4
оо со
СП
О1 4
Изобретение относится к обработке металлов давлением, а именно к производству гофрированных труб и полых изделий сложной конфигурации формов- t кой внутренним давлением.
Целью изобретения является повышение точности размеров гофрированных труб.
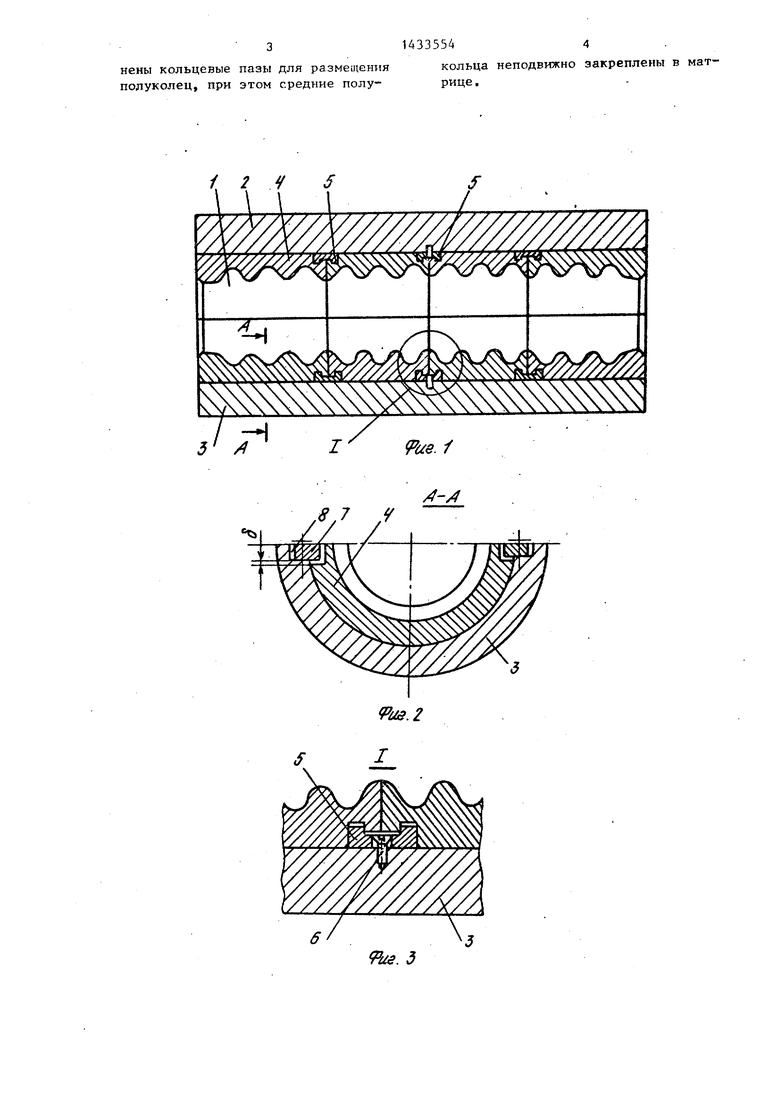
На фиг.1 представлена маурица к ю установке для .раздачи полых заготовок внутренним давлением на фиг.2 - се- чение А-А на фиг.Ц на фиг.З узел I на фиг.1J на фиг.4 - установка для раздачи полых заготовок.15
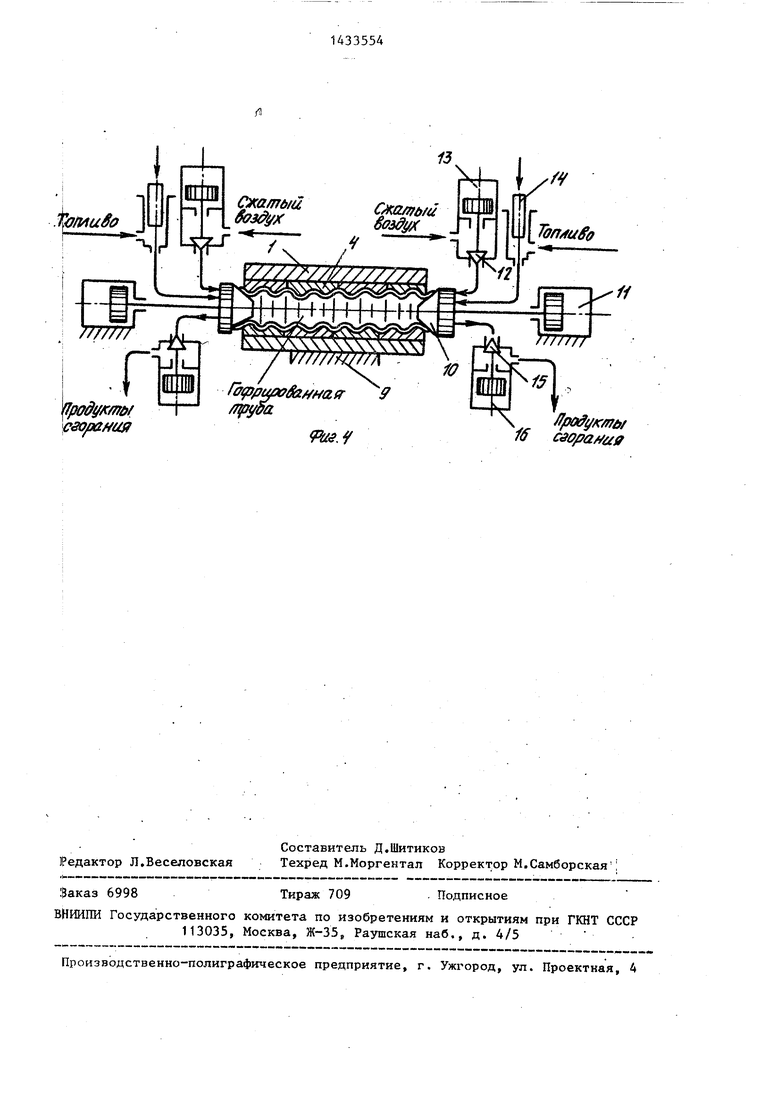
Матрица 1, имеющая горизонтальный разъем, состоит из верхней 2 и нижней 3 половин. В матрице размещены формующие секции 4, соответствукяцие по конфигурации гофрированной трубе. 20 Отдельные секции соединены между собой полукольцами 5 с фиксирующими буртами из материала с коэффициентом линейного .расширения не меньшим чем. у материала секций. Средние полуколь-25 ца неподвижно закреплены в матрице 1 крепежными деталями 6. От проворачивания и вьшадания из матрицы ,1 формообразующие секции 4 предохраняются прижимными планками 7, закрепленными JQ винтами 8. Матрица 1 размещена на раме 9 установки для раздачи полых заготовок внутренним давлением, на которой установлены подвижные узлы 10 уплотнения с приводом 11 перемещения. Сжатый воздух через эти узлы подается с помощью воздушного клапана 12, снабженного приводом 13, а жидкое топливо - с помощью плунжерного насоса 14. Продукты сгорания из Q сформованной трубы удаляются через газовьтускной клапан 15с приводом - 16, Системы подвода сжатого воздуха, подачи жидкого топлива, отвода продуктов сгорания расположены симмет- ,« рично по обе стороны матрицы.
Полая труба-заготовка, нагретая в печи до температуры горячей пластической деформации, подается в раскрытую матрицу 1. Верхняя половина 2 матрицы закрывается, надежно соединяясь с нижней половиной 3. Формообразующие секции 4 при этом образуют полость, соответствующую по форме гофрированной трубе. Подвижными узлами 10 уплотнения с помощью приводов 11 перемещения концы трубы-заготовки развальцовывают, образуется герметичная полость, в которую после:35
50
5
0 5 Q Q ,«
5
0
довательно подают сжатый воздух от ресивера (не показан) через воздушные клапаны 12, снабженные приводом 13, а затем жидкое топливо плунжерными нacoca iи 14. Топливо сгорает в атмосфере сжатого воздуха с образованием продуктов сгорания с высоким давлением, в результате чего из трубы-заготовки формируется гофрированная труба. Контакт гофрированной трубы с формообразующими секциями 4 приводит к нагреву и тепловому расшире-. нию секций. Соединение секций 4 меж- ду собой полукольцами с фиксирующими буртами 5 и фиксация средних полуколец крепежными деталями 6 обеспечивает симметричное удлинение секций, расположенных в верхней 2 и нижней 3 половинах матрицы 1. Планки 7 предохраняют секции 4 от выпадения но не препятствуют тепловому перемещению секций благодаря монтажному зазору сГ . По окончании формовки с помощью привода t1 открываются газовыпускные клапаны 15, продукты сгорания удаляются, давление в полости гофрированной трубы снижается до атмосферного. Отводят узлы уплотнения 10, раскрывают матрицу и гофрированную трубу, удаляют из нее. Формообразующие секции 4 охлаждаются, укорачиваются, соединяющие их .между собой полукольца 5, выполненные из материала с коэффициентом линейного рас- щирения не меньшим, чем у материала секций, также укорачиваются, не давая образоваться зазорам между секциями. В противном случае в зазоры попадает окалина, что приводит к несовпадению профиля гофров верхней и нижней половин матрицы и ухудщению геометрии гофрированных труб.
Формула изобретения
Матрица к установке для раздачи полых заготовок внутренним давлением, преимущественно для формовки гофрированных труб, состоящая из двух половин, с размещенными в каждой из них формующими секциями, о т л и - ч а ю щ а я с я тем, что с целью повьпиения точности размеров гофри- , рованньпс труб, она снабжена полуг кольцами с фиксирующими буртами, выполненными .из материала с коэффициентом линейного расщирения -не мень- щим, чем у материала секций, а на наружных поверхностях секций вьтолполуколец, при этом средние полурице,
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для раздачи полых заготовок внутренним давлением | 1980 |
|
SU897343A1 |
| Установка для раздачи полых заготовок внутренним давлением | 1982 |
|
SU1082526A2 |
| Способ изготовления гофрированных труб | 1986 |
|
SU1530292A1 |
| Устройство для раздачи трубчатых заготовок внутренним давлением | 1985 |
|
SU1306625A1 |
| Установка для раздачи полых заготовок внутренним давлением | 1989 |
|
SU1620183A1 |
| Способ гидравлической формовки | 1961 |
|
SU478650A1 |
| Устройство для изготовления сильфонов | 1974 |
|
SU978975A1 |
| Устройство для раздачи полых заготовок внутренним давлением | 1982 |
|
SU1049146A1 |
| Матрица к установке для раздачи полых заготовок внутренним давлением | 1977 |
|
SU653006A1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
Изобретение относится к обработке металлов давлением, а именно к производству гофрированных труб и полых изделий сложной конфигурации формовкой внутренним давлением. Цель изобретения - повьшение точности размеров гофрированных труб. Матрица вьтолнена в виде двух половин, с размещенными в каждой из них формующими секциями. Формующие секции соединены между собой полукольцами с фиксирующими буртами из материала с коэффициентом линейного расширения не меньшим, чем у материала секций. Средние полукольца неподвижно закреплены в матрице. .Секции симметрично удлиняются при нагреве в обе стороны от места фиксации. При охлаждении полукольца с фиксирующимибуртами не дают образоваться зазорам между секциями. 4 ил. о С/)
f 2
I
.SJ у
(рае. /
.2
. 3
podi/ /n&/
/фу0а
Яй./
)Редактор Л.Веселовская
Составитель Д.Шитиков
Техред М.Моргентал Корректор М.Самборская
Заказ 6998
Тираж 709
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ffpOffl/f ffftf/
fO caopa aff
. Подписное
| Матрица к установке для раздачи полых заготовок внутренним давлением | 1977 |
|
SU653006A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
