(54} МАТРИЦА К УСТАНОВКЕ ДЛЯ РАЗДАЧИ ВНУТРЕННИМ ДАВЛЕНИЕМ ПОЛЫХ ЗА ГОТОВ О К
6530O6
камя теряют продольную устойчивость и (заталкиваготся внутрь матрицы.
Целью изобретения является предот вращ€41яе потери продольной устойчивости трубй- аготовки при герметизации ее полости.
Для этого сменные вставки на кон-аах, обращенных к торпам матрицы, выполнены диаметром на 1-2% меньпгам внутреннего диаметра раздаваемой трубчатой заготовки.
Таким образом, по обоим концам маТрИ1а 1 обеспечивается кольцевой обжим трубчатой заготовки с уменьшением ее диаметра в этих местах. Трубчатая заготовка при закрывании матрицы с формообразующим инструментом условно по длине разделяется на три участка: центральный участок, основная часть длины трубы, между кольцевыми зонами обжима, разгруженный от действия осевых сил при герметизации полости} два концевых участка - от кольцевой зоны обжима до конца трубы-заготовки, т. е., практически, концы, выступающие из матрицы, развальцовываемые уплотняющими пробками при приложении осевого усилия В результате таког выбора диаметров формообразующего инструмента исключается возможность потери трубой-заготовкой продольной устойчивости при гер метизации ее полости.
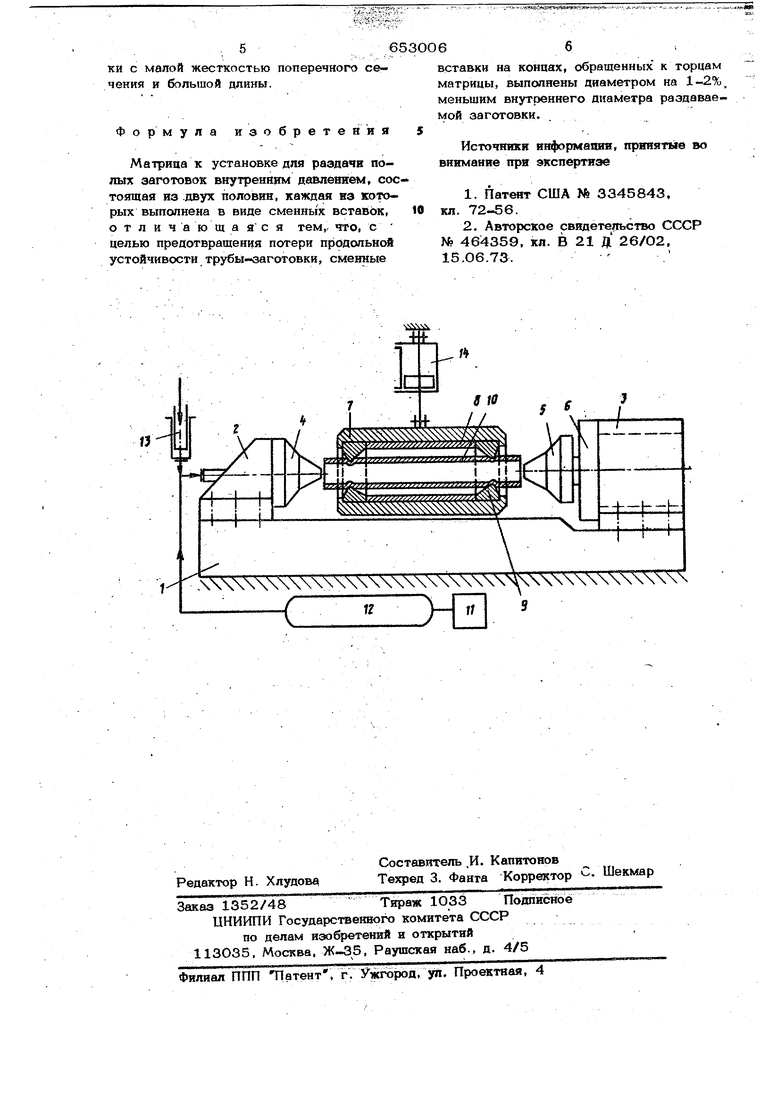
На чертежи схематически изобраясена установка, в которой установлена предлагаемая к атрица.
Установка состоит из станины 1 на Которой размещены упоры 2, 3 с уплотняющими конусными пробками 4 и 5. Одна из пробок 4 неподвижна, другая 5 приводится в движение гидроцилиндром 6
Возможно также использование конструкции, в которой обе уплотняющие конусные пробки имеют привод.
Матрица 7, имеющая горизонтальный разъем, состоит из нижней и верхней половины ,в каждой из которых установ лены Ьменные цилиндрические 8 и конические 9 вставки. Цилиндрические вставки 8 обеспечивают получение конечного диаметра трубы после раздачи, конические 9 - переход по концам матрицы от начального диаметра Заготовки к конечному диаметру трубы после раэда«1й.
Черва одну или обе уплотняющие конусные пробки 4 в полость трубчатой заготовки 1О подают окислитель - сжатый .воздух от компрессора 11 и воздухосборника 12 и во до топливную эмульсию насосом 13.
Конические вставки 9 выполнены так, что их меньший диаметр, обращенньгй к торцам матрицы 7, при замыкании с помощью силового привода 14 верхней и нижней пойовиныматрицы оказывается на 1-2% меньше исходного диаметра раздаваемой трубы-з.аготовки.
Трубчатую заготовку нагревают в печи до температуры горячей пластической деформации, затем устанавливают в раскрытую матрицу 7, верхнюю половину матрицы закрывают с помощью силового привода 14 я замыкают с нижней. При этом конические вставки 9 меньшим своим диаметром внедряются в стенку трубы-заготовки и обжимают ее по кольцу.
В результате труба оказывается разделенной по длине на три участка: центральный участок между кольцевыми зонами обжима и два концевых участка - от кольцевой зоны обжима до конца трубчатой заготовки, т. е. практически, концы, выступающие из матрицы.
Приводом конусные уплотняющие пуюбки перемещают 6 сторону концов трубчатой заготовки и развальцовывают последние между торцами матрицы и уплотняющими пробками. При этом основная часть заготов.ки, находящаяся между кольцевыми участками обжима, от осевого усилия разгружена и не теряет продольной устойчивости даже в случае малой жесткости поперечного сечения и бо:льшой длины.
В образовавшуюся герметичную полост ограничённзгю конусными уплотняющими пробками 4 и 5 и внутренней поверхность трубчатой заготовки, подают через одну или обе уплотняющие пробки газообразующую рабочую среду. Давление в полости возрастает до значений. Достаточных для осуществления раздачи. Размеры трубы после раздачи определяются диаметром . использованных цитгандрических сменных вставок 8, расположенных в обеих половинах матрицы. По окончании процесса деформации давление в полости трубы снижают до атмосферного, матрицу открывают, трубу извлекают и подвергают отделке.
Использование предлагаемойконструкции установки для раздачи полых заготовок внутренним давлением существенно расошряет сортамент обрабатываемых иамделий, так как решение вопроса обеспечения продольной устойчивости трубчатой заготовки позволяет использовать загптовКИ с малой жесткостью поперечного сечения и большой длины.
Формула изобретения
Матрица к установке для раздачи полых заготовок внутренним давлением, состоящая из .двух половин, каждая из которых выполнена в виде сменнь1х вставок, отличающаяся тем,, что, с целью предотвращения потери продольной устойчивости трубы-заготовки, сменные
653006
вставки на концах, обращенных к торцам матрицы, выполнены диаметром на 1-2%, меньшим внутреннего диаметра раздаваемой заготовки.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3345843. кл. 72-56.
2,Авторское свидетезьство СССР № 464359. кп. В 21 Д 26/02. 15.О6.73.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для раздачи полых заготовок внутренним давлением | 1982 |
|
SU1082526A2 |
| Установка для раздачи полых заготовок внутренним давлением | 1977 |
|
SU719759A1 |
| Установка для раздачи полых заготовок внутренним давлением | 1980 |
|
SU897343A1 |
| Установка для раздачи труб паром | 1975 |
|
SU555950A1 |
| Установка для раздачи труб паром | 1981 |
|
SU1005992A1 |
| Инструмент для формования концов труб | 1978 |
|
SU771997A1 |
| Устройство для калибровки концов труб | 1981 |
|
SU997921A2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПЛОСКИХ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1996 |
|
RU2108186C1 |
| Способ получения полых изделий из трубчатых заготовок | 1989 |
|
SU1754289A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
