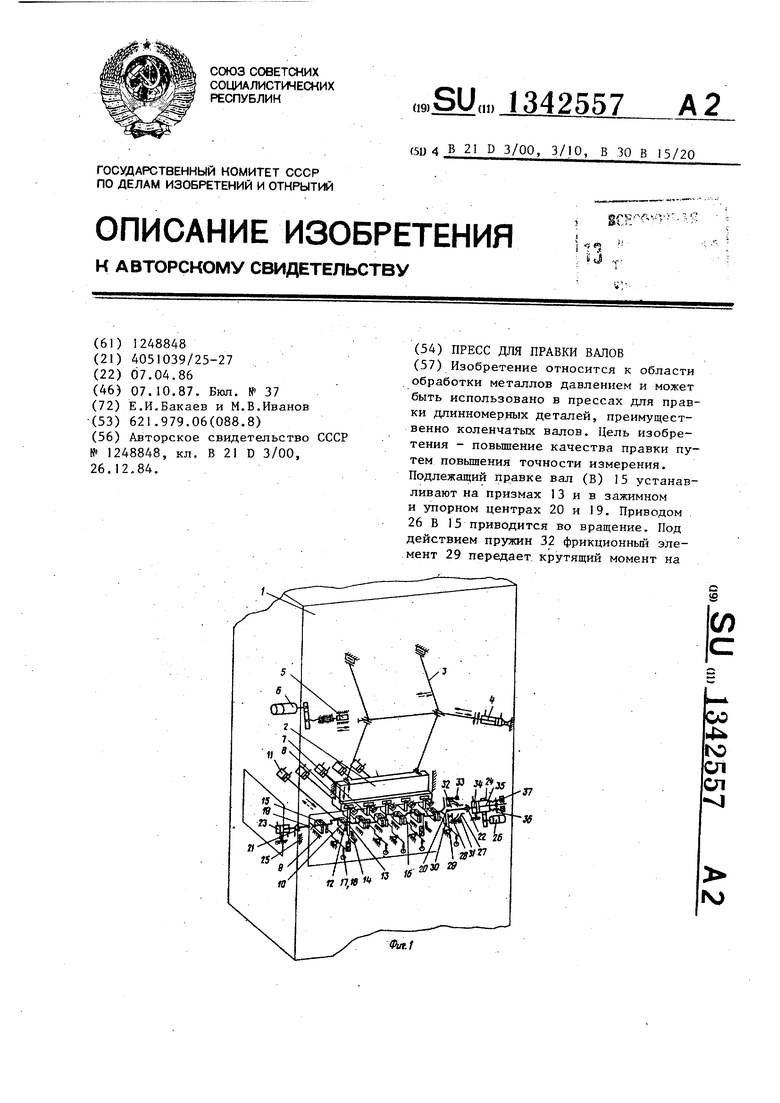
О
4J У Ы Ы У
т
л J7
Редактор И.Шулла
Составитеот Н.Чернилевская
Техред А. Кравчук Корректор И.Муска
Заказ 4546/7Тираж 730Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Пресс для правки валов | 1984 |
|
SU1248848A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
